高炉智能化出铁控制装置的制作方法
1.本实用新型涉及高炉出铁控制技术领域,尤其涉及一种高炉智能化出铁控制装置。
背景技术:
2.降低高炉出铁场工作强度,实现智能化出铁,一直是冶金工作者奋斗的目标。当前出铁场开堵铁口、摆动溜嘴摆动等多采用现场人工控制,操作方式多为无线遥控或就地操作箱控制,铁水的测温取样也多为人工操作,工作环境较差,岗位操作工较多。铁水罐灌装量目标值也多以现场工人借助铁水称重设备并凭经验调整溜嘴角度实现,铁水装准率相对较低,尤其是一键式炼钢技术的应用以来,对铁水的装准率也提出了更高的要求。
3.由此,本发明人凭借多年从事相关行业的经验与实践,提出一种高炉智能化出铁控制装置,以克服现有技术的缺陷。
技术实现要素:
4.本实用新型的目的在于提供一种高炉智能化出铁控制装置,克服现有技术中存在的问题,本实用新型通过配置先进的炉前设备及控制监控设备,实现高炉智能化出铁,既降低了出铁场工人劳动强度,又可实现较高的铁水装准率,为炼钢提供可靠稳定的原料条件。
5.本实用新型的目的是这样实现的,一种高炉智能化出铁控制装置,包括炉前设备、摆动溜嘴、控制监控设备和控制系统,所述炉前设备包括设置于主沟一侧的炉前开口机和泥炮,所述炉前开口机和所述泥炮均与所述控制系统信号连接,所述炉前开口机由所述控制系统控制一键开口,所述泥炮的入口处设置自动装泥装置;所述摆动溜嘴设置于主沟的出口处,所述摆动溜嘴的两端开口分别位于铁水罐的上方,所述摆动溜嘴与所述控制系统信号连接;所述控制监控设备包括炉前测温部、铁水罐称量部、铁水罐液位检测部、主沟摄像部和溜嘴摄像部,所述炉前测温部、所述铁水罐称量部、所述铁水罐液位检测部、所述主沟摄像部和所述溜嘴摄像部均与所述控制系统信号连接。
6.在本实用新型的一较佳实施方式中,还包括为所述炉前开口机和所述泥炮提供动力的液压站,所述液压站与所述控制系统信号连接。
7.在本实用新型的一较佳实施方式中,还包括能自主沟内取样的炉前自动取样装置,所述炉前自动取样装置与所述控制系统信号连接。
8.在本实用新型的一较佳实施方式中,所述控制监控设备还包括铁水罐罐号识别系统,所述铁水罐罐号识别系统与所述控制系统信号连接。
9.在本实用新型的一较佳实施方式中,所述控制监控设备还包括出铁场环境除尘系统,所述出铁场环境除尘系统与所述控制系统信号连接。
10.在本实用新型的一较佳实施方式中,所述控制监控设备还包括水渣系统,所述水渣系统与所述控制系统信号连接。
11.在本实用新型的一较佳实施方式中,所述控制监控设备还包括铁水罐车就位限位
开关,所述铁水罐车就位限位开关与所述控制系统信号连接。
12.在本实用新型的一较佳实施方式中,所述炉前测温部为炉前红外连续测温装置。
13.在本实用新型的一较佳实施方式中,所述铁水罐液位检测部为设置于铁水罐顶部的铁水罐位雷达料位计。
14.在本实用新型的一较佳实施方式中,所述主沟摄像部和所述溜嘴摄像部均为耐高温高清摄像头。
15.由上所述,本实用新型的高炉智能化出铁控制装置具有如下有益效果:
16.本实用新型的高炉智能化出铁控制装置中,通过配置先进的炉前设备及控制监控设备,实现高炉智能化出铁,既降低了出铁场工人劳动强度,又可实现较高的铁水装准率,为炼钢提供可靠稳定的原料条件。
附图说明
17.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
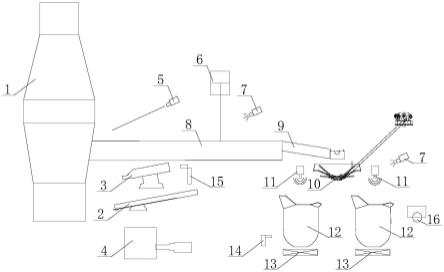
18.图1:为本实用新型的高炉智能化出铁控制装置的示意图。
19.图中:
20.1、高炉;2、炉前开口机;3、泥炮;4、液压站;5、炉前红外连续测温装置;6、炉前自动取样装置;7、耐高温高清摄像头;8、主沟;9、支铁沟;10、摆动溜嘴;11、铁水罐位雷达料位计;12、铁水罐;13、铁水罐称量部;14、铁水罐车就位限位开关;15、自动装泥装置;16、铁水罐罐号识别系统。
具体实施方式
