一种带活块的砂芯模具的制作方法
1.本实用新型涉及一种模具,特别涉及一种带活块的砂芯模具。
背景技术:
2.砂芯是铸造生产中用于制造型芯的主要部件,一般由铸造砂、型砂粘结剂和辅加物等造型材料按一定的比例混合而成。型芯在铸型中大部分被高温的液态金属所包围,而支撑定位部分的尺寸一般较小,因此芯砂除应具有一般型砂的性能外,还要求有较高的强度、透气性、退让性和溃散性。芯砂按所用粘结剂不同分为粘土芯砂、水玻璃芯砂、油芯砂、合脂芯砂、树脂芯砂等。形状简单的型芯,一般可用粘土芯砂制成;形状复杂、断面较细较薄、要求干强度高、溃散性好的型芯,则使用油芯砂、合脂芯砂或树脂芯砂。植物油砂芯可获得十分光洁的铸件,但所用的桐油、亚麻仁油、改性米糠油等,货源稀缺,价格昂贵。因此中国自1963年开始广泛采用制皂工业制取合成脂肪酸后的残渣(简称为合脂)作粘结剂。这种芯砂具有近似油芯砂的干强度、退让性和溃散性。使用油芯砂和合脂芯砂制造砂芯时,有硬化前芯子强度相当低、易变形、硬化速度慢、生产周期长、需要烘干等问题,影响铸件的尺寸精度和生产效率。用树脂作为粘结剂的芯砂,包括:自硬树脂芯砂、酯硬化水玻璃芯砂、覆膜砂芯砂、热芯盒芯砂、冷芯盒芯砂。小批量铸件生产可采用自硬粘结剂芯砂,大批量铸件生产应采用热芯盒芯砂、冷芯盒芯砂,特殊要求铸件可采用覆膜砂芯砂。
3.活块是模具的一部分,在制模时与主模分开,传统工艺中通过销钉、燕尾等方式与主模连接,主要用于零件不在分型面的凸台和可以相互借用的块公用,但是现有的活块的取出十分不便,需要用专用工具进行取放,十分繁琐,非常耗时,效率低。
技术实现要素:
4.【1】要解决的技术问题
5.本实用新型要解决的技术问题是提供一种能实现活块自动取放的带活块的砂芯模具。
6.【2】解决问题的技术方案
7.本实用新型提供一种带活块的砂芯模具,其包括下模板1、位于所述下模板1上方的上模板2及滑配在所述下模板1下端的推板4,所述上模板2的下表面设有上成型面,所述上模板2的上表面开设有连通所述上成型面的注砂通道,所述下模板1的上表面设有下成型面10,所述下成型面10的底面开设有出料孔,所述推板4的顶部设有与所述出料孔对应的出料杆42;所述下成型面10的侧壁开设有凹槽并形成活块安装槽101,所述活块安装槽101的上端向上贯穿至所述下模板1上表面,所述活块安装槽101内设有活块31,所述活块31的前端侧壁设有凸起的侧成型面31a,所述活块31的下端固定有连杆33,所述连杆33的下端铰接在所述推板4上,且所述连杆倾斜设置。
8.进一步的,所述活块31的上端设有用于与所述上模板2的下底面接触以实现限位的上限位面31b,所述活块31的下端设有下限位面。
9.进一步的,所述连杆33的下端朝所述侧成型面方向倾斜设置,且所述连杆33与水平面之间的夹角大于等于83
°
且小于等于88
°
。
10.进一步的,所述活块安装槽101的底部固定有上安装座32,所述上安装座32的上下两端贯穿有容所述连杆33穿过的连杆孔320,所述连杆33的上端穿过所述连杆孔320后与所述活块31固定连接。
11.进一步的,所述连杆33的横截面为矩形。
12.进一步的,所述活块33的横截面为矩形。
13.进一步的,所述推板4的顶部固定有下安装座41,所述连杆33的下端铰接在所述下安装座41上,所述连杆33的转动轴线水平设置且平行于所述活块31的前端面。
14.进一步的,所述连杆孔320内设有第一支撑面320a、第二支撑面320b、第三支撑面320c和第四支撑面320d,所述第一支撑面320a位于前端上方,所述第二支撑面320b位于后端下方、且平行于所述第一支撑面320a,所述第一支撑面320a与所述第二支撑面320b之间形成第一支撑区,所述推板4位于下极限位时,所述连杆33侧壁分别与所述第一支撑面320a及所述第二支撑面320b接触;所述第三支撑面320c位于前端下方,所述第四支撑面320d位于后端上方、且平行于所述第三支撑面320c,所述第三支撑面320c与所述第四支撑面320d之间形成第二支撑区,所述推板4位于上极限位时,所述连杆33侧壁分别与所述第三支撑面320c及所述第四支撑面320d接触。
15.【3】有益效果
16.本实用新型带活块的砂芯模具,设置出料杆,能实现自动出料,出料效率高且出料可靠;设置多个注砂孔,注砂效率高且可靠性好;设置活块,降低了模具生产成本;活块通过倾斜设置的连杆与推板连接,结构紧凑,能实现活块在水平和垂直方向上的双向移动,实现活块自动脱离,无需专用工具取出,脱离稳定、可靠,同时无需增加其它动力机构;本实用新型带活块的砂芯模具,结构紧凑、成本低,能实现活块自动脱离,运行稳定、可靠。
附图说明
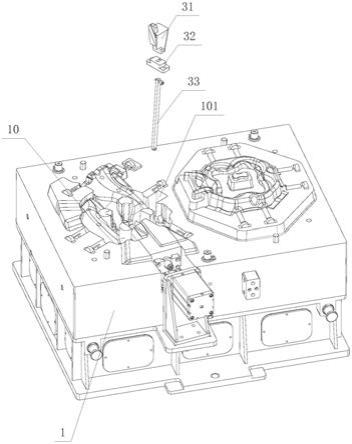
17.图1为本实用新型带活块的砂芯模具的结构示意图;
