大型工件自定位上料工位设备的制作方法
1.本实用新型涉及工件的上料工位设备领域。
背景技术:
2.在工业生产中,部分大型法兰类工件进行装配使用前需先进行适配作业,如图1所示的一种法兰类工件的结构,包括上法兰10和下法兰20两个部件,两部件通常均为金属制成,这两个部件在分别生产成型后需相嵌套(图中所示上法兰的圆筒部嵌入下法兰的圆筒部内)进行适配的适应研磨(研磨时相对转动,从而对两者的接触面同时进行摩擦,通过研磨使得两者的嵌套更为适配,以达到后面装配使用时所需的状态效果),因此这道工序需要上下法兰的搬运、定位、固定、转动研磨、清理研磨屑等操作。
3.对于上述的这种大型法兰工件,由于尺寸较大,重量较重,成人都不易搬动,因此在现在来说,适应适配操作是这种工件中较为不易的一道工序,这主要也是因为现有的适配作业是通过机械辅助人工进行操作的方式,辅助的机械通常是较为简单的功能作用,在研磨的回转和研磨面同轴的问题上难于达到理想效果,这将直接影响适应适配的最终状态效果,且不同轴的问题也对机械自身造成损伤,还有人工操作的方式工作劳动强度大,操作效率极低,且存在着适配一致性不足等的问题,因此,现有的主要采用人工操作和现有简单的辅助机械的方式方法既难于达到适应适配所要的状态效果,也无法实现该工序的自动化升级改造。
技术实现要素:
4.本实用新型的目的在于提供一种大型工件自定位上料工位设备,其能够实现适用多种规格工件上料使用,并且能够自动定位至精准的上料位置,且更便于大型工件的上料使用。
5.为实现上述目的,本实用新型的技术方案是:一种大型工件自定位上料工位设备,其特征在于,包括用于夹持运载工件的运载车和固定位置安装设置用于实现运载车在上料工位停靠定位的定心停靠装置,所述运载车包括车架和设置在车架上用于搭载工件的运载平台,所述运载平台上设有工件定位机构。
6.所述车架的相对两侧边分别设有停靠定心部件,所述定心停靠装置分别对应两停靠定心部件设置在运载车两侧,其包括有固定底座、顶升横梁、顶升结构、浮动结构、定心结构和限位挡板,所述顶升横梁通过顶升结构可升降架设在固定底座上,所述浮动结构设置在顶升横梁上表面,所述定心结构固定设置并对应在顶升横梁上方,所述限位挡板置在固定底座上用于限定运载车的停靠范围,所述运载车停靠在两定心停靠装置之间,并且停靠定心部件架在对应侧的浮动结构上,通过定心结构和顶升结构来调整限定住停靠定心部件。
7.所述顶升横梁水平设置在固定底座上方,所述顶升结构包括固定底座与顶升横梁之间连接设置的顶升驱动缸和顶升导向结构,所述浮动结构沿顶升横梁的长度方向布设在
其上表面上,具体为部设在顶升横梁上表面且在同一水平高度布设的多个万向球,所述顶升横梁上设有供各万向球嵌入设置的球形凹槽座,所述万向球在球形凹槽座内可定心自由滚动。
8.所述停靠定心部件为水平连接在车架侧边上的支撑板,所述支撑板的下表面为支撑滑动平面,所述支撑板的上表面设有定心部件,所述定心部件的上表面为带锥角圆柱凹槽,所述定心结构为在顶升横梁的上方对应固定设置并且活塞杆朝下活动的定心驱动缸及连接在定心驱动缸的活塞杆上并且下端为球面状的定心杆,所述定心杆与顶升横梁之间为支撑板的浮动空间,通过定心驱动缸带动定心杆的球面状下端嵌入对应侧的定心部件的带锥角圆柱凹槽内实现对运载车的调整定心。
9.所述工件定位机构包括开设在运载平台上的调整滑动槽、对应调整滑动槽安装在运载平台下方的双向丝杆、分别螺纹匹配活动在双向丝杆的左右旋螺纹段上的两过渡块、设置在两过渡块与运载平台之间的导向滑动结构、连接双向丝杆一端的旋转带动部件和设置在运载平台上方并且分别通过连接部与对应的过渡块连接在一起的两定位夹块,两定位夹块的相对侧为可供工件侧面嵌入的v型结构面。
