环形锻件余热淬火装置的制作方法
1.本实用新型涉及淬火领域,尤其涉及环形锻件余热淬火装置。
背景技术:
2.淬火是将钢加热到临界温度以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到ms以下进行马氏体转变的热处理工艺,通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
3.相关技术中,在进行环形锻件淬火时,通常是将环形锻件放置在一个装有淬火液的容器中进行处理,现有的余热淬火设备在使用的过程中,无法保证其环形锻件的稳定性,以至于淬火处理时,环形锻件容易掉落至容易中,影响淬火效果。
4.因此,有必要提供环形锻件余热淬火装置解决上述技术问题。
技术实现要素:
5.本实用新型提供环形锻件余热淬火装置,解决了无法保证环形锻件淬火的稳定性,容易出现掉落的问题。
6.为解决上述技术问题,本实用新型提供的环形锻件余热淬火装置包括:
7.装有淬火液的淬火槽;
8.两个支撑架,两个所述支撑架分别固定于所述淬火槽的正面和背面;
9.输送组件,所述输送组件设置于两个支撑架之间,且输送组件的输出端固定安装有若干个悬挂组件,且悬挂组件上悬挂设置有环形锻件;
10.两个驱动组件,两个所述驱动组件分别固定于其中一个所述支撑架上;
11.其中,所述悬挂组件包括u型架,所述u型架的内部开设有活动槽,且活动槽的内部滑动连接有t型卡块,所述t型卡块贯穿u型架并延伸至u型架的内部,所述t型卡块的背面固定连接有t型金属杆,所述t型金属杆的一端贯穿u型架并延伸至u型架的外部。
12.优选的,所述t型卡块的背面和活动槽的内壁之间固定连接有挤压弹簧。
13.优选的,所述驱动组件包括固定于其中一个支撑架上的l型支架,所述l型支架的内侧面固定连接有电磁铁。
14.优选的,所述淬火槽的两侧均固定安装有循环泵,两个所述循环泵的吸收口和排出口均通过管道与淬火槽的内部连通。
15.优选的,所述输送组件包括两个转动连接于两个支撑架之间的转动轴,两个所述转动轴的外表面均固定连接有链条轮,两个所述链条轮的外表面通过链条带传动连接,所述u型架固定于链条带的外表面。
16.优选的,其中一个支撑架上固定连接有电机,所述电机的输出轴与其中一个转动轴固定连接。
17.与相关技术相比较,本实用新型提供的环形锻件余热淬火装置具有如下有益效
果:
18.本实用新型提供环形锻件余热淬火装置,通过悬挂组件的设置,可以对需要淬火处理的环形锻件进行悬挂卡紧,保证了后续淬火处理时的稳定性,避免出现掉落,以至于后续需要进行打捞的问题,而且通过驱动组件的设置,可以自动控制悬挂组件失去对环形锻件的卡紧,进一步提高了工作人员操作的便捷性。
附图说明
19.图1为本实用新型提供的环形锻件余热淬火装置的第一实施例的结构示意图;
20.图2为图1所示的环形锻件余热淬火装置的结构俯视图;
21.图3为图2所示的输送组件和悬挂组件的组合示意图;
22.图4为图3所示的悬挂组件的结构示意图;
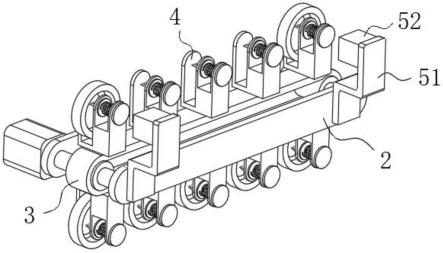
23.图5为本实用新型提供的环形锻件余热淬火装置的第二实施例的结构示意图。
24.图中标号:1、淬火槽;2、支撑架;3、输送组件;31、转动轴;32、链条轮;33、链条带;34、电机;4、悬挂组件;41、u型架;42、活动槽;43、t型卡块;44、t型金属杆;45、挤压弹簧;5、驱动组件;51、l型支架;52、电磁铁;6、循环泵。
具体实施方式
25.下面结合附图和实施方式对本实用新型作进一步说明。
26.第一实施例
27.请结合参阅图1、图2、图3、图4,其中,图1为本实用新型提供的环形锻件余热淬火装置的第一实施例的结构示意图;图2为图1所示的环形锻件余热淬火装置的结构俯视图;图3为图2所示的输送组件和悬挂组件的组合示意图;图4为图3所示的悬挂组件的结构示意图。环形锻件余热淬火装置包括:
