一种带有封闭凸筋的排气块的制作方法
1.本实用新型涉及压铸模具排气块技术领域,特别是涉及一种带有封闭凸筋的排气块。
背景技术:
2.常规的排气块结构通常只能够对一个或者两个排期流道进行排气,在产品结构过于复杂的情况下,需要增加多个排气组件,同时常规排气组件的排期量较小,当排出铝液以及热气量大时,往往会出现烧损现象,造成损坏的排气块会使得模具排期不顺,影响产品质量的同时,增加维护成本,为了解决上述问题,需要设计新的排气块结构。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种带有封闭凸筋的排气块,具有排气量大、安装方便、方便清理、降低排气块损伤、提高实用寿命、降低维护成本、提高产品质量等特点。
4.本实用新型解决其技术问题所采用的技术方案是:提供一种带有封闭凸筋的排气块,包括排气块底座、封闭凸筋和山字形凸起块,所述的排气块底座的上端面中部设置有一圈呈矩形的封闭凸筋,所述的封闭凸筋的中部设置有山字形凸起块,所述的封闭凸筋的左部上设置有两个引入口,所述的山字形凸起块上设置有贯穿整个山字形凸起块的若干内凹槽。
5.本技术方案中通过设置封闭凸筋对排气部位进行了围拢设置,使得气体不会在整个排气块上乱串,避免出现铝液溅出的现象,同时通过设置两个引入口方便将大量热气引入,增加排气量使得模具的总体排气块数量得以减少,节约排气块所占空间,同时通过设置山字形凸起块和内凹槽,增加排气面积,确保快速排气,避免出现烧损现象,增加排气块的使用寿命,降低维护成本。
6.作为对本技术方案的一种补充,所述的内凹槽的左端上设置有内凹的引流槽。
7.本技术方案中通过设置引流槽,使得山字形凸起块的排气起始端能够快速的将热气以及铝液引导到末端处,避免起始端出现排热不及时,出现烧损现象。
8.作为对本技术方案的一种补充,所述的山字形凸起块的两侧与封闭凸筋的两端之间留有浅槽部,所述的浅槽部形成集中的引流空间。
9.本技术方案中通过设置两个浅槽部,能够有效的扩大排气块起始端以及末端的热量容纳面积,确保不会造成热量堆积的情况,避免出现烧损现象。
10.作为对本技术方案的一种补充,所述的山字形凸起块上均匀布置有呈左右并排布置的若干凸起筋部,相邻的凸起筋部之间留有间隔空间。
11.本技术方案中通过设置凸起筋部,使得热气和铝液与排气块的接触面积增加,确保热量快速扩散。
12.作为对本技术方案的一种补充,所述的山字形凸起块的右侧设置有与其贴合的独
立镶件。
13.通过设置独立镶件,方便排气块上的残渣进行清理,清理时可以通过拆除独立镶件,将粘在排气块上的残渣进行整体去除。
14.有益效果:本实用新型涉及一种带有封闭凸筋的排气块,通过设置封闭凸筋对排气部位进行了围拢设置,使得气体不会在整个排气块上乱串,避免出现铝液溅出的现象,同时通过设置两个引入口方便将大量热气引入,增加排气量使得模具的总体排气块数量得以减少,节约排气块所占空间,同时通过设置山字形凸起块和内凹槽,增加排气面积,确保快速排气,避免出现烧损现象,增加排气块的使用寿命,降低维护成本,具有排气量大、安装方便、方便清理、降低排气块损伤、提高实用寿命、降低维护成本、提高产品质量等特点。
附图说明
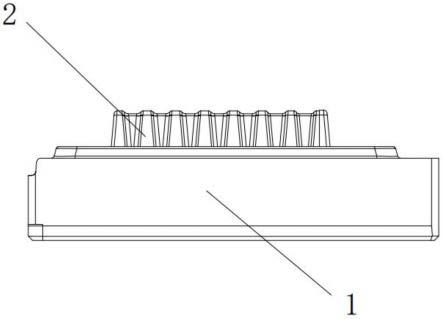
15.图1是本实用新型的主视图;
16.图2是本实用新型的俯视图;
17.图3是本实用新型的结构视图;
18.图4是本实用新型所述的引入口处的结构视图。
19.图示:1、排气块底座,2、封闭凸筋,3、山字形凸起块,4、引入口,5、独立镶件,6、浅槽部,7、凸起筋部,8、内凹槽,9、引流槽。
具体实施方式
20.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
21.本实用新型的实施方式涉及一种带有封闭凸筋的排气块,如图1—4所示,包括排气块底座1、封闭凸筋2和山字形凸起块3,所述的排气块底座1的上端面中部设置有一圈呈矩形的封闭凸筋2,所述的封闭凸筋2的中部设置有山字形凸起块3,所述的封闭凸筋2的左部上设置有两个引入口4,所述的山字形凸起块3上设置有贯穿整个山字形凸起块3的若干内凹槽8。
22.本技术方案中通过设置封闭凸筋2对排气部位进行了围拢设置,使得气体不会在整个排气块上乱串,避免出现铝液溅出的现象,同时通过设置两个引入口4方便将大量热气引入,增加排气量使得模具的总体排气块数量得以减少,节约排气块所占空间,同时通过设置山字形凸起块3和内凹槽8,增加排气面积,确保快速排气,避免出现烧损现象,增加排气块的使用寿命,降低维护成本。
23.作为对本技术方案的一种补充,所述的内凹槽8的左端上设置有内凹的引流槽9。
24.本技术方案中通过设置引流槽9,使得山字形凸起块3的排气起始端能够快速的将热气以及铝液引导到末端处,避免起始端出现排热不及时,出现烧损现象。
25.作为对本技术方案的一种补充,所述的山字形凸起块3的两侧与封闭凸筋2的两端之间留有浅槽部6,所述的浅槽部6形成集中的引流空间。
26.本技术方案中通过设置两个浅槽部6,能够有效的扩大排气块起始端以及末端的
热量容纳面积,确保不会造成热量堆积的情况,避免出现烧损现象。
27.作为对本技术方案的一种补充,所述的山字形凸起块3上均匀布置有呈左右并排布置的若干凸起筋部7,相邻的凸起筋部7之间留有间隔空间。
28.本技术方案中通过设置凸起筋部7,使得热气和铝液与排气块的接触面积增加,确保热量快速扩散。
29.作为对本技术方案的一种补充,所述的山字形凸起块3的右侧设置有与其贴合的独立镶件5。
30.通过设置独立镶件5,方便排气块上的残渣进行清理,清理时可以通过拆除独立镶件5,将粘在排气块上的残渣进行整体去除。
31.实施例
32.本技术方案运用在模具上时,本装置与模具上的多个排气流道对接,排气流道得到末端与引入口4对齐,当模腔内进行铝液填充时,模腔内的空气以及铝液产生的热气均从引入口4进入到排气块底座1内,热气会首先通过排气块起始端上的浅槽部6引入到整个山字形凸起块3上,同时因为山字形凸起块3上的内凹槽8和引流槽9将热气快速传导到排气块末端。
33.完成排气时,有一部分铝液会残留到排气块上,模具进行下一次生产时,需要将铝液残留形成的残渣进行清理,由于整个排气块体积较大,残渣粘接较为牢固,所以可以对独立镶件5进行拆除,来使得整个残渣进行去除动作,大大方便了排气块的清理。
34.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
35.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
36.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
37.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位
之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述做出相应解释。
38.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
39.以上对本技术所提供的一种带有封闭凸筋的排气块,进行了详细介绍,本文中应用了具体例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1