10.所述运载车为可推动移动的运载推车,其还包括有设置在车架底部的智能移动车,所述运载推车与智能移动车之间通过可分离的牵引连接机构连接。
11.所述牵引连接机构包括两端固定连接在车架上的横板、布设在横板上的导杆套、可升降活动穿设在导杆套内的升降导杆、在横板上方连接在升降导杆上端的对位上板、上下设置在对位上板上的多个升降定位调整孔、架设在横板上并且一端部可伸缩穿设在对应的升降定位调整孔内的高度定位杆、在横板下方连接在升降导杆下端的对位下板、布设在对位下板上的对位销孔以及设置在智能移动车上并且对应对位销孔设置的可升降的定位销。
12.所述对位销孔在对位下板上布设不同大小的多个,所述定位销为对应对位销孔位置布设并且一一对应直径的多根,和/或,所述高度定位杆通过架设座架设在横板上,其上套设有复位弹簧并且另一端设有拉环。
13.通过采用上述技术方案,本实用新型的有益效果是:通过上述结构的上料工位设备来负责工件的运载送料和工件的定位供料以及工件加工完成后的运载输送回,整个过程可实现机械自动化进行,代替人工进行可大大提高效率,特别适合于大型法兰类工件使用,解决大型法兰类工件自动上料问题,能够实现运载车自适应多种直径工件使用,运载车能够自动到位位置调整定位,并且能够自动定心夹紧,机械结构稳定可靠,上述进一步的运载车结构设置能够在运载车遇故障时可自由切换手动模式,确保后续法兰自动适配可正常进行,可降低人工工作强度。
附图说明
14.图1是本实用新型涉及的大型法兰类工件的结构示意图。
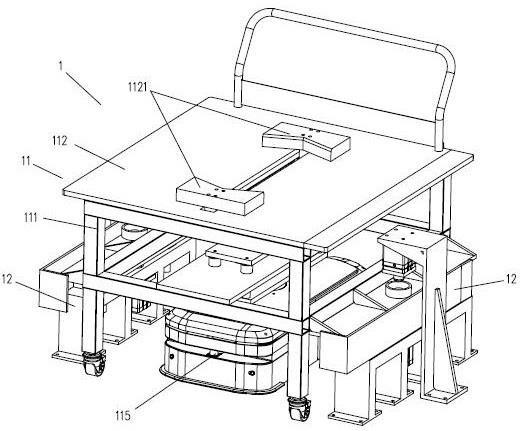
15.图2是本实用新型涉及的一种大型工件自定位上料工位设备的结构示意图。
16.图3是本实用新型涉及的定心停靠装置的结构示意图。
17.图4和图5是本实用新型涉及的牵引连接机构的结构示意图。
18.图6是本实用新型涉及的智能移动车的结构示意图。
19.图7是本实用新型涉及的工件定位机构的结构示意图。
20.图中:
21.运载车11;车架111;运载平台112;工件定位机构1121;调整滑动槽11211;
22.双向丝杆11212;过渡块11213;导向滑动结构11214;旋转带动部件11215;
23.连接部11216;定位夹块11217;v型结构面11218;
24.停靠定心部件113;支撑滑动平面1131;定心部件1132;
25.牵引连接机构114;横板1141;导杆套1142;升降导杆1143;对位上板1144;
26.升降定位调整孔1145;高度定位杆1146;架设座11461;复位弹簧11462;拉环11463;对位下板1147;对位销孔1148;
27.定位销1149;智能移动车115;定心停靠装置12;固定底座121;
28.顶升横梁122;顶升结构123;顶升驱动缸1231;顶升导向结构1232;
29.浮动结构124;万向球1241;球形凹槽座1242;
30.定心结构125;定心驱动缸1251;定心杆1252;限位挡板126。
具体实施方式
31.为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
32.本实施例公开的一种大型工件自定位上料工位设备,如图2所示的为可适用于背景技术中涉及的大型法兰类工件在加工中的运载、夹持、定位上料等的应用,以供法兰工件上料精准的抓夹或放置,其根据法兰类工件的应用,可布设有多个,如用于上法兰运载上料的上法兰上料工位,用于下法兰运载上料的下法兰上料工位,及用于上、下法兰转运(或为上、下法兰的放置过渡)的转运工位,多个工位的设置有利于提高运载输送效率,下面结合附图详细描述本实施例的详细结构设置。
