红酒机合金配件成型模具的制作方法
1.本实用新型涉及一种用于成型红酒机合金配件的模具,尤其涉及一种用于成型提手的红酒机合金配件成型模具。
背景技术:
2.如图1所示,为红酒机合金配件中的提手200,该提手200为横截面呈扁平的拱形条。由于提手200为横截面呈扁平的拱形条,故在成型过程中对走料的要求高。
3.而在现有的用于成型提手200的成型模具中,它用于成型提手200的成型腔及排气的结构设计不合理,导致成型模具在成型的过程中因气体没得到有效地的排出而造成所成型的提手200带有气泡孔,从而造成提手200的报废。
4.因此,有必要提供一种红酒机合金配件成型模具来克服上述的缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种防止提手中产生气泡孔的红酒机合金配件成型模具。
6.为实现上述目的,本实用新型的红酒机合金配件成型模具包括浇注嘴、分流锥及彼此做开合模配合的上模和下模。所述上模包含上模座及嵌设于所述上模座之下端部中的上模芯,所述下模包含下模座及嵌设于所述下模座之上端部中的下模芯,所述浇注嘴同时穿置于所述上模座和上模芯两者中,所述分流锥同时穿置于所述下模芯和下模座中,所述分流锥在合模时伸入所述浇注嘴中;其中,所述下模芯的上端部开设有两个沿所述下模座的左右方向延伸布置且沿所述下模座的前后方向隔开的下成型槽及沿所述下模座的前后方向位于所述下成型槽之间的用于与所述分流锥对接的浇注流道,所述浇注流道的流出口与所述下成型槽相隔开,所述上模芯开设有与所述下成型槽匹配的上成型槽、与所述流出口匹配的配合出口及与所述上成型槽连通且沿所述上模座的前后方向延伸布置的弯折形的上排气通道,所述配合出口与所述上成型槽相互连通,所述配合出口在所述上成型槽上与所述上排气通道呈相对的异侧布置。
7.较佳地,本实用新型的红酒机合金配件成型模具还包括上下对齐的上嵌块和下嵌块,所述上嵌块装配于所述上模座的下端部,所述上嵌块还位于所述上模芯远离所述浇注嘴的一侧旁边,所述上嵌块的下端部开设有多条沿所述上模座的左右方向隔开排列的条状上齿牙,所述下嵌块装配于所述下模座的上端部,所述下嵌块还位于所述下模芯远离所述分流锥的一侧旁边,所述下嵌块的上端部开设有多条沿所述下模座的左右方向隔开排列的条状下齿牙,所述条状上齿牙和条状下齿牙在合模时彼此啮合。
8.较佳地,所述上嵌块从侧向凸出所述上模座,所述下嵌块从侧向凸出所述下模座。
9.较佳地,所述下模芯之上端部开设有位于所述下成型槽与所述下嵌块之间的下排气通道,所述下嵌块的上端部开设有与所述下排气通道连通的对接通道,所述对接通道延伸至最靠近所述下成型槽的条状下齿牙的位置处。
10.较佳地,所述浇注流道包含主直线流道、由所述主直线流道分支出的朝靠近所述下成型槽倾斜的倾斜流道及由所述倾斜流道的末端沿所述下模座之左右方向延伸的延伸流道,所述延伸流道对应有多个沿该延伸流道的延伸方向隔开排列的流出开口,所述流出开口沿所述下模座的前后方向位于所述延伸流道与所述下成型槽之间,所述流出开口还与所述延伸流道相连通。
11.较佳地,所述主直线流道与所述倾斜流道共同围出“y”字形。
12.较佳地,所述上排气通道呈“z”字形。
13.较佳地,所述上模座的四个角落呈固定地穿置有向下凸出的导柱,所述下模座的四个角落固定地穿置有导套,所述导柱穿置于所述导套中。
14.与现有技术相比,由于下模芯上的浇注流道之流出口与下模芯上的下成型槽相隔开,上模芯开设有与下成型槽匹配的上成型槽、与流出口匹配的配合出口及与上成型槽连通且沿上模座的前后方向延伸布置的弯折形的上排气通道,配合出口与上成型槽相互连通,使得从浇注嘴进入分流锥处的物料沿着浇注流道流动,再从浇注流道的流出口进入上模芯的配合出口,然后从配合出口依次进入上成型槽和下成型槽,实现先将下成型槽填满再填满上成型槽的目的;由于配合出口在上成型槽上与上排气通道呈相对的异侧布置,使得物料在填充的过程中将合模时被上成型槽和下成型槽所包围的气体排走,有效地防止成型出的提手中产生气泡孔。
