一种圆形零件倒边设备的制作方法
1.本实用新型涉及镜片加工技术领域,具体涉及一种圆形零件倒边设备。
背景技术:
2.光学零件保护性倒边是为了防止锋利的尖边划伤人的接触部位,防止零件与其它物体接触使零件的边缘出现破边现象。倒边的面可以是平面,也可以是弧形面,最初的光学零件倒边是手工在球模中倒边,球模旋转、手把零件放在球模中、前后推动零件、并调换位置。
3.传统的球磨方式是在铸铁凹球模中加金刚砂浆倒边,将金刚石铸在青铜中制成模具,加工效率高,使用寿命长,倒边模还有v形的,不能摆动,且只能在一个位置倒边,从而模具极易出现部分磨损,金刚砂被磨没后,倒边模即无法使用,加工成本大大提高,也容易出现破边问题。
技术实现要素:
4.本实用新型要解决上述技术问题并提供一种圆形零件倒边设备,加工效率高,倒边质量好,并且有效降低了加工成本。
5.为了解决上述技术问题,本实用新型提供了一种圆形零件倒边设备,包括机架,所述机架上设置有支撑座和摇篮,所述支撑座侧表面上设置有旋转压杆,所述旋转压杆顶部设置有下压动力组件,所述旋转压杆底部设置有定位压头,所述摇篮设置在旋转压杆下方,所述摇篮外部与偏心摆动机构连接,所述摇篮内部设置有水斗,所述水斗内设置有倒边球模,所述倒边球模通过倒边主轴与倒边传动机构连接;
6.所述定位压头与倒边球模之间还设置有零件夹具,所述零件夹具底面上设置有零件凹槽,所述零件夹具顶部设置为第一凸型球面,所述零件夹具对应的定位压头上设置有第二凹型球面,所述第一凸型球面和第二凹型球面的曲率半径相同。
7.进一步的,所述摇篮与机架之间设置有两个轴座,两个轴座同轴设置,所述摇篮上还设置有与轴座配合的转轴。
8.进一步的,所述偏心摆动机构包括减速电机、偏心轮和连接杆,所述偏心轮安装在减速电机上,所述连接杆一端与偏心轮轴连,另一端与摇篮连接。
9.进一步的,所述倒边传动机构包括传动电机和皮带组件,所述传动电机通过皮带组件与倒边主轴连接。
10.进一步的,所述水斗上设置有循环水泵,所述循环水泵的出水端与万向管连接。
11.进一步的,所述旋转压杆包括导向套和导向杆,所述导向套与支撑座固定连接,所述导向套套设在导向杆表面,所述导向杆顶部与下压动力组件连接,所述下压动力组件为气缸。
12.进一步的,所述导向套与导向杆之间还设置有自动复位机构,所述自动复位机构包括弹簧和限位环,所述限位环设置在导向杆上,所述弹簧设置在导向套内,所述限位环从
上至下压缩弹簧。
13.进一步的,所述倒边球模与倒边主轴螺纹连接。
14.本实用新型的有益效果:
15.1、倒边球模能够转动并且摆动,即带动零件及旋转压杆转动,零件的边缘能够被均匀倒边,并且在由于摆动动作的加入,倒边球模在倒边过程中,具有大范围的倒边接触面,从而磨损的比较均匀,利用率高,可以在很长的时间内连续倒边,磨倒边模的更换间隔很长,从而降低了倒边成本。
16.2、零件夹具的第一凸型球面与定位压头的第二凹型球面配合,能够在压力下自动定位,当零件放置不正时,两者接触位置只有一点,在压力的作用下,零件夹具和定位压头向不受压的方向移动,直至压头与夹具的球面全部接触为止,操作简单,倒边精度大大提高,并且倒边质量得到保障。
附图说明
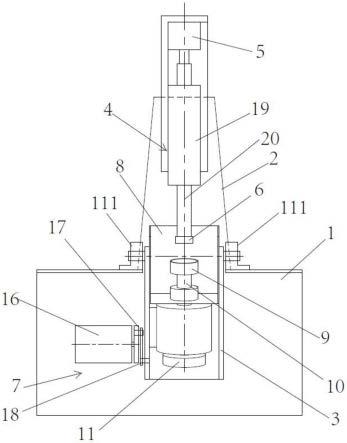
17.图1是本实用新型的正视结构示意图;
18.图2是本实用新型的侧视结构示意图;
19.图3是本实用新型倒边处的爆炸示意图;
20.图4是本实用新型摆放零件时的结构示意图;
21.图5是本实用新型自适应调整位置后的结构示意图;
