一种布轮的制作方法
1.本实用新型涉及一种抛光工件的技术领域,具体是一种布轮。
背景技术:
2.参见图14,现有布轮中心位置正反两面分别设有镶件,镶件材料为金属,如铁,镶件与布轮通过铆合或点焊成一个整体,由于是两层铁板(镶件)组合,无论是铆合还是点焊,都会影响到平整度,镶件上设有若干个卡设或钩设在布轮纺织物上的翻边。该布轮产品的纺织物(布料)与中间镶件不能达到100%吻合,容易有空隙(镶件外圆与布轮布料的内圆之间容易有空隙),造成分布不均匀,产品在抛光过程中容易影响产品的平衡(可以理解为布轮在转动时不能稳定转动)。
3.如中国专利文献号cn211103412u于2020.07.28公开的一种抛光布轮及抛光机,其中,抛光布轮包括:固定盘及卡盘,固定盘包括:盘体及固定爪,所述固定爪由盘体向外延伸而成,固定爪背离盘体一端嵌入布轮本体设置,所述卡盘卡持于所述固定盘,用于套设抛光机的转轴。在安装时只需要通过固定爪先将固定盘嵌入固定于布轮本体,然后将卡盘卡持于固定盘即可。
4.参见该专利文献说明书第42段,固定爪的第二端弯钩设置为l型,是为了能够使固定爪能够钩持与布轮本体。故该结构的固定爪与布轮本体之间存在上述的不足。因此有待进一步改进。
技术实现要素:
5.本实用新型的目的旨在提供一种布轮,通过注塑将镶件固定在轮体上,利用塑料填充镶件与轮体之间的连接空隙,塑料与轮体中间布料(纺织物) 的比重基本接近,从而完全解决现有技术中存在平衡度的问题。
6.按此目的设计的一种布轮,包括通过多层纺织物折叠制成的轮体、塑料件,轮体环绕塑料件设置,轮体与塑料件之间设有镶件,轮体、塑料件、镶件通过注塑设置成一个整体,以使镶件通过注塑镶嵌在塑料件与轮体上。通过注塑将镶件固定在轮体上,利用塑料填充镶件与轮体之间的连接空隙,塑料与轮体中间布料(纺织物)的比重基本接近,从而完全解决现有技术中存在平衡度的问题。
7.镶件环体正反两面上分别设有若干个间隔设置的翻边,翻边镶嵌在塑料件上,增加镶件与塑料件接触面积,从而增加强度,镶件环体外周与轮体的纺织物内周之间留有间隙,该间隙在注塑过程中通过塑料件进行填充。通过注塑将镶件固定在轮体上,利用塑料填充镶件与轮体之间的连接空隙,塑料与轮体中间布料(纺织物)的比重基本接近,从而完全解决现有技术中存在平衡度的问题。
8.翻边向外弯折设置在镶件上,镶件正反两面翻边的弯折方向相反。便于镶件的两面分别钩设后卡设轮体的纺织物。
9.塑料件与镶件一表面之间形成第一环形凹槽,第一环形凹槽上设有第一夹件,镶
件,镶件、第一夹件之间设有第一连接紧固部,镶件、第一夹件通过第一连接紧固部固定连接,防止抛光轮在转动时,第一夹件发生自转,达到防转效果。
10.第一夹件包括第一环体、位于第一环体一表面上的定位环,第一连接紧固部包括设置在第一环体上的第一紧固位,第一连接紧固部还包括设置在镶件上的第二紧固位,镶件对应定位环设有安装位,定位环限位安装在安装位上,第一环体嵌入第一环形凹槽中,第一环体与镶件一表面贴合,且第一紧固位与第二紧固位对齐并通过紧固件穿插连接。第一环体与镶件一表面贴合,镶件通过注塑将镶件固定在轮体上,镶件表面更平整,镶件与布轮夹片(第一夹件)更贴合,防转效果更好。
11.第一夹件还包括位于第一环体另一表面上的套体,套体上设有穿插电机轴的轴孔,轴孔前后贯穿第一环体与定位环。
12.第一紧固位设有两个,且两个第一紧固位呈左右间隔设置,第二紧固位设有若干个,且若干个第二紧固位呈圆周阵列设置在镶件上,便于对齐第一紧固位。