附图说明
15.图1是红酒机用的提手的立体图。
16.图2是本实用新型的红酒机合金配件成型模具处于合模状态的立体图。
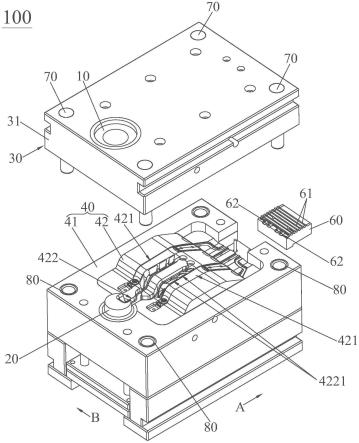
17.图3是图2所示的红酒机合金配件成型模具的分解图。
18.图4是图3在另一角度的分解图。
19.图5是图3所示的红酒机合金配件成型模具在隐藏上模及上模的浇注嘴和导柱后且由上往下观看的平面图。
具体实施方式
20.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元件。
21.请参阅图1至图3,本实用新型的红酒机合金配件成型模具100一次能成型出两个图1所示的提手200,以提高提手200的生产效率和降低提手200的生产成本。
22.再结合图4和图5,本实用新型的红酒机合金配件成型模具100包括浇注嘴10、分流锥20及彼此做开合模配合的上模30和下模40。上模31包含上模座31及嵌设于上模座31之下端部中的上模芯32,由上模座31将上模芯32固定,并从上、前、后、左及右五个方向包围上模芯32;下模40包含下模座41及嵌设于下模座41之上端部中的下模芯42,由下模座41将下模芯42固定,并从下、前、后、左及右五个方向包围下模芯42;浇注嘴10同时穿置于上模座31和上模芯32两者中,以借助浇注嘴10可以对上模芯32进行定位,从而便于浇注嘴10及上模芯32于上模座31处的快速安装;分流锥20同时穿置于下模芯42和下模座41中,以借助分流锥20可以对下模芯42进行定位,从而便于分流锥20及下模芯42于下模座41处的快速安装,且
分流锥20在合模时伸入浇注嘴10中,以确保外界往浇注嘴10注入的物料能顺畅地流往浇注嘴10中。
23.其中,在图3中,下模芯42的上端部开设有两个沿下模座41的左右方向延伸布置且沿下模座41的前后方向隔开的下成型槽421及沿下模座41的前后方向位于下成型槽421之间(指两成型槽421之间)的用于与分流锥20对接的浇注流道422,浇注流道422的流出口4221与下成型槽421相隔开,以使得进入浇注流道422内的物料无法从流出口4221直接进入下成型槽421处;上模芯32开设有与下成型槽421匹配的上成型槽321、与流出口4221匹配的配合出口322及与上成型槽321连通且沿上模座31的前后方向延伸布置的弯折形的上排气通道323,配合出口322与上成型槽321相互连通,配合出口322在上成型槽321上与上排气通道323呈相对的异侧布置,例如在图4中,对于前方的上成型槽321来说,上排气通道323位于前方的上成型槽321之前侧,配合出口322位于前方的上成型槽321之后侧,而对于后方的上成型槽321来说,上排气通道323位于后方的上成型槽321之后侧,配合出口322位于后方的上成型槽321之前侧,以确保上排气通道323在合模时将被上成型槽321和下成型槽421所包围的气体从下模座31的外部排走。更具体地,如下:
