转炉下料溜槽下料检测控制装置的制作方法
1.本实用新型属于下料溜槽生产应用技术领域,具体涉及转炉下料溜槽下料检测控制装置。
背景技术:
2.转炉炼钢(converter steelmaking)是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。
3.下料溜槽为转炉生产原料的导料配件,供料设备通过下料溜槽将固体原料导入转炉内进行熔炼作业。
4.传统的下料溜槽,只具备单纯的导料作业,无法进行自动化的控制以及辅助进行智能化的生产使用需求,随着生产技术的进步,这是当前所亟待解决研发的方向。
5.基于上述问题,本实用新型提供转炉下料溜槽下料检测控制装置。
技术实现要素:
6.实用新型目的:本实用新型的目的是提供转炉下料溜槽下料检测控制装置,其解决背景技术中目前下料溜槽功能单一及无法满足智能化炼钢所存在的问题。
7.技术方案:本实用新型提供的转炉下料溜槽下料检测控制装置,包括下料溜槽,所述下料溜槽上设置有第一过渡段,所述第一过渡段的两端设置有第一过渡段安装法兰,所述第一过渡段的外壁设置有气缸安装框架、堵块隐藏壳,所述堵块隐藏壳外壁设置有中空导套,所述气缸安装框架上设置有气缸,所述中空导套内设置有密封圈,所述堵块隐藏壳内设置有堵块,其中,气缸的一端贯穿中空导套、密封圈与堵块连接。
8.本技术方案的,所述转炉下料溜槽下料检测控制装置,还包括设置在堵块一面的耐磨块,其中,第一过渡段设置为圆形结构,堵块设置为圆形结构,耐磨块设置为半圆形结构,圆形结构的堵块直径尺寸小于圆形结构的第一过渡段直径尺寸,且圆形结构的堵块外层边缘与圆形结构的第一过渡段内壁紧密接触。
9.本技术方案的,所述转炉下料溜槽下料检测控制装置,还包括第二过渡段,所述第二过渡段两端设置有第二过渡段安装法兰,所述第二过渡段的外壁设置有圆柱形座,所述圆柱形座的一端内设置有密封块凹槽,所述圆柱形座设置有与密封块凹槽相配合使用的压杆通槽,所述第二过渡段内设置有触料板,所述触料板一面设置有贯穿密封块凹槽、压杆通槽的压杆,所述压杆上设置有分别位于密封块凹槽、压杆通槽内的密封块、圆形密封柱,所述第二过渡段的外壁设置有位于圆柱形座外层的敞开式内螺套,所述敞开式内螺套上设置有中空螺套,所述中空螺套的一端设置有圆形压力传感器座,所述圆形压力传感器座内设置有压力传感器安装槽、传输线通孔,所述压力传感器安装槽内设置有压力传感器,所述压杆的一端设置有压块,所述压块的一面设置有与压力传感器接触的压力弹簧,所述圆形压力传感器座的一端外壁设置有手持防滑旋转凸圈。
10.本技术方案的,所述压力弹簧采用螺旋波形弹簧,触料板设置为弧形结构,第二过渡段设置为圆形结构,压块的直径尺寸大于压力传感器的直径尺寸。
11.本技术方案的,所述压力传感器为nanli-002或rsl15,压力传感器、气缸分别与远端的终端控制组有线或无线连接。
12.与现有技术相比,本实用新型的转炉下料溜槽下料检测控制装置的有益效果在于:1、第一过渡段、气缸安装框架、堵块隐藏壳、中空导套、气缸、密封圈和堵块结构,实现了下料溜槽的密封断料控制,扩展了传统下料溜槽的功能,也可与远端的终端控制组相配合实现智能化控制;2、第二过渡段安装法兰、圆柱形座、压杆通槽、触料板、密封块凹槽、压杆通槽、密封块、敞开式内螺套、圆形压力传感器座、压力传感器、压块和压力弹簧等结构,可与远端的终端控制组相配合实现下料溜槽内的实时状态,完成导料或断料的及时监测,满足智能化控制生产要求;3、堵块、耐磨块一体成型制得,同时耐磨块延长堵块的使用寿命,且能与堵块一起配合完成物料的密封断料;4、第一过渡段上的多个部件、第二过渡段上的多个部件,可分别构成模块化设计,二者分别可依需相应的选配安装,另外也便于检维。
附图说明
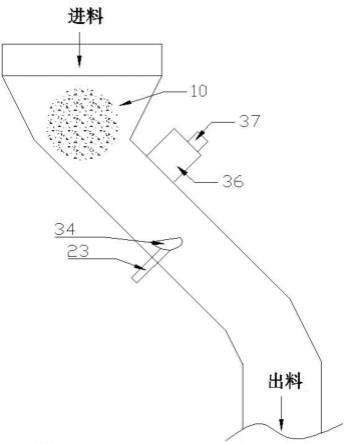
13.图1是本实用新型的转炉下料溜槽下料检测控制装置的主视部分结构示意图;
14.图2是本实用新型的转炉下料溜槽下料检测控制装置的主视结构示意图。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.在本实用新型的描述中,需要说明的是,术语“顶部”、“底部”、“一侧”、“另一侧”、“前面”、“后面”、“中间部位”、“内部”、“顶端”、“底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
17.实施例一
18.如图1和图2所示的转炉下料溜槽下料检测控制装置,包括下料溜槽10,
19.下料溜槽10上设置有第一过渡段43,
20.第一过渡段43的两端设置有第一过渡段安装法兰44,
21.第一过渡段43的外壁设置有气缸安装框架35、堵块隐藏壳36,
