深线喂丝机的制作方法
本发明涉及深线喂丝机,具体为深线喂丝机。
背景技术:
1、在现代炼钢技术中,为了进一步使钢水精细脱氧、微调钢水成分,普遍采用喂丝机向钢水中加入铝芯线和硅钙线。虽然和以前炼钢工艺相比改善了钢水的质量和提高了合金的金属收得率,但像钙一类的贵金属由于熔点低,饱和气压低,在高温时很容易汽化从钢水中溢出;再加上包芯线插入钢水浅,很多合金也进入了钢水上面的钢渣,造成贵金属很大的浪费,从而严重影响合金的收得率。
2、现在,提出一种新型的深线喂丝机解决上述问题。
技术实现思路
1、本发明的目的在于提供深线喂丝机,以解决上述背景技术中提出的不具备深线喂丝的功能的问题。
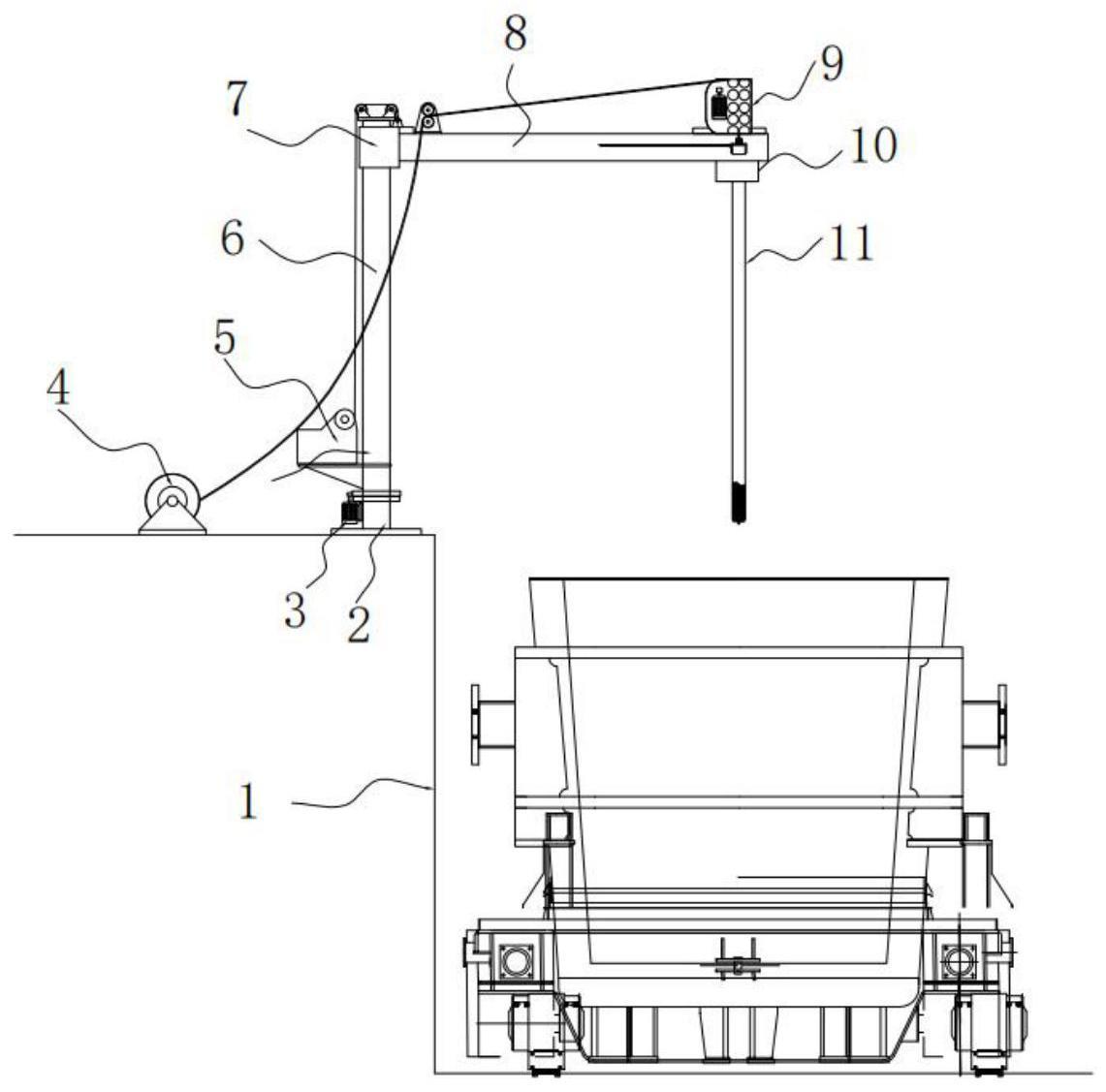
2、为实现上述目的,本发明提供如下技术方案:深线喂丝机,包括安装台和高温陶瓷套管,所述安装台一侧的中间位置处固定连接有底座,所述底座的顶端竖向活动连接有纵向支撑杆,所述纵向支撑杆外部的顶端套接有滑套,所述滑套的一侧焊接有横向支撑杆,所述横向支撑杆后端的一侧固定连接有固定板,所述固定板的后端固定连接有固定块,所述高温陶瓷套管的内部设置有无氩气送丝结构;
3、所述无氩气送丝结构包括金属套管,所述金属套管的两侧设置有氩气套管,所述金属套管的底部设置有氩气喷口,所述金属套管竖向固定连接在高温陶瓷套管内部的中间位置处,所述金属套管的底端固定连接有钨型环,所述高温陶瓷套管的顶部固定连接有安装铁套,所述安装铁套的顶部固定连接有夹紧连接部。
4、优选的,所述金属套管、引导口、钨型环的内部相连通。
5、优选的,所述夹紧连接部一侧的顶部设置有氩气快接头,所述夹紧连接部的顶部固定连接有压紧盘,所述压紧盘顶端中间位置处的内部设置有引导口。
6、优选的,所述压紧盘的底部固定连接有胶碗密封圈。
7、优选的,所述固定块的一侧铰接有锁套,所述固定块的另一侧焊接有锁板,所述锁板的后端插接有两组锁定螺栓,所述固定块、锁套合拢状态下锁板贯穿锁套的内部并延伸进锁定螺栓的内部。
8、优选的,所述底座的一侧安装有转向机构,所述安装台顶部另一侧的前后两端分别安装有包芯线卷。
9、优选的,所述横向支撑杆顶部的一侧安装有送丝机,所述纵向支撑杆一侧的底部固定连接有卷扬机。
