一种用于硬质合金加工的磨床的制作方法
1.本实用新型涉及磨床技术领域,具体的说,涉及一种用于硬质合金加工的磨床。
背景技术:
2.磨床是利用磨具对工件表面进行磨削加工的机床,大多数的磨床是使用高速旋转的砂轮进行磨削加工。
3.现有硬质合金加工磨床夹持住硬质合金时当硬质合金的厚度低于两侧夹持板的高度时其顶面便会位于夹板下方,这时打磨轮在打磨硬质合金的边缘位置时便会触碰到夹持板,使磨床的零件损坏,硬质合金边缘打磨程度也不够彻底。
技术实现要素:
4.综上所述,为克服现有技术的不足,本实用新型提供一种能够根据加工的硬质合金的厚度调节夹持板高度的用于硬质合金加工的磨床。
5.为实现上述目的,本实用新型提供了如下技术方案:一种用于硬质合金加工的磨床,包括磨床主架、加工台和夹持机构,所述夹持机构位于所述加工台上,所述磨床主架位于所述加工台上方的位置设有打磨轮,其特征在于:所述夹持机构包括夹持座、调节座、伸缩气缸、夹持板、夹持对板、升降组件,所述夹持座顶面设有安装座,所述夹持板和所述夹持对板分别位于所述安装座的两侧,所述夹持板与所述伸缩气缸的伸缩头连接,所述伸缩气缸位于所述调节座上,所述夹持板和所述夹持对板的顶面位于同一平面上,所述升降组件改变所述安装座与所述夹持板的顶面之间的距离。
6.如此设置,当待加工的硬质合金较薄时,可以控制升降组件将安装座和夹持板顶面之间的距离调至最小,接着将硬质合金放在安装座上,然后启动伸缩气缸,伸缩气缸的伸缩头朝向位于安装座上的硬质合金推动,直到将其顶在夹持对板上夹紧,夹紧后硬质合金的顶面便会位于夹持板的上方,便可操纵打磨轮下降改变加工台的位置使其前后左右移动进行打磨,打磨边缘时也不会触碰夹持板,打磨更彻底,当待加工的硬质合金较厚时,可以控制升降组件将安装座和夹持板顶面之间的距离加大,使夹持板的顶面刚好位于硬质合金顶面的下方,然后再夹持,这样夹持面积更大,夹持稳定,同时又不会影响打磨边缘。
7.进一步的,所述升降组件控制所述调节座在所述夹持座上升降,所述夹持对板与所述调节座联动设置,所述夹持座的顶面设有贯穿所述调节座设置的定位杆。
8.如此设置,打磨过程中安装座会受到向下的作用力,升降组件控制调节座升降,所以打磨产生的向下作用力便不会传导到升降组件上,更加稳定,且夹持对板会和调节座同步升降,无需额外设置升降结构,定位杆还能使调节座升降更加稳定。
9.进一步的,所述夹持对板设有两根与所述调节座连接的连接杆,两根所述连接杆分别位于所述安装座的两侧。
10.如此设置,两根连接杆从调节座两侧连接调节座,不会对打磨过程产生干涉,也不会影响硬质合金的安装。
11.进一步的,所述升降组件为螺栓,所述升降组件贯穿所述调节座与其螺纹连接,所述升降组件的螺栓头位于所述调节座的顶部。
12.如此设置,调节时只需拧动螺栓,螺栓在调节座下方的部位便会不断伸长,顶住夹持座的顶面,从而将调节座顶起,调节座顶起时会被定位杆套住,不会自由转动,结构稳定。
13.进一步的,所述升降组件和所述定位杆皆设有两个,两个所述升降组件和两个定位杆在所述伸缩气缸的两侧对立设置。
14.如此设置,两个定位杆和两个螺栓在伸缩气缸两侧同时调节,更加稳定。
15.进一步的,所述定位杆为螺杆,所述定位杆设有与其螺纹连接的定位螺母,所述定位螺母位于所述调节座的顶部。
16.如此设置,当调节座根据待加工的硬质合金调节高度完毕之后便可拧动定位螺母,将其拧到调节座的顶面上将其压住,这样就能避免打磨时调节座因震动而弹起,调节方便。
17.进一步的,所述夹持板和所述夹持对板与所述安装座之间存有间隙。
18.如此设置,夹持板和夹持对板在安装座顶面之下的部位也可设置,夹持板和夹持对板长度更长。
19.进一步的,所述安装座面向所述夹持板的一侧设有让位槽,所述让位槽的宽度大于所述夹持板的宽度。
20.如此设置,当待加工的硬质合金宽度较小时,伸缩气缸上的夹持板便会压入让位槽中将其夹住,实用性更强。
附图说明
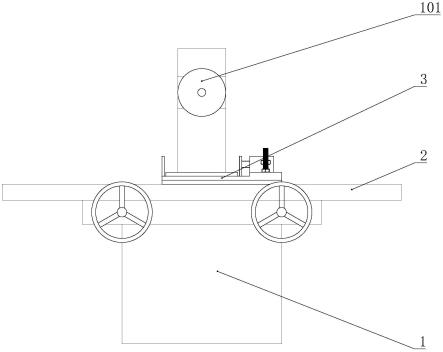
21.图1为本实用新型实施例的主视图。
22.图2为本实用新型实施例的夹持机构的结构示意图1。
23.图3为本实用新型实施例的夹持机构的结构示意图2。
24.图4为本实用新型实施例的夹持机构的爆炸图。
25.图中标号含义:1.磨床主架,101.打磨轮,2.加工台,3.夹持机构,301.夹持座,3011.安装座,30111.让位槽,3012.定位杆,3013.定位螺母,302.调节座,303.伸缩气缸,304.夹持板,305.夹持对板,3051.连接杆,306.升降组件。
具体实施方式