22.堵块隐藏壳36外壁设置有中空导套37,
23.气缸安装框架35上设置有气缸38,
24.中空导套37内设置有密封圈39,
25.堵块隐藏壳36内设置有堵块40,其中,气缸38的一端贯穿中空导套37、密封圈39与堵块40连接。
26.实施例二
27.如图1和图2所示的转炉下料溜槽下料检测控制装置,包括下料溜槽10,
28.下料溜槽10上设置有第一过渡段43,
29.第一过渡段43的两端设置有第一过渡段安装法兰44,
30.第一过渡段43的外壁设置有气缸安装框架35、堵块隐藏壳36,
31.堵块隐藏壳36外壁设置有中空导套37,
32.气缸安装框架35上设置有气缸38,
33.中空导套37内设置有密封圈39,
34.堵块隐藏壳36内设置有堵块40,其中,气缸38的一端贯穿中空导套37、密封圈39与堵块40连接,
35.及设置在堵块40一面的耐磨块41,第一过渡段43设置为圆形结构,堵块 40设置为圆形结构,耐磨块41设置为半圆形结构,圆形结构的堵块40直径尺寸小于圆形结构的第一过渡段43直径尺寸,且圆形结构的堵块40外层边缘与圆形结构的第一过渡段43内壁紧密接触。
36.实施例三
37.如图1和图2所示的转炉下料溜槽下料检测控制装置,包括下料溜槽10,
38.下料溜槽10上设置有第一过渡段43,
39.第一过渡段43的两端设置有第一过渡段安装法兰44,
40.第一过渡段43的外壁设置有气缸安装框架35、堵块隐藏壳36,
41.堵块隐藏壳36外壁设置有中空导套37,
42.气缸安装框架35上设置有气缸38,
43.中空导套37内设置有密封圈39,
44.堵块隐藏壳36内设置有堵块40,其中,气缸38的一端贯穿中空导套37、密封圈39与堵块40连接,
45.及设置在堵块40一面的耐磨块41,第一过渡段43设置为圆形结构,堵块 40设置为圆形结构,耐磨块41设置为半圆形结构,圆形结构的堵块40直径尺寸小于圆形结构的第一过渡段43直径尺寸,且圆形结构的堵块40外层边缘与圆形结构的第一过渡段43内壁紧密接触,及与第一过渡段43相配合使用的第二过渡段45,第二过渡段45两端设置有第二过渡段安装法兰46,第二过渡段45的外壁设置有圆柱形座20,圆柱形座20的一端内设置有密封块凹槽22,圆柱形座20设置有与密封块凹槽22相配合使用的压杆通槽21,第二过渡段45 内设置有触料板34,触料板34一面设置有贯穿密封块凹槽22、压杆通槽21的压杆23,压杆23上设置有分别位于密封块凹槽22、压杆通槽21内的密封块 24、圆形密封柱42,第二过渡段45的外壁设置有位于圆柱形座20外层的敞开式内螺套33,敞开式内螺套33上设置有中空螺套26,中空螺套26的一端设置有圆形压力传感器座27,圆形压力传感器座27内设置有压力传感器安装槽 30、传输线通孔29,压力传感器安装槽30内设置有压力传感器31,压杆23的一端设置有压块25,压块25的一面设置有与压力传感器31接触的压力弹簧 32,圆形压力传感
器座27的一端外壁设置有手持防滑旋转凸圈28。
46.本结构的转炉下料溜槽下料检测控制装置优选的,压力弹簧32采用螺旋波形弹簧,触料板34设置为弧形结构,第二过渡段45设置为圆形结构,压块25 的直径尺寸大于压力传感器31的直径尺寸。
47.本结构的转炉下料溜槽下料检测控制装置优选的,压力传感器31为 nanli-002或rsl15,压力传感器31、气缸38分别与远端的终端控制组有线或无线连接(远端的终端控制组为常规已知设备)。
48.本结构的转炉下料溜槽下料检测控制装置的工作原理或结构原理:
49.(1)当需要对下料溜槽10内的输送物料进行断料时,启动气缸38推动堵块40、耐磨块41脱离堵块隐藏壳36向下料溜槽10内运动,这时堵块40、耐磨块41对下料溜槽10内流动的物料进行阻挡;
50.当需要输送物料时,启动气缸38推动堵块40、耐磨块41向堵块隐藏壳36 内运动脱离下料溜槽10,这时堵块40、耐磨块41构成阻挡,物料在下料溜槽 10内流动。
51.(2)当下料溜槽10内有物料时,流动的物料对触料板34进行冲击,这时触料板34带动压杆23运动,运动的压杆23通过一端的压块25、压力弹簧32 对压力传感器31施加下压信号,而压力传感器31的下压信号通过信号输送线或无线传输给远端的终端控制组;
52.当没有流动的物料时,压力弹簧32支撑压块25、压杆23、触料板34恢复至原始位,同时压力传感器31的无压信号通过信号输送线或无线传输给远端的终端控制组。
53.另外,远端的终端控制组可依据压力传感器31的下压信号对下料溜槽10 上气缸38等的状态进行监测,并可依据监测信息实现智能化的生产控制。
54.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1