22.图6是本实用新型旋转压杆的机构示意图。
具体实施方式
23.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
24.参照图1至图5所示,本实用新型的圆形零件倒边设备的一实施例,包括机架1,机架上设置有支撑座2和摇篮3,支撑座侧表面上设置有旋转压杆4,旋转压杆顶部设置有下压动力组件5,旋转压杆底部设置有定位压头6,摇篮设置在旋转压杆下方,摇篮外部与偏心摆动机构7连接,摇篮内部设置有水斗8,水斗内设置有倒边球模9,倒边球模通过倒边主轴10与倒边传动机构11连接;定位压头与倒边球模之间还设置有零件夹具12,零件夹具底面上设置有零件凹槽13,零件夹具顶部设置为第一凸型球面14,零件夹具对应的定位压头上设置有第二凹型球面15,第一凸型球面和第二凹型球面的曲率半径相同。
25.倒边过程:将零件112装在零件夹具中,零件和零件夹具一体向下放在倒边球模中,下压动力组件向下推动旋转压杆,使下压动力组件底部的定位压头的第二凹型球面与零件夹具表面的第一凸型球面接触,通过下压力的作用,零件夹具带着零件能够在定位丫头和倒边球模之间自动调正位置,使零件表面与旋转压杆的轴向垂直。偏心摆动机构和倒边传动机构启动,倒边球模转动并且摆动,从而带动零件及旋转压杆转动,零件的边缘即可均匀倒边。倒边球模的表面大范围接触,磨损的比较均匀,磨损位置不在一处,可以在很长的时间连续倒边,磨倒边模的更换间隔很长。倒边结束后,偏心摆动机构和倒边传动机构停止动作,下压动力组件复位,解除对旋转压杆的施压,将倒边球模取出即可得到一面倒边完成的零件,继续上述操作,完成另一面倒边。
26.具体的,摇篮与机架之间设置有两个轴座111,两个轴座同轴设置,摇篮上还设置有与轴座配合的转轴,两个轴座的轴线、倒边球模的轴线和旋转压杆的轴线相交与一个点上,能够保证零件在倒边模中不跳动,倒边质量大大提高。
27.上述偏心摆动机构包括减速电机16、偏心轮17和连接杆18,偏心轮安装在减速电机上,连接杆一端与偏心轮轴连,另一端与摇篮连接,结构体积小,能够快速的实现来回摆动,满足倒边需求。倒边传动机构包括传动电机和皮带组件,传动电机通过皮带组件与倒边主轴连接,结构简单,运行稳定。还在水斗上设置有循环水泵,循环水泵的出水端与万向管连接,将倒边用的液体进行循环抽取使用,节约使用成本。
28.上述的旋转压杆包括导向套19和导向杆20,导向套与支撑座固定连接,起到径向定位作用,导向杆还能够在导向套内转动,导向套套设在导向杆表面,导向杆顶部与下压动力组件连接,下压动力组件为气缸,便于施压。
29.在一实施例中,参照图6所示,导向套与导向杆之间还设置有自动复位机构,在气缸不动作时,导向杆能够自动复位,降低对气缸的伤害,在气缸断气时,导向杆不会掉落砸伤倒边球模,具体的,自动复位机构包括弹簧21和限位环22,限位环设置在导向杆上,弹簧设置在导向套内,限位环从上至下压缩弹簧,具有良好的复位效果,其中导向套的顶部和底部均设置有可拆卸的端板,便于组装,并且也具有导向作用。
30.在一实施例中,倒边球模与倒边主轴螺纹连接,便于更换。
31.以上实施方式仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施方式对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施方式技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1