28.装有淬火液的淬火槽1;
29.两个支撑架2,两个支撑架2分别固定于淬火槽1的正面和背面;
30.输送组件3,输送组件3设置于两个支撑架2之间,且输送组件3的输出端固定安装有若干个悬挂组件4,且悬挂组件4上悬挂设置有环形锻件;
31.两个驱动组件5,两个驱动组件5分别固定于其中一个支撑架2上;
32.其中,悬挂组件4包括u型架41,u型架41的内部开设有活动槽42,且活动槽42的内部滑动连接有t型卡块43,t型卡块43贯穿u型架41并延伸至u型架41的内部,t型卡块43的背面固定连接有t型金属杆44,t型金属杆44的一端贯穿u型架41并延伸至u型架41的外部;
33.通过悬挂组件4的设置,可以对需要淬火处理的环形锻件进行悬挂卡紧,保证了后续淬火处理时的稳定性,避免出现掉落,以至于后续需要进行打捞的问题;
34.通过驱动组件5的设置,可以自动控制悬挂组件4失去对环形锻件的卡紧,进一步提高了工作人员操作的便捷性。
35.t型卡块43的背面和活动槽42的内壁之间固定连接有挤压弹簧45;
36.通过挤压弹簧45自身的弹性力,可以对t型卡块43进行挤压,使得t型卡块43的一端插入u型架41的内部,利于对位于u型架41内部的环形锻件进行卡紧,挤压弹簧45的弹性系数低于电磁铁52的吸附力。
37.驱动组件5包括固定于其中一个支撑架2上的l型支架51,l型支架51的内侧面固定连接有电磁铁52;
38.电磁铁52与外界的电源和控制开关连接,用于通电后对t型金属杆44进行吸附,间接使t型卡块43处于收缩状态,利于工作人员对环形锻件的上料或下料,提高操作的便捷性。
39.淬火槽1的两侧均固定安装有循环泵6,两个循环泵6的吸收口和排出口均通过管道与淬火槽1的内部连通;
40.两个循环泵6均与外界的电源和控制开关连接,用于将淬火槽1下方的淬火液进行吸收,排至淬火槽1高处位置,提高淬火槽1不同位置位置淬火液浓度的均匀性。
41.本实用新型提供的环形锻件余热淬火装置的工作原理如下:
42.通过电磁铁52通电,即可对对应位置的t型金属杆44进行挤压,使得t型金属杆44向电磁铁52的位置运动,进而可以带动t型卡块43相同方向运动,使得t型卡块43进行收缩,这时工作人员可以进行环形锻件的存放,通过电磁铁52的断电,配合挤压弹簧45自身的弹性力,可以对t型卡块43进行挤压,使得t型卡块43的一端插入u型架41的内部,利于对位于u型架41内部的环形锻件进行卡紧,通过输送组件3的设置,即可带动若干个悬挂组件4进行旋转运动,使得环形锻件进入淬火槽1的内部,进行处理,处理结束后,再配合电磁铁52对t型金属杆44的吸附,即可失去对环形锻件的卡紧,利于环形锻件的更换。
43.第二实施例
44.请结合参阅图5,基于本技术的第一实施例提供的环形锻件余热淬火装置,本技术的第二实施例提出另环形锻件余热淬火装置。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
45.具体的,本技术的第二实施例提供的环形锻件余热淬火装置的不同之处在于,输送组件3包括两个转动连接于两个支撑架2之间的转动轴31,两个转动轴31的外表面均固定连接有链条轮32,两个链条轮32的外表面通过链条带33传动连接,u型架41固定于链条带33的外表面;
46.通过其中一个转动轴31的旋转,即可带动对应位置的链条轮32进行旋转,由于两个链条轮32通过链条带33传动连接,使得两个转动轴31即可进行旋转,进而可以带动链条带33进行旋转运动,最终可以带动若干个悬挂组件4进行旋转运动,进行多个环形锻件的淬火处理,提高操作的便捷性。
47.其中一个支撑架2上固定连接有电机34,电机34的输出轴与其中一个转动轴31固定连接;
48.电机34与外界的电源和控制开关连接,用于带动其中一个转动轴31进行旋转。
49.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1