一种注塑产品传送式全自动打磨机的制作方法
1.本实用新型涉及打磨机领域,尤其涉及一种注塑产品传送式全自动打磨机。
背景技术:
2.打磨机技术是指用人工或机械对有利用价值的物料表面进行打磨,市场上的打磨机自动化程度较低,需要人工进行配合使用,导致效率降低、成本过高。
技术实现要素:
3.为克服上述缺点,本实用新型的目的在于提供一种实现产品的自动、高效打磨的全自动打磨机。
4.为了达到以上目的,本实用新型采用的技术方案是:一种注塑产品传送式全自动打磨机,包括
5.传送带,设置于机架上并用于对产品治具进行传送;
6.打磨机构,与所述机架连接并位于传送带上方,当所述产品治具经过打磨机构下方时,所述打磨机构能与放置于产品治具上的产品表面接触;
7.调节机构,设置于所述机架上且与打磨机构连接,用于调节打磨机构与传送带之间的距离;
8.吹屑机构,与所述机架连接并位于传送带上方,用于对经过其下方的所述产品治具进行吹气,所述打磨机构和吹屑机构依次沿传送带的传送方向设置。
9.进一步地,所述打磨机构包括打磨驱动电机、链条和打磨辊,所述打磨辊与机架转动连接且端部设有从动齿轮,所述打磨驱动电机设置于机架上且输出轴与主动齿轮连接,所述从动齿轮与主动齿轮均与链条啮合,并通过所述链条传动连接。
10.进一步地,所述调节机构包括调节座、调节块、调节杆和调节螺栓,所述调节座设于机架上,所述调节杆两端分别与调节座上下两端连接且贯穿调节块,所述调节螺栓与调节座螺纹连接并贯穿调节座与调节块顶部连接,所述打磨辊端部贯穿调节块并与其转动连接。
11.进一步地,所述机架两侧均设有多个延长杆且延长杆自由端向远离机架的方向延伸,多个所述延长杆均与盖体连接,所述盖体位于打磨机构上方并能将打磨机构和调节机构覆盖。
12.进一步地,所述盖体上开设有多个观察口。
13.进一步地,所述吹屑机构包括吹屑支架和吹气块,所述吹气块设置于吹屑支架上,所述吹气块与进气接口连接且进气接口与吹气块上开设的进气通道连通,所述进气通道的端口位于传送带上方。
14.进一步地,所述吹气块上设置有多个隔离块,将所述进气通道的端口分隔成多个通风口。
15.本实用新型与现有技术相比,其有益效果在于:
16.1.打磨机构、吹屑机构和传送带配合,实现有序、自动化的产品打磨吹屑,相较于现有在多个工位中增加输送装置或人工转移的方式,节约成本且提高效率;
17.2.在打磨机构与机架之间设置调节机构,以调节打磨机构与传送带之间的距离,实现多尺寸产品的加工。
附图说明
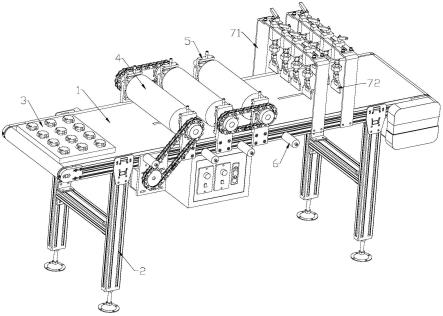
18.图1为本实用新型的结构示意图;
19.图2为本实用新型实施例一的结构示意图;
20.图3为本实用新型实施例二的结构示意图;
21.图4为本实用新型实施例三的结构示意图;
22.图5为本实用新型实施例的打磨机构和调节机构的结构示意图;
23.图6为图5中a部分的局部放大图。
24.图中:
25.1-传送带;
26.2-机架;
27.3-产品治具;
28.4-打磨机构;41-打磨驱动电机;42-链条;43-打磨辊;
29.5-调节机构;51-调节座;52-调节块;53-调节杆;54-调节螺栓;
30.6-延长杆;
31.7-吹屑机构;71-吹屑支架;72-吹气块;
32.8-盖体;81-观察口。
具体实施方式
33.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
34.实施例一
35.参见附图1所示,一种注塑产品传送式全自动打磨机,包括机架2,机架2上沿长度设有传送带1,用于对产品治具3进行传送,机架2上沿传送方向依次设有打磨机构4和吹屑机构7,以达到有序进行产品自动打磨及吹屑的效果。
36.参见附图2、附图5、附图6所示,在一示例中,打磨机构4包括打磨驱动电机41、链条42和打磨辊43,打磨辊43与机架2转动连接,打磨辊43位于传送带1上方且与传送带1之间具有一定间距,形成打磨区,当产品治具3经过打磨区时,打磨辊43能与放置于产品治具3上的产品表面接触,以实现对产品的打磨,打磨辊43端部设有从动齿轮,打磨驱动电机41设置于机架2上且输出轴与主动齿轮连接,从动齿轮与主动齿轮均与链条42啮合,并通过链条42传动连接,本实施中打磨辊43数量仅采用一个,节约成本,通过调节打磨驱动电机41的转速和传送带1的移动速度,实现打磨深度的改变,在打磨驱动电机41与打磨辊43之间采用链传动的方式进行驱动,能有效降低因打磨驱动电机41振动导致的打磨辊43跳动,提高打磨辊43的转动平稳性。