26.本具体实施例仅仅是对本实施例的解释,其并不是对本实施例的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实施例的权利要求范围内都受到专利法的保护。
27.参见附图,本实用新型提供了如下技术方案:一种用于硬质合金加工的磨床,包括磨床主架1、加工台2和夹持机构3,所述夹持机构3位于所述加工台2上,所述磨床主架1位于所述加工台2上方的位置设有打磨轮101,其特征在于:所述夹持机构3包括夹持座301、调节座302、伸缩气缸303、夹持板304、夹持对板305、升降组件306,所述夹持座301顶面设有安装座3011,所述夹持板304和所述夹持对板305分别位于所述安装座3011的两侧,所述夹持板304与所述伸缩气缸303的伸缩头连接,所述伸缩气缸303位于所述调节座302上,所述夹持
板304和所述夹持对板305的顶面位于同一平面上,所述升降组件306改变所述安装座3011与所述夹持板304的顶面之间的距离,上述设定并非限定,所述伸缩气缸303还能是伸缩电机,手动压机等结构。
28.如此设置,当待加工的硬质合金较薄时,可以控制升降组件306将安装座3011和夹持板304顶面之间的距离调至最小,接着将硬质合金放在安装座3011上,然后启动伸缩气缸303,伸缩气缸303的伸缩头朝向位于安装座3011上的硬质合金推动,直到将其顶在夹持对板305上夹紧,夹紧后硬质合金的顶面便会位于夹持板304的上方,便可操纵打磨轮101下降改变加工台2的位置使其前后左右移动进行打磨,打磨边缘时也不会触碰夹持板304,打磨更彻底,当待加工的硬质合金较厚时,可以控制升降组件306将安装座3011和夹持板304顶面之间的距离加大,使夹持板304的顶面刚好位于硬质合金顶面的下方,然后再夹持,这样夹持面积更大,夹持稳定,同时又不会影响打磨边缘。
29.本实施例优选的,所述升降组件306控制所述调节座302在所述夹持座301上升降,所述夹持对板305与所述调节座302联动设置,所述夹持座301的顶面设有贯穿所述调节座302设置的定位杆3012。
30.如此设置,打磨过程中安装座3011会受到向下的作用力,升降组件306控制调节座302升降,所以打磨产生的向下作用力便不会传导到升降组件306上,更加稳定,且夹持对板305会和调节座302同步升降,无需额外设置升降结构,定位杆3012还能使调节座302升降更加稳定。
31.本实施例优选的,所述夹持对板305设有两根与所述调节座302连接的连接杆3051,两根所述连接杆3051分别位于所述安装座3011的两侧。
32.如此设置,两根连接杆3051从调节座302两侧连接调节座302,不会对打磨过程产生干涉,也不会影响硬质合金的安装。
33.本实施例优选的,所述升降组件306为螺栓,所述升降组件306贯穿所述调节座302与其螺纹连接,所述升降组件306的螺栓头位于所述调节座302的顶部。
34.如此设置,调节时只需拧动螺栓,螺栓在调节座302下方的部位便会不断伸长,顶住夹持座301的顶面,从而将调节座302顶起,调节座302顶起时会被定位杆3012套住,不会自由转动,结构稳定。
35.本实施例优选的,所述升降组件306和所述定位杆3012皆设有两个,两个所述升降组件306和两个定位杆3012在所述伸缩气缸303的两侧对立设置。
36.如此设置,两个定位杆3012和两个螺栓在伸缩气缸303两侧同时调节,更加稳定。
37.本实施例优选的,所述定位杆3012为螺杆,所述定位杆3012设有与其螺纹连接的定位螺母3013,所述定位螺母3013位于所述调节座302的顶部。
38.如此设置,当调节座302根据待加工的硬质合金调节高度完毕之后便可拧动定位螺母3013,将其拧到调节座302的顶面上将其压住,这样就能避免打磨时调节座302因震动而弹起,调节方便。
39.本实施例优选的,所述夹持板304和所述夹持对板305与所述安装座3011之间存有间隙。
40.如此设置,夹持板304和夹持对板305在安装座3011顶面之下的部位也可设置,夹持板304和夹持对板305长度更长。
41.本实施例优选的,所述安装座3011面向所述夹持板304的一侧设有让位槽30111,所述让位槽30111的宽度大于所述夹持板304的宽度。
42.如此设置,当待加工的硬质合金宽度较小时,伸缩气缸303上的夹持板304便会压入让位槽30111中将其夹住,实用性更强。
43.尽管参照前述实施例对本实用新型进行了详细的说明,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1