18.图2为本实用新型带活块的砂芯模具的下模板的结构示意图;
19.图3为本实用新型带活块的砂芯模具的爆炸结构示意图;
20.图4为本实用新型带活块的砂芯模具的活块的安装示意图;
21.图5为本实用新型带活块的砂芯模具的活块的结构示意图;
22.图6为图5中a部放大图;
23.图7为本实用新型带活块的砂芯模具的连杆孔的结构示意图。
具体实施方式
24.下面结合附图,详细介绍本实用新型实施例。
25.参阅图1-图7,本实用新型提供一种带活块的砂芯模具,其包括下模板1、上模板2和推板4,上模板2位于下模板1的上方,推板4垂直滑配在下模板1的下端,在上模板2的下表面设有向内(上)凹的上成型面,在上模板2的上表面开设有若干注砂通道,注砂通道向下连通上成型面,用于注砂(砂芯原料),在下模板1的上表面设有向内(下)凹的下成型面10,上
成型面与下成型面之间形成成型腔;在下成型面10的底面开设有若干出料孔,在推板4的顶部设有与出料孔对应的出料杆42,出料杆42套设在出料孔内,并用于实现顶料出料;在下成型面10的侧壁开设有凹槽并形成活块安装槽101,该活块安装槽101的上端向上贯穿(延伸)至下模板1的上表面,该活块安装槽的横截面为矩形,在活块安装槽101内设有活块31,其横截面也为矩形,活块31的前端侧壁(朝向成型腔一侧)设有凸起的侧成型面31a,侧成型面31a与下成型面之间形成完整的成型面,在活块31的下端固定有连杆33,连杆33的下端铰接在推板4上。
26.在活块31的上端设有上限位面31b,该上限位面31b用于与上模板2的下底面接触以实现限位,活块31的下端设有下限位面,其用于与活块安装槽的底面接触并实现限位。
27.为了能实现自动脱离,本实施例中,连杆33倾斜设置,具体的,连杆33的下端朝(靠近)侧成型面(成型腔)方向倾斜设置,参阅图4,位于下极限位时,连杆33与水平面之间的夹角大于等于83
°
且小于等于88
°
,在推块上移时,连杆会向外(背向成型腔)转动,并使侧成型面产生向外的移动。
28.具体的,在活块安装槽101的底部通过螺栓固定有上安装座32,上安装座32的上下两端贯穿有连杆孔320,连杆孔320的横截面为矩形,连杆33的横截面也为矩形,连杆33的上端穿过该连杆孔320后与活块31固定连接;在推板4的顶部固定有下安装座41,连杆33的下端铰接在下安装座41上,而连杆33的转动轴线水平设置,同时平行于活块31的前端面。
29.为了提高运行的可靠性和稳定性,本实施例中,在连杆孔320内设有第一支撑面320a、第二支撑面320b、第三支撑面320c和第四支撑面320d,参阅图6,第一支撑面320a位于前端上方,即位于连接孔320的靠近成型腔的一侧的上方,第二支撑面320b位于后端下方,即位于连接孔320的远离成型腔的一侧的下方,且第二支撑面320b平行于第一支撑面320a,第一支撑面320a与第二支撑面320b之间形成第一支撑区,当推板4位于下极限位时,连杆转动至内极限位,连杆33两侧壁分别与第一支撑面320a及第二支撑面320b接触,此时,活块完全位于活块安装槽内;第三支撑面320c位于前端下方,即位于连接孔320的靠近成型腔的一侧的下方,第三支撑面320c上端与第一支撑面连接,第四支撑面320d位于后端上方,即位于连接孔320的远离成型腔的一侧的上方,平行于所述第三支撑面320c,第四支撑面320d的下端与第二支撑面连接,第三支撑面320c与第四支撑面320d之间形成第二支撑区,推板4位于上极限位时,连杆转动至外极限位,此时,连杆33两侧壁分别与第三支撑面320c及第四支撑面320d接触,此时,活块位于活块安装槽外(上端),且位于活块安装槽的后方(背向成型腔一侧);即当推板上移过程中,连杆顶部向上移动,同时水平向外(背向成型腔)运动,实现侧成型面(活块)与砂芯的自动脱离;上述第一支撑区与第二支撑区的轴线均倾斜设置,分别用于与位于极限位的倾斜的连杆的侧壁接触,本实施例中,第一支撑区轴线(第一支撑面、第二支撑面)与水平之间的夹角大于等于83
°
且小于等于88。
30.本实用新型带活块的砂芯模具,设置出料杆,能实现自动出料,出料效率高且出料可靠;设置多个注砂孔,注砂效率高且可靠性好;设置活块,降低了模具生产成本;活块通过倾斜设置的连杆与推板连接,结构紧凑,能实现活块在水平和垂直方向上的双向移动,实现活块自动脱离,无需专用工具取出,脱离稳定、可靠,同时无需增加其它动力机构;本实用新型带活块的砂芯模具,结构紧凑、成本低,能实现活块自动脱离,运行稳定、可靠。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技
术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1