37.在一示例中,吹屑机构7包括吹屑支架71和吹气块72,吹气块72设置于吹屑支架71上,吹气块72与进气接口连接且进气接口与吹气块72上开设的进气通道连通,进气通道的端口位于传送带1上方,能够对打磨完成的产品进行吹屑,本实施例中的吹屑机构7设置有两个,能够进一步提高吹屑范围,避免位于产品中心部分的碎屑吹到产品边缘部堆积;
38.进一步地,吹气块72上设置有多个隔离块,将进气通道的端口分隔成多个通风口,避免产品承受的风力过大。
39.参见附图5、附图6所示,在一示例中,机架2上还设有多个调节机构5,每两个调节机构5为一组,同组的两个调节机构5平行且相对设置于机架2两侧,调节机构5包括调节座51、调节块52、调节杆53和调节螺栓54,调节座51通过安装板设于机架2上,调节杆6两端分别与调节座51上下两端连接且贯穿调节块52,调节螺栓54与调节座51螺纹连接并贯穿调节座51与调节块52顶部连接,相平行的两个调节块52分别与打磨辊43两端转动连接,能通过旋转调节螺栓54实现打磨辊43竖直方向的移动,以调整打磨区的大小,供不同尺寸的产品进行打磨,打磨辊43端部贯穿调节块52及安装板,使位于其端部的从动齿轮远离安装板,避免转动受影响,在需要进行维修打磨辊4时,可直接拆卸安装板,相对于打磨辊43与机架直接连接的现有技术,本实施能够有效提高拆装便利性。
40.在一示例中,机架2两侧均设有多个延长杆6且延长杆6自由端向远离机架2的方向延伸,多个延长杆6均与盖体8连接,参见附图1所示,盖体8位于打磨机构4上方并能将打磨机构4和调节机构5覆盖,实现对打磨机构4及调节机构5的保护及防尘;
41.进一步地,盖体8上开设有多个观察口81,便于对打磨情况进行观察。
42.实施例二
43.参见附图1所示,一种注塑产品传送式全自动打磨机,包括机架2,机架2上沿长度设有传送带1,用于对产品治具3进行传送,机架2上沿传送方向依次设有打磨机构4和吹屑机构7,以达到有序进行产品自动打磨及吹屑的效果。
44.参见附图3、附图5、附图6所示,在一示例中,打磨机构4包括打磨驱动电机41、链条42和打磨辊43,打磨辊43与机架2转动连接,打磨辊43位于传送带1上方且与传送带1之间具有一定间距,形成打磨区,当产品治具3经过打磨区时,打磨辊43能与放置于产品治具3上的产品表面接触,以实现对产品的打磨,打磨辊43端部设有从动齿轮,打磨驱动电机41设置于机架2上且输出轴与主动齿轮连接,从动齿轮与主动齿轮均与链条42啮合,并通过链条42传动连接,本实施中打磨辊43数量采用两个,打磨辊43两端均设置有从动齿轮,相邻两个打磨辊43之间位于同一侧的从动齿轮通过辊链条实现传动连接,即靠近打磨驱动电机41的打磨辊43一端与主动齿轮传动连接,另一端与相邻打磨辊43的从动齿轮传动连接,只需要单个驱动源即可实现两个打磨辊43的同步转动,能够便于对尺寸较大的产品进行打磨,避免实施例一中采用单个打磨辊43时,无法对产品表面整体进行打磨的情况,同时可通过调节打磨驱动电机41的转速和传送带1的移动速度,实现打磨深度的改变,当产品尺寸仅用一个打磨辊43即可全面打磨时,使用两个打磨辊43可进行多次打磨,提供了改变打磨深度的另一种方式。
45.在一示例中,吹屑机构7包括吹屑支架71和吹气块72,吹气块72设置于吹屑支架71上,吹气块72与进气接口连接且进气接口与吹气块72上开设的进气通道连通,进气通道的端口位于传送带1上方,能够对打磨完成的产品进行吹屑,本实施例中的吹屑机构7设置有
两个,能够进一步提高吹屑范围,避免位于产品中心部分的碎屑吹到产品边缘部堆积;
46.进一步地,吹气块72上设置有多个隔离块,将进气通道的端口分隔成多个通风口,避免产品承受的风力过大。