33.本实施例公开的一种大型工件自定位上料工位设备包括用于夹持运载工件(上法兰或下法兰)的运载车11和固定位置安装设置在工位地面上用于实现运载车11能够在上料工位1停靠定位的定心停靠装置12,具体结构如图2、图3、图4、图5、图6和图7所示,所述运载车11包括车架111和设置在车架111上用于搭载工件的运载平台112,所述运载平台112上设有工件定位机构1121,所述车架111的相对两侧边分别设有停靠定心部件113,所述定心停靠装置12分别对应两停靠定心部件113设置在运载车11两侧。所述定心停靠装置12的结构如图中所示,包括有固定底座121、顶升横梁122、顶升结构123、浮动结构124、定心结构125和限位挡板126;所述顶升横梁122水平设置在固定底座121上方,所述顶升结构123包括固定底座121与顶升横梁122之间连接设置的顶升驱动缸1231和顶升导向结构1232,即所述顶升横梁122通过顶升结构123可升降架设在固定底座121上;所述浮动结构124沿顶升横梁122的长度方向布设在其上表面上,具体为嵌设在顶升横梁122上表面且在同一水平高度布设的多个万向球1241,所述顶升横梁122上设有供各万向球1241嵌入设置的球形凹槽座1242,所述万向球1241在球形凹槽座1242内可定心自由滚动。所述停靠定心部件113为水平连接在车架111侧边上的支撑板,所述支撑板的下表面具有与万向球1241接触的支撑滑动平面1131,所述支撑板的上表面设有定心部件1132,所述定心部件1132的上表面为带锥角圆柱凹槽。所述限位挡板126设置在固定底座121上用于限定运载车11的停靠范围,所述运
载车11停靠在两定心停靠装置12之间,并且停靠定心部件113架在对应侧的浮动结构124上,图中限位挡板126为设置在两定心停靠装置12的固定底座121的相对外侧和运载车11停靠的前方,呈l型结构,在运载车11的两侧和前方进行初步的限位,所述定心结构125为在顶升横梁122的上方对应固定设置(通过支架固定架设),包括活塞杆朝下活动的定心驱动缸1251及连接在定心驱动缸1251的活塞杆上并且下端为球面状的定心杆1252,所述定心杆1252与顶升横梁122之间为支撑板的浮动空间,通过顶升结构123将车架111的整体顶升以及定心驱动缸1251带动定心杆1252的球面状下端嵌入对应侧的定心部件1132的带锥角圆柱凹槽内实现定心,由于定心杆1252的球面状下端和定心部件1132上表面带锥角圆柱凹槽配合,因此在嵌入过程中是逐渐往球形面的中心点靠近的,因此能够通过定心结构125和顶升结构123来调整限定住停靠定心部件113,实现对运载车11的调整定心,也是对运载车11停靠的定位,如此运载车11为定心停靠,其上的工件在上料工位则能够较为精准的供适配抓夹装置定位上料抓夹。上述结构设置浮动结构124不仅提供了较为平稳的水平支撑、还能够实现自由且阻力较小的滑动调整,整体结构设置稳固,作用效果稳定可靠。
34.本实施例中所述运载车11的运载平台112上的工件定位机构1121,如图7所示,包括开设在运载平台112上的调整滑动槽11211、对应调整滑动槽11211安装在运载平台112下方的双向丝杆11212、分别螺纹匹配活动在双向丝杆11212的左右旋螺纹段上的两过渡块11213、设置在两过渡块11213与运载平台112之间的导向滑动结构11214、连接双向丝杆11212一端的旋转带动部件11215和设置在运载平台112上方并且分别通过连接部11216与对应的过渡块11213连接在一起的两定位夹块11217,两定位夹块11217的相对侧为可供工件侧面嵌入的v型结构面11218。该结构设置采用了双向丝杆11212,两定位夹块11217可由同一旋转带动部件11215(旋转带动部件11215可为驱动电机或手动调整的手轮)带动同步相对靠近或相对远离移动,且两定位夹块11217的v型结构面11218设置,能够实现在夹持工件时保持自动向设定的中心位置夹持固定,有利于适配抓夹装置精准定位上料工件。
