一种连续工作的振壳机装置的制作方法
1.本实用新型涉及精铸生产装置技术领域,具体涉及一种连续工作的振壳机装置。
背景技术:
2.精密铸造是相对于传统的铸造工艺而言的一种铸造方法,它能获得相对准确地形状和较高的铸造精度,较普遍的做法是:首先根据产品要求设计制作(可留余量非常小或者不留余量)的模具,用浇铸的方法铸蜡,获得原始的蜡模;在蜡模上重复涂料与撒砂工序,硬化型壳及干燥;再将内部的蜡模溶化掉,是为脱蜡,获得型腔;焙烧型壳以获得足够的强度;浇注所需要的金属材料;脱壳后清沙,从而获得高精度的成品。
3.现有的脱壳装置一般完成一件铸件的脱模后,需人工关闭振动装置,换模、清理工作台后重新开启装置,另外工人换模时离振动装置比较近,这样不安全又影响生产效率,因此有必要提供一种安全、连续工作的振壳机装置解决上述技术问题。
技术实现要素:
4.(一)要解决的技术问题为了克服现有技术不足,现提出一种连续工作的振壳机装置,能够连续进行上料工作、自动清理砂模,既保证了工人安全又提高了生产效率。
5.(二)技术方案
6.本实用新型通过如下技术方案实现:本实用新型提出了一种连续工作的振壳机装置,包括机架壳体以及设置于机架壳体内部顶端的风镐组件,所述风镐组件的下方设置有升降进给装置,所述升降进给装置上设置有夹持铸件的夹持装置,所述机架壳体的一侧设置有静电除尘装置,所述静电除尘装置通过管道与机架壳体内部相连通。
7.进一步的,所述升降进给装置包括升降架体、设置于升降架体上的进给平台,所述升降架体包括工字钢轨道下梁、工字钢轨道上梁以及连接工字钢轨道下梁与工字钢轨道上梁的液压升降杆,所述液压升降杆包括第一升降杆、第二升降杆以及液压推杆,所述第一升降杆与所述第二升降杆相铰接,所述液压推杆的推杆末端与第一升降杆相连接。
8.进一步的,所述进给平台通过其两侧的滚轮卡合于工字钢轨道上梁的槽口内且能够沿槽口水平移动,所述进给平台上设置有丝杆机构,所述丝杆机构包括丝杆以及设置于进给平台下方的丝杆滑块,所述丝杆的一端与固定于升降架体上的驱动电机的输出端传动连接,所述进给平台上还开设有落屑孔。
9.进一步的,所述夹持装置包括两个相对设置于升降进给装置上的电动推杆,所述电动推杆的推杆顶端设置夹板安装头,所述夹板安装头的末端固定有夹板,所述电动推杆与夹板安装头之间设置有弹簧。
10.(三)有益效果
11.本实用新型相对于现有技术,具有以下有益效果:
12.本实用新型提到的一种连续工作的振壳机装置,设置有升降进给装置其上设置有进给平台,只需将工件放入至进给平台上即可,工件将自动被推送入振壳机中并移动至风
镐组件的下方,无需关闭风镐组件,能够连续加工,避免了人工操作的不安全性,设置的夹持装置不仅能够夹持工件,还能够清理进给平台上的砂模碎屑,并通过进给平台上落屑孔落下,提高了生产效率。
附图说明
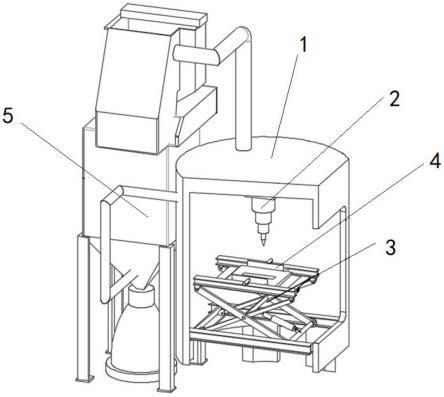
13.图1是本实用新型结构示意图。
14.图2是图1中升降进给装置的结构示意图。
15.图3是图2中进给平台的结构示意图。
16.图4是夹持装置的结构示意图。