47.参见附图5、附图6所示,在一示例中,机架2上还设有多个调节机构5,每两个调节机构5为一组,同组的两个调节机构5平行且相对设置于机架2两侧,调节机构5包括调节座51、调节块52、调节杆53和调节螺栓54,调节座51通过安装板设于机架2上,调节杆6两端分别与调节座51上下两端连接且贯穿调节块52,调节螺栓54与调节座51螺纹连接并贯穿调节座51与调节块52顶部连接,相平行的两个调节块52分别与打磨辊43两端转动连接,能通过旋转调节螺栓54实现打磨辊43竖直方向的移动,以调整打磨区的大小,供不同尺寸的产品进行打磨,打磨辊43端部贯穿调节块52及安装板,使位于其端部的从动齿轮远离安装板,避免转动受影响,在需要进行维修打磨辊43或改变打磨辊43数量时,可直接拆卸安装板,相对于打磨辊43与机架直接连接的现有技术,本实施能够有效提高拆装便利性。
48.在一示例中,机架2两侧均设有多个延长杆6且延长杆6自由端向远离机架2的方向延伸,多个延长杆6均与盖体8连接,参见附图1所示,盖体8位于打磨机构4上方并能将打磨机构4和调节机构5覆盖,实现对打磨机构4及调节机构5的保护及防尘;
49.进一步地,盖体8上开设有多个观察口81,便于对打磨情况进行观察。
50.实施例三
51.参见附图1所示,一种注塑产品传送式全自动打磨机,包括机架2,机架2上沿长度设有传送带1,用于对产品治具3进行传送,机架2上沿传送方向依次设有打磨机构4和吹屑机构7,以达到有序进行产品自动打磨及吹屑的效果。
52.参见附图4、附图5、附图6所示,在一示例中,打磨机构4包括打磨驱动电机41、链条42和打磨辊43,打磨辊43与机架2转动连接,打磨辊43位于传送带上方且与传送带1之间具有一定间距,形成打磨区,当产品治具3经过打磨区时,打磨辊43能与放置于产品治具3上的产品表面接触,以实现对产品的打磨,打磨辊43端部设有从动齿轮,打磨驱动电机41设置于机架2上且输出轴与主动齿轮连接,从动齿轮与主动齿轮均与链条42啮合,并通过链条42传动连接,本实施中打磨辊43数量采用三个,打磨辊43两端均设置有从动齿轮,相邻两个打磨辊43之间位于同一侧的从动齿轮通过辊链条实现传动连接,即靠近打磨驱动电机41的打磨辊43一端与主动齿轮传动连接,另一端与相邻打磨辊43的从动齿轮传动连接,能够便于对尺寸较大的产品进行打磨,避免实施例一及实施例二中,采用单个或两个打磨辊43时,无法对产品表面整体进行打磨的情况,同时可通过调节打磨驱动电机41的转速和传送带1的移动速度,实现打磨深度的改变,当产品尺寸仅用一个打磨辊43即可全面打磨时,使用三个打磨辊43可进行多次打磨,提供了改变打磨深度的另一种方式。
53.在一示例中,吹屑机构7包括吹屑支架71和吹气块72,吹气块72设置于吹屑支架71上,吹气块72与进气接口连接且进气接口与吹气块72上开设的进气通道连通,进气通道的端口位于传送带1上方,能够对打磨完成的产品进行吹屑,本实施例中的吹屑机构7设置有两个,能够进一步提高吹屑范围,避免位于产品中心部分的碎屑吹到产品边缘部堆积;
54.进一步地,吹气块72上设置有多个隔离块,将进气通道的端口分隔成多个通风口,避免产品承受的风力过大。
55.参见附图5、附图6所示,在一示例中,机架2上还设有多个调节机构5,每两个调节
机构5为一组,同组的两个调节机构5平行且相对设置于机架2两侧,调节机构5包括调节座51、调节块52、调节杆53和调节螺栓54,调节座51通过安装板设于机架2上,调节杆6两端分别与调节座51上下两端连接且贯穿调节块52,调节螺栓54与调节座51螺纹连接并贯穿调节座51与调节块52顶部连接,相平行的两个调节块52分别与打磨辊43两端转动连接,能通过旋转调节螺栓54实现打磨辊43竖直方向的移动,以调整打磨区的大小,供不同尺寸的产品进行打磨,打磨辊43端部贯穿调节块52及安装板,使位于其端部的从动齿轮远离安装板,避免转动受影响,在需要进行维修打磨辊43或改变打磨辊43数量时,可直接拆卸安装板,相对于打磨辊43与机架直接连接的现有技术,本实施能够有效提高拆装便利性。
56.在一示例中,机架2两侧均设有多个延长杆6且延长杆6自由端向远离机架2的方向延伸,多个延长杆6均与盖体8连接,参见附图1所示,盖体8位于打磨机构4上方并能将打磨机构4和调节机构5覆盖,实现对打磨机构4及调节机构5的保护及防尘;
57.进一步地,盖体8上开设有多个观察口81,便于对打磨情况进行观察
58.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1