35.另外,本实施例中所述运载车11为预防特殊情况,需由人工参与进行操作的情况下能够方便进行,实现自动与手动的模式切换,本实施例中所述运载车11为可推动移动的运载推车,其还包括有设置在车架111底部的智能移动车115,这里智能移动车115可采用现有的具有自动驾驶、导航、避障等功能的智能车,如agv小车,所述运载推车与智能移动车115之间通过可分离的牵引连接机构114连接,通过该机构来实现运载车11运载输送自动模式和手动模式之间的切换。本实施例中牵引连接机构114的具体结构设置是这样的,如图4和图5所示,所述牵引连接机构114包括两端固定连接在车架111上的横板1141、布设在横板1141上的导杆套1142、可升降活动穿设在导杆套1142内的升降导杆1143、在横板1141上方连接在升降导杆1143上端的对位上板1144、上下设置在对位上板1144上的多个升降定位调整孔1145、架设在横板1141上并且一端部可伸缩穿设在对应的升降定位调整孔1145内的高度定位杆1146、在横板1141下方连接在升降导杆1143下端的对位下板1147、布设在对位下板1147上的对位销孔1148以及设置在智能移动车115上并且对应对位销孔1148设置的可升降的定位销1149。通过上述结构,在采用自动运载输送的模式下,智能移动车115移动至车架111下方使其定位销1149对应对位销孔1148,然后上升定位销1149插入对位销孔1148内,这里对位销孔1148外端可设有穿插导入套便于自动对位插入,即可实现两者之间的连接,能够实现智能移动车115牵引运载推车移动,这里为达到较好的定向定位连接以及牵引移
动时达到定向稳定的牵引,所述对位销孔1148在对位下板1147上布设不同大小的多个,所述定位销1149为对应对位销孔1148位置布设并且一一对应直径的多根,即能够达到所需的作用效果,且结构简单更有利于配合动作的实现进行;而在需要转换为人工手动模式时(如智能移动车出现故障、电力不足、定位销1149无法升降等情况),通过将高度定位杆1146脱离升降定位调整孔1145,然后手动将对位上板1144或对位下板1147往上抬动使得对位销孔1148脱离定位销1149,即能够将智能移动车115与运载推车分离开,运载推车可直接人工推动移动,人工推动运载推车至上料工位1进行停靠时,在限位挡板126的作用下同样能过快速推动至有利于快速定心定位的位置。这里为方便手动调整高度定位杆1146时能够方便快速对应所需的升降定位调整孔1145 ,所述高度定位杆1146通过架设座11461架设在横板1141上,高度定位杆1146上套设有复位弹簧11462并且另一端设有拉环11463,通过该结构设置能够方便拉动拉环11463带动高度定位杆1146,在复位弹簧11462的作用力下高度定位杆1146能够快速穿插入下一个升降定位调整孔1145内,从而方便调整定位住牵引连接机构114的状态。
36.综上,本实用新型的设备具有如下优异之处:1、本实用新型采用自动上料,与现有人工作业相比,方便高效,便于实现自动化;2、本实用新型运载车采用工件定位机构可调结构,可同步调整,可适应不同直径工件的定位;3、本实用新型智能移动车对位模块采用可手动调整的两级结构,当发生故障时,可方便切换为人工上料,不影响生产;4、本实用新型采用浮动定心方式进行运载车的自动定位,定位精度较高,可便于机器人对工件的抓取和提高agv牵引对位精度等。
37.上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1