17.1-机架壳体;2-风镐组件;3-升降进给装置;4-夹持装置;5-静电除尘装置;6-进给平台;7-滚轮;8-丝杆机构;9-驱动电机;10-落屑孔;31-升降架体;32-液压升降杆;41-电动推杆;42-夹板安装头;43-夹板;44-弹簧;81-丝杆;82-丝杆滑块;311-工字钢轨道下梁;312-工字钢轨道上梁;321-第一升降杆;322-第二升降杆;323-液压推杆。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.如图1-图4所示的一种连续工作的振壳机装置,包括机架壳体1、风镐组件2、升降进给装置3、夹持装置4以及静电除尘装置5,静电除尘装置5通过管道与机架壳体1相连通,机架壳体1为一带有侧面开口的箱体式结构,开口处设置有移门,风镐组件2设置于机架壳体1的内部上方,(风镐组件1由配气机构、冲击机构和镐钎等组成,冲击机构是一个厚壁气缸,内有一冲击锤可沿气缸内壁作往复运动,镐钎的尾部插入气缸的前端,气缸后端装有配气阀箱,被用于清理砂模),位于风镐组件1的下方设置有升降进给装置3,升降进给装置3包括升降架体31,升降架体31上设置有进给平台6以及液压升降杆32,升降架体31包括工字钢轨道下梁311、工字钢轨道上梁312,工字钢轨道下梁311固定于机架壳体1的底部,液压升降杆32设置于工字轨道下梁311上,工字钢轨道上梁312设置于液压升降杆32上方,液压升降杆32包括第一升降杆321、第二升降杆322以及液压推杆323,第一升降杆321与第二升降杆322铰接,液压推杆323的推杆与第一升降杆321连接,从而带动液压升降杆32上下移动,进而带动进给平台6上下运动,进给平台6的两侧设置有滚轮7,滚轮7卡合于工字钢轨道上梁312的槽口中并沿其滚动,进给平台6下设置有丝杆机构8,丝杆机构8包括丝杆81与丝杆滑块82,丝杆81的一端与驱动电机9传动连接,驱动电机9为伺服电机,能够驱动丝杆81转动,从而带动丝杆滑块82移动,进而实现进给平台6的水平移动,进给平台6的中间位置开设有落屑孔10,夹持装置4设置于工字钢轨道上梁312上包括两个相对的电动推杆41,电动推杆41的末端设置有夹板安装头42,夹板安装头42上设置有夹板42,两个电动推杆41相对推出夹板42来夹持固定工件,电动推杆41的夹板安装头42与电动推杆41之间安设有弹簧44,用于在夹持工件时起到缓冲作用,保护夹具不受损坏。
20.本实用新型提到的一种连续工作的振壳机装置,其在具体使用时,启动振壳机装置,打开位于机架壳体1一侧的移动门,此时驱动电机9驱动丝杆机构8运动,向外带动进给
平台6,使得进给平台6移动出机架壳体1的送料口,将待加工的工件放入进给平台6上,夹持装置4上两个电动推杆41推动夹板42相对运动并对工件进行装夹固定,待装夹完毕后,控制驱动电机9反转,进给平台6从送料口进入机架壳体1中,此时控制液压推杆323使得在液压升降杆32的作用下,把进给平台6抬升至风镐组件2的下方进行砂模的清理,静电除尘装置5将产生的灰尘通过管道吸入进行静电除尘处理,工件加工完毕后,控制液压推杆323将进给平台6复位,并控制驱动电机9将进给平台6推送出出料口,工人将工件拿下即可,此时电动推杆41控制夹板42对进给平台6上的碎屑进行刮扫并将其推入至落屑孔10中,即完成一个工件的加工过程,对于批量化的制作,本装置采用plc控制系统,可选用三菱plc可编程控制器fx3u-16,实现自动批量化的制作,综上所述,本装置能够连续进行上料工作、自动清理砂模,既保证了工人安全又提高了生产效率。
21.上面所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围,本实用新型请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1