10、与现有技术相比,本发明的有益效果是:该深线喂丝机不仅实现了无氩气深线喂丝的功能,实现了有氩气深线喂丝的功能,而且实现了便于更换套管的功能;
11、(1)通过设置有高温陶瓷套管、金属套管、安装铁套、夹紧连接部、引导口和钨型环,使用时,将安装铁套和夹紧连接部卡入连接部进行固定,接着将包芯线沿着包芯线卷抽出并通过送丝机送入引导口,包芯线沿着引导口缓缓下行至钨型环处,随着卷扬机运行,滑套和横向支撑杆同步下移,高温陶瓷套管底端没入钢水中,包芯线沿着金属套管进入到钢水中,钨型环的喇叭口正对着包芯线引面方向,钨型环引导孔径比包芯线直径略大0.1mm左右。当包芯线穿过钨型环引导孔时,由于间隙很小,高速移动的包芯线冲击着钢水,带动间隙附近的钢水快速远离,使钢水无法进入包芯线高温陶瓷套管的引导孔,从而起到密封的作用,实现了无氩气深线喂丝的功能;
12、(2)通过设置有高温陶瓷套管、氩气套管、氩气喷口、金属套管、安装铁套、夹紧连接部、氩气快接头、压紧盘、引导口和胶碗密封圈,使用时,在有氩气资源的情况下,安装铁套、夹紧连接部卡入连接部后接入包芯线,氩气管道通过氩气快接头连接,随着高温陶瓷套管底部没入钢水,金属套管的引导孔与包芯线的单边间隙是2mm,高温陶瓷套管末端均匀分布六个氩气喷口,与中心轴线呈30°。高压氩气通过高温陶瓷套管的氩气套管喷出,在钢水中形成一个氩气泡室。该氩气泡室阻挡了钢水通过包芯线与引导孔的间隙进入金属套管,从而起到密封作用。有些少量的氩气通过间隙向上泄漏,但高温陶瓷套管上面还有一个胶碗密封圈,进一步挡住氩气的泄漏,所以正常情况下,氩气通过高温陶瓷套管泄漏的很少,将实现了有氩气深线喂丝的功能;
13、(3)通过设置有固定块、锁套、锁板和锁定螺栓,使用时,在更换套管时,只需拧松锁定螺栓,将锁套拉开,固定块内部的槽口即可露出,方便套管上的连接部卡入,卡入后合上锁套,沿着锁板打入锁定螺栓即可固定,实现了便于更换套管的功能。
技术特征:
1.深线喂丝机,包括安装台(1)和高温陶瓷套管(17),其特征在于:所述安装台(1)一侧的中间位置处固定连接有底座(2),所述底座(2)的顶端竖向活动连接有纵向支撑杆(6),所述纵向支撑杆(6)外部的顶端套接有滑套(7),所述滑套(7)的一侧焊接有横向支撑杆(8),所述横向支撑杆(8)后端的一侧固定连接有固定板(10),所述固定板(10)的后端固定连接有固定块(27),所述高温陶瓷套管(17)的内部设置有无氩气送丝结构;
