机匣涂层测量打磨装置的制作方法
1.本实用新型涉及航空发动机维修装备领域,尤其是一种机匣涂层测量打磨装置。
背景技术:
2.目前大部分机匣涂层测量仪器均为简单的仪表辅助直杆,只能测量单一参数,如一种压气机机匣可调、高精度直径测量仪(cn212620490u)发明提出了一种游标高度定位杆和固定百分表,通过读取定位杆和百分表的数值来对机匣涂层直径进行测量。上述专利仅仅针对机匣涂层直径做测量,不能对机匣涂层进行打磨,而打磨的质量和修理后的测量结果对发动机飞行是一个重要的性能参数,如若打磨质量和测量质量结果差就会导致发动机叶片损伤,从而导致整台发动机报废可能,而在航空发动机维修中需要大量时间用在机匣涂层修理与测量中,且修理方法不便于操作和质量监控,因此不能满足航空发动机机匣涂层维修需求。
3.在航空发动机大修行业领域中,压气机机匣涂层打磨的方式采用人工用砂纸打磨,其效率低,耗费时间,打磨效果根据工人的技术经验而定,对其的测量也会产生一定的误差。随着战训频率的大幅度增加,对航空发动机的修理周期也大幅度缩短,采取有效省时的修理方式已然成为大修单位所需要解决的问题。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种对机匣涂层直径进行在线测量,并且自动实现对测量不合格的涂层直径处打磨,从而有效减少机匣的修理时间,提高修理效率的机匣涂层测量打磨装置。
5.本实用新型解决其技术问题所采用的技术方案是:机匣涂层测量打磨装置,包括打磨室和定位工装,打磨室内设置有涂层打磨装置,定位工装底部设置有伺服旋转台,伺服旋转台通过水平移动轴与打磨室内部连接,打磨室外设置有涂层测量传感器,当涂层测量传感器检测到定位工装上的工件涂层直径存在不合格的情况时,水平移动轴将定位工装输送到打磨室内并通过涂层打磨装置对工件的涂层进行打磨。
6.进一步的是,工件为压气机机匣。
7.进一步的是,所述工件的涂层为压气机机匣的压气机机匣涂层。
8.进一步的是,所述涂层测量传感器通过涂层测量移动轴设置于打磨室进口处。
9.进一步的是,所述涂层打磨装置包括涂层打磨刀和对刀仪。
10.进一步的是,所述打磨室内设置有除尘器。
11.进一步的是,涂层打磨刀安装在打磨移动轴、r3旋转轴以及气动主轴的末端。
12.本实用新型的有益效果是:本机匣涂层测量打磨装置,通过涂层测量传感器对机匣涂层处进行非接触测量,根据技术要求对测量结果进行自动计算,将所需打磨的数值传递至打磨装置,从而实现涂层打磨和测量的联动处理,可以对带有涂层机匣壳体的直径自动测量,可以有效保证机匣涂层打磨测量的质量,提高工作效率。
附图说明
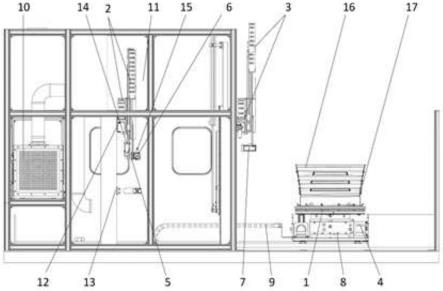
13.图1是本实用新型的示意图。
14.图中标记为:定位工装1、打磨移动轴2、涂层测量移动轴3、r轴4、打磨旋转轴5、涂层打磨刀6、涂层测量传感器7、伺服旋转台8、水平移动轴9、除尘器10、打磨室11、涂层打磨装置12、对刀仪13、动主轴14、r3旋转轴15、压气机机匣涂层16、压气机机匣17。
具体实施方式
15.下面结合附图对本实用新型进一步说明。
16.如图1所示的机匣涂层测量打磨装置,包括打磨室11和定位工装1,打磨室11内设置有涂层打磨装置12,定位工装1底部设置有伺服旋转台8,伺服旋转台8通过水平移动轴9与打磨室11内部连接,打磨室11外设置有涂层测量传感器7,当涂层测量传感器7检测到定位工装1上的工件涂层直径存在不合格的情况时,水平移动轴9将定位工装1输送到打磨室11内并通过涂层打磨装置12对工件的涂层进行打磨。一般的,在航空发动机维修领域中,所述的工件为压气机机匣17,工件的涂层为压气机机匣17的压气机机匣涂层16。