13.塑料件与镶件另一表面之间形成第二环形凹槽,第二环形凹槽上设有第二夹件,镶件、第二夹件之间设有第二连接紧固部,镶件、第二夹件通过第二连接紧固部固定连接,防止抛光轮在转动时,第二夹件发生自转,达到防转效果。
14.第二连接紧固部包括设置在第二夹件上的第三紧固位,第二夹件限位安装在第二环形凹槽上,第二夹件与镶件另一表面贴合,且第二紧固位与第三紧固位对齐并通过紧固件穿插连接,第三紧固位设有两个,且两个第三紧固位呈间隔设置。镶件通过注塑将镶件固定在轮体上,镶件表面更平整,镶件与布轮夹片(第二夹件)更贴合,防转效果更好。
15.轮体的外侧面通过16层-30层的纺织物折叠绕制而成,轮体的外侧面呈波浪状,优选为26层,性价比更高,由传统的20波浪层升级成26个波浪层,在提高产品硬度的同时增加了布(纺织物)与工件的接触次数,性价比提高 25%以上。可以理解为以前抛光时布与工件接触20次,现在26次,而且由于改成26个波浪,布轮整体硬度提高了,所以切削力更强,效率更高,抛光效果更好。
16.本实用新型的有益技术效果如下:
17.轮体、塑料件、镶件通过注塑设置成一个整体,以使镶件通过注塑镶嵌在塑料件与轮体上。通过注塑将镶件固定在轮体上,利用塑料填充镶件与轮体之间的连接空隙,塑料与轮体中间布料(纺织物)的比重基本接近,从而完全解决现有技术中存在平衡度的问题。
18.镶件通过注塑将镶件固定在轮体上,镶件表面更平整,镶件与布轮夹片 (第一夹件、第二夹件)更贴合,防转效果更好。
19.轮体的外侧面通过16层-30层的纺织物折叠绕制而成,轮体的外侧面呈波浪状,优选为26层,性价比更高,由传统的20波浪层升级成26个波浪层,在提高产品硬度的同时增加了布(纺织物)与工件的接触次数,性价比提高 25%以上。可以理解为以前抛光时布与工件接触20次,现在26次,而且由于改成26个波浪,布轮整体硬度提高了,所以切削力更强,效率更高,抛光效果更好。
20.减轻电机负荷,在不减少用布量的前提下使布轮的总重量减少近四分之一,从而减轻了电机负载。因为通过注塑使镶件通过注塑镶嵌在塑料件与轮体上。传统是用两层的镶件,现在只采用一块镶件通过注塑镶嵌在塑料件与轮体上,重量减少,而且传统采用铆合或点焊的工艺,为了使镶件固定在轮体上,镶件的相邻两个翻边之间的间隔要设置较小。而
现在镶件环体外周与轮体的纺织物内周之间留有间隙,该间隙在注塑过程中通过塑料件进行填充。相邻两个翻边之间的间隔可以设计大一点。也达到减轻重量的效果。
附图说明
21.图1为本实用新型一实施例布轮与第一夹件装配结构示意图。
22.图2为本实用新型一实施例布轮与第二夹件装配结构示意图。
23.图3为本实用新型一实施例第一夹件、布轮、第二夹件装配分解结构示意图。
24.图4为本实用新型一实施例第一夹件、布轮、第二夹件另一方位装配分解结构示意图。
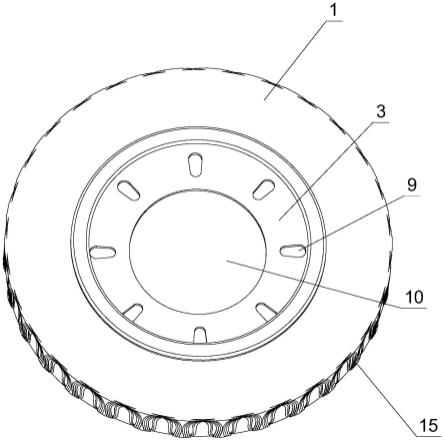
25.图5为本实用新型一实施例布轮立体结构示意图。
26.图6为本实用新型一实施例第一夹件立体结构示意图。
27.图7为本实用新型一实施例第一夹件另一方位立体结构示意图。
28.图8为本实用新型一实施例第二夹件立体结构示意图。
29.图9为本实用新型一实施例第二夹件另一方位立体结构示意图。
30.图10为本实用新型一实施例镶件立体结构示意图。
31.图11为本实用新型一实施例第一夹件、布轮、第二夹件、螺丝装配分解结构示意图。
32.图12为本实用新型一实施例电机结构示意图。
33.图13为本实用新型一实施例电机与布轮装配结构示意图。
34.图14为现有技术中镶件与布轮连接结构示意图。
具体实施方式
35.下面结合附图及实施例对本实用新型作进一步描述。