24.如图3和图4所示,本实用新型的红酒机合金配件成型模具100还包括上下对齐的上嵌块50和下嵌块60。上嵌块50装配于上模座31的下端部,由上模座31将上嵌块50固定在一起;上嵌块50还位于上模芯32远离浇注嘴10的一侧旁边,例如在图4中,浇注嘴10位于上模芯32的左侧,上嵌块50位于上模芯32的右侧旁边,以使得浇注嘴10和上嵌块50于上模座31上的布置更合理,当然,根据实际需要,浇注嘴10和上嵌块50两者于上模座31上的位置还可为其他,故不以图4所示为限;上嵌块50的下端部开设有多条沿上模座31的左右方向隔开排列的条状上齿牙51。下嵌块60装配于下模座41的上端部,由下模座41对下嵌块60固定在一起;下嵌块60还位于下模芯42远离分流锥10的一侧旁边,例如在图3中,分流锥20位下模芯42的于左侧,下嵌块60位于下模芯42的右侧旁边,以使得分流锥20和下嵌块60两者于下模座41上的布置更合理,当然,根据实际需要,分流锥20和下嵌块60两者于下模座41上的位置还可为其他,故不以图3所示为限;下嵌块60的上端部开设有多条沿下模座41的左右方向隔开排列的条状下齿牙61,条状上齿牙51和条状下齿牙61在合模时彼此啮合,这样配合可以提高上模30与下模40两者于合模成型时的可靠性。具体地,在图3和图4中,上嵌块50从侧向凸出上模座31,下嵌块60从侧向凸出下模座41,以使得上嵌块50和下嵌块60各凸出所对应的上模座31和下模座41,还有利于合模时的排气的作用。更具体地,在图5中,下模芯42之上端部开设有位于下成型槽421与下嵌块60之间的下排气通道423,下嵌块60的上端部开设有与下排气通道423连通的对接通道62,对接通道62延伸至最靠近下成型槽421的条状下齿牙61的位置处,以使得下成型槽421中的气体顺着下排气通道423和对接通道62流动后,再由条状下齿牙61往下模座41的外部排走。
25.如图1至图5所示,上模座31的四个角落呈固定地穿置有向下凸出的导柱70,下模座41的四个角落固定地穿置有导套80,导柱70穿置于导套80中,以借助导柱70和导套80的配合,有效地提高上模30与下模40之间开合模的稳定性和顺畅性。
26.如图5所示,浇注流道422包含主直线流道4222、由主直线流道4222分支出的朝靠近下成型槽421倾斜的倾斜流道4223及由倾斜流道4223的末端沿下模座41之左右方向延伸的延伸流道4224。延伸流道4224对应有多个沿该延伸流道4224的延伸方向隔开排列的流出
开口4221,流出开口4221沿下模座41的前后方向位于延伸流道4224与下成型槽421之间,流出开口4221还与延伸流道4224相连通,以确保进料的均匀性。具体地,在图5中,主直线流道4222与倾斜流道4223共同围出“y”字形,以确保进料的顺畅性,上排气通道323呈“z”字形,以便于上排气通道323于上模芯32处的加工制造,但不以此为限。
27.与现有技术相比,由于下模芯42上的浇注流道422之流出口4221与下模芯42上的下成型槽421相隔开,上模芯32开设有与下成型槽421匹配的上成型槽321、与流出口4221匹配的配合出口322及与上成型槽321连通且沿上模座31的前后方向延伸布置的弯折形的上排气通道323,配合出口322与上成型槽321相互连通,使得从浇注嘴10进入分流锥20处的物料沿着浇注流道422流动,再从浇注流道422的流出口4221进入上模芯32的配合出口322,然后从配合出口322依次进入上成型槽321和下成型槽421,实现先将下成型槽421填满再填满上成型槽321的目的;由于配合出口322在上成型槽321上与上排气通道323呈相对的异侧布置,使得物料在填充的过程中将合模时被上成型槽321和下成型槽421所包围的气体排走,有效地防止成型出的提手200中产生气泡孔。
28.需要说明的是,在图2至图5中,箭头a所指的方向为上模座31和下模座41由左至右的方向,箭头b所指的方向为上模座31和下模座41由前至后的方向。另,在合模后,此时的上成型槽321和下成型槽421共同构成轮廓匹配提手200的成型腔,但这是本领域所熟知的,故在此不再赘述。
29.上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1