17.实际的操作步骤如下:一、安装压气机机匣17,将所述的压气机机匣17装配到定位工装1上,通过水平移动轴9将压气机机匣17移动到指定位置进行测量和打磨;二、涂层测量传感器7通过伺服控制、丝杆传动将传感器移动到压气机机匣17的压气机机匣涂层16表面,进行涂层测量,具体的测量为读取传感器的数值、伺服位置,通过换算,即可得出当前位置涂层测量点的直径值;旋转r轴4,测量若干组数据,得出直径值的最大、最小、平均值,同时也可以换算出涂层的跳动值;三、当机匣涂层直径测量结果不合格时,水平移动轴9就会将不合格的压气机机匣17移动至打磨室11,涂层打磨装置12自动对压气机机匣涂层16进行打磨;四、涂层打磨操作主要通过涂层打磨刀6与对刀仪13完成,涂层打磨刀6对多余的压气机机匣涂层16进行打磨,其中,涂层打磨刀6安装在打磨移动轴2移动轴、r3旋转轴15、气动主轴14末端,通过伺服控制、丝杆传动将打磨刀具移动并贴合涂层面,通过气动主轴14旋转、r轴4旋转,控制进刀量,即可对多余的涂层进行打磨;根据工艺控制要求,反复打磨和测量可以得到涂层合理直径值;五、机匣涂层打磨完成后,所述的除尘器10清理打磨室11中的涂层废渣,确保机匣壳体中没有多余物。上述步骤为机匣涂层测量打磨的整个过程,通过自动化设备对机匣进行测量与打磨可以节省机匣修理时间,从而缩短航空发动机修理周期。
技术特征:
1.机匣涂层测量打磨装置,其特征在于:包括打磨室(11)和定位工装(1),打磨室(11)内设置有涂层打磨装置(12),定位工装(1)底部设置有伺服旋转台(8),伺服旋转台(8)通过水平移动轴(9)与打磨室(11)内部连接,打磨室(11)外设置有涂层测量传感器(7),当涂层测量传感器(7)检测到定位工装(1)上的工件涂层直径存在不合格的情况时,水平移动轴(9)将定位工装(1)输送到打磨室(11)内并通过涂层打磨装置(12)对工件的涂层进行打磨。2.如权利要求1所述的机匣涂层测量打磨装置,其特征在于:工件为压气机机匣(17)。3.如权利要求2所述的机匣涂层测量打磨装置,其特征在于:所述工件的涂层为压气机机匣(17)的压气机机匣涂层(16)。4.如权利要求1、2或3所述的机匣涂层测量打磨装置,其特征在于:所述涂层测量传感器(7)通过涂层测量移动轴(3)设置于打磨室(11)进口处。5.如权利要求1、2或3所述的机匣涂层测量打磨装置,其特征在于:所述涂层打磨装置(12)包括涂层打磨刀(6)和对刀仪(13)。6.如权利要求1、2或3所述的机匣涂层测量打磨装置,其特征在于:所述打磨室(11)内设置有除尘器(10)。7.如权利要求1、2或3所述的机匣涂层测量打磨装置,其特征在于:涂层打磨刀(6)安装在打磨移动轴(2)、r3旋转轴(15)以及气动主轴(14)的末端。
技术总结
本实用新型涉及航空发动机维修装备领域,尤其是一种对机匣涂层直径进行在线测量,并且自动实现对测量不合格的涂层直径处打磨,从而有效减少机匣的修理时间,提高修理效率的机匣涂层测量打磨装置,包括打磨室和定位工装,打磨室内设置有涂层打磨装置,定位工装底部设置有伺服旋转台,伺服旋转台通过水平移动轴与打磨室内部连接,打磨室外设置有涂层测量传感器,水平移动轴将定位工装输送到打磨室内并通过涂层打磨装置对工件的涂层进行打磨。本机匣涂层测量打磨装置,通过涂层测量传感器对机匣涂层处进行非接触测量,从而实现涂层打磨和测量的联动处理,可以对带有涂层机匣壳体的直径自动测量,可以有效保证机匣涂层打磨测量的质量,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:李剑平 王绍由 卢斯伟 谢东 廖鹏 张世华 刘建 李桃 钟玲 熊军
受保护的技术使用者:国营川西机器厂
技术研发日:2022.07.28
技术公布日:2022/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1