36.参见图1-图10,一种布轮,包括通过多层纺织物折叠制成的轮体1、塑料件2,轮体1环绕塑料件2设置,轮体1与塑料件之间设有镶件3,轮体1、塑料件2、镶件3通过注塑设置成一个整体,以使镶件3通过注塑镶嵌在塑料件2与轮体1上。
37.在本实施例中,镶件3材料为铁。
38.镶件3环体正反两面上分别设有若干个间隔设置的翻边4,翻边4镶嵌在塑料件2上,且镶件3环体外周与轮体1的纺织物内周之间留有间隙,该间隙在注塑过程中通过塑料件2进行填充。
39.翻边4向外弯折设置在镶件3上,镶件3正反两面翻边4的弯折方向相反。
40.参见图3、图4,塑料件2与镶件3一表面之间形成第一环形凹槽,第一环形凹槽上设有第一夹件5,镶件3,镶件3、第一夹件5之间设有第一连接紧固部,镶件3、第一夹件5通过第一连接紧固部固定连接。
41.在本实施例中,第一夹件5材料为铝。
42.第一夹件5包括第一环体6、位于第一环体6一表面上的定位环7,第一连接紧固部包括设置在第一环体6上的第一紧固位8,第一连接紧固部还包括设置在镶件3上的第二紧固位9,镶件3对应定位环7设有安装位10,定位环7限位安装在安装位10上,第一环体6嵌入第一环形凹槽中,第一环体 6与镶件3一表面贴合,且第一紧固位8与第二紧固位9对齐并通
过紧固件穿插连接。
43.参见图6、图7,第一夹件5还包括位于第一环体6另一表面上的套体 14,套体14上设有穿插电机轴19的轴孔11,轴孔11前后贯穿第一环体6 与定位环7。
44.第一紧固位8设有两个,且两个第一紧固位8呈左右间隔设置,第二紧固位9设有若干个,且若干个第二紧固位9呈圆周阵列设置在镶件3上。
45.在本实施例中,第二夹件12材料为铝。
46.参见图3、图4,塑料件2与镶件3另一表面之间形成第二环形凹槽,第二环形凹槽上设有第二夹件12,镶件3、第二夹件12之间设有第二连接紧固部,镶件3、第二夹件12通过第二连接紧固部固定连接。
47.第二连接紧固部包括设置在第二夹件12上的第三紧固位13,第二夹件 12限位安装在第二环形凹槽上,第二夹件12与镶件3另一表面贴合,且第二紧固位9与第三紧固位13对齐并通过紧固件穿插连接,第三紧固位13设有两个,且两个第三紧固位13呈间隔设置。
48.轮体1的外侧面15通过16层-30层的纺织物折叠绕制而成,轮体1的外侧面呈波浪状。
49.在本实施例中,紧固件为螺钉,第一紧固位8、第三紧固位13可以为螺孔。
50.具体地:第一紧固位8为m4内螺纹孔,第三紧固位13为m4x14内六角螺丝沉头孔。
51.参见图11,第一紧固位8和第三紧固位13各2个孔分别通过m4x14内六角螺丝17连接,以用于防转动;即位于镶件3两侧第一夹件5、第二夹件 12通过m4x14内六角螺丝17连接。螺丝穿插第一夹件5、镶件3、第二夹件 12。
52.在本实施例中,金属的制品可以通过车床加工成型,或在锻压机或冲床加工成型。
53.参见图8、图9,在本实施例中,第二夹件12设有中心孔16,中心孔16 用于穿插m5x20内六角螺丝18。
54.参见图12,在本实施例中,电机轴19上设有第一键槽20,第一夹件5 的轴孔11对应第一键槽20设有第二键槽,电机轴19插入轴孔11,第一键槽20、第二键槽之间安装有键块,电机轴19前端设有有m5xx20深的螺纹孔 21,用m5x20内六角螺丝、垫片和弹簧垫片将布轮和第一夹件5固定。
55.第一夹件5的定位环7与电机轴19端面对齐。
56.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1