2.根据权利要求1所述的深线喂丝机,其特征在于:所述金属套管(20)、引导口(25)、钨型环(16)的内部相连通。
3.根据权利要求1所述的深线喂丝机,其特征在于:所述夹紧连接部(22)一侧的顶部设置有氩气快接头(23),所述夹紧连接部(22)的顶部固定连接有压紧盘(24),所述压紧盘(24)顶端中间位置处的内部设置有引导口(25)。
4.根据权利要求3所述的深线喂丝机,其特征在于:所述压紧盘(24)的底部固定连接有胶碗密封圈(26)。
5.根据权利要求1所述的深线喂丝机,其特征在于:所述固定块(27)的一侧铰接有锁套(28),所述固定块(27)的另一侧焊接有锁板(29),所述锁板(29)的后端插接有两组锁定螺栓(30),所述固定块(27)、锁套(28)合拢状态下锁板(29)贯穿锁套(28)的内部并延伸进锁定螺栓(30)的内部。
6.根据权利要求1所述的深线喂丝机,其特征在于:所述底座(2)的一侧安装有转向机构(3),所述安装台(1)顶部另一侧的前后两端分别安装有包芯线卷(4)。
7.根据权利要求1所述的深线喂丝机,其特征在于:所述横向支撑杆(8)顶部的一侧安装有送丝机(9),所述纵向支撑杆(6)一侧的底部固定连接有卷扬机(5)。
技术总结
本发明公开了深线喂丝机,包括安装台和高温陶瓷套管,所述安装台一侧的中间位置处固定连接有底座。该深线喂丝机通过将安装铁套和夹紧连接部卡入连接部进行固定,接着将包芯线沿着包芯线卷抽出并通过送丝机送入引导口,包芯线沿着引导口缓缓下行至钨型环处,滑套和横向支撑杆同步下移,高温陶瓷套管底端没入钢水中,包芯线沿着金属套管进入到钢水中,钨型环的喇叭口正对着包芯线引面方向,钨型环引导孔径比包芯线直径略大0.1mm左右。当包芯线穿过钨型环引导孔时,由于间隙很小,高速移动的包芯线冲击着钢水,带动间隙附近的钢水快速远离,使钢水无法进入包芯线高温陶瓷套管的引导孔,从而起到密封的作用,实现了无氩气深线喂丝的功能。
技术研发人员:周小安,孙岳华,于晓鹏
受保护的技术使用者:湖南宏兴盛科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!