21.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图说明本实用新型的具体实施方式。
22.在此描述的本实用新型的具体实施方式,仅用于解释本实用新型的目的,而不能以任何方式理解成是对本实用新型的限制。在本实用新型的教导下,技术人员可以构想基于本实用新型的任意可能的变形,这些都应被视为属于本实用新型的范围。需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
23.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
24.如图1所示,本实用新型提供一种高炉智能化出铁控制装置,高炉智能化出铁控制
装置包括炉前设备、摆动溜嘴、控制监控设备和控制系统,炉前设备包括设置于主沟8一侧的炉前开口机2和泥炮3,炉前开口机2和泥炮3均与控制系统信号连接,炉前开口机2由控制系统控制一键开口,泥炮3的入口处设置自动装泥装置15;
25.摆动溜嘴10设置于主沟的出口处,通常在主沟的出口处设置支铁沟9,支铁沟9的出口位于摆动溜嘴10的顶部;摆动溜嘴10与控制系统信号连接,控制系统控制摆动溜嘴10的摆动状态,摆动溜嘴10可实现就地及远程操作;
26.控制监控设备包括炉前测温部、铁水罐称量部13、铁水罐液位检测部、主沟摄像部和溜嘴摄像部,炉前测温部、铁水罐称量部、铁水罐液位检测部、主沟摄像部和溜嘴摄像部均与控制系统信号连接。摆动溜嘴10的摆动与铁水罐称量部13获得的铁水重量连锁,即当铁水罐12中达到所需铁水重量后,摆动溜嘴10自动摆至另一侧,对另一侧铁水罐12进行罐装。
27.本实用新型的高炉智能化出铁控制装置中,通过配置先进的炉前设备及控制监控设备,实现高炉智能化出铁,既降低了出铁场工人劳动强度,又可实现较高的铁水装准率,为炼钢提供可靠稳定的原料条件。
28.进一步,如图1所示,本实用新型还包括为炉前开口机2和泥炮3提供动力的液压站4,液压站4与控制系统信号连接。炉前开口机2和泥炮3通过液压站4提供动力源,实现对铁口的开堵。炉前开口机2和泥炮3均可由控制系统实现就地或远程控制。炉前开口机2依靠控制系统可实现一键开口,记录开口深度。泥炮3的打泥量通过液压系统流量换算,并输出数据,记录打泥量,数据传至控制系统。
29.进一步,如图1所示,本实用新型还包括能自主沟8内取样的炉前自动取样装置6,炉前自动取样装置6与控制系统信号连接。炉前自动取样装置6实现铁水取样,并通过风动送样设备(现有技术)送至分析中心(现有技术),获得铁水成分,数据传至控制系统。
30.进一步,如图1所示,控制监控设备还包括铁水罐罐号识别系统16,铁水罐罐号识别系统16与控制系统信号连接。
31.进一步,控制监控设备还包括出铁场环境除尘系统,出铁场环境除尘系统与控制系统信号连接,出铁场环境除尘系统启闭信号传至控制系统。
32.进一步,控制监控设备还包括水渣系统,水渣系统与控制系统信号连接,水渣系统启闭信号传至控制系统。
33.进一步,如图1所示,控制监控设备还包括铁水罐车就位限位开关14,铁水罐车就位限位开关14与控制系统信号连接,铁水罐车就位限位开关14把铁水罐车的就位信号传至控制系统。
34.进一步,如图1所示,炉前测温部为炉前红外连续测温装置5,炉前红外连续测温装置5用于测量炉前的铁水温度,数据传至控制系统。
35.进一步,如图1所示,铁水罐液位检测部为设置于铁水罐顶部的铁水罐位雷达料位计11。铁水罐位雷达料位计11用于铁水罐12内的液位检测,数据传至控制系统。
36.进一步,如图1所示,主沟摄像部和溜嘴摄像部均为耐高温高清摄像头7。主沟摄像部用于观察主沟液面和监控炉前设备,画面传至控制系统。溜嘴摄像部用于监控铁水罐12位置,画面传至控制系统。
37.当具备以下条件时,操作员可通过在中控楼的控制系统实现高炉智能化出铁操
作:
38.1)当高炉本体具备出铁条件;
39.2)炉前的液压站4具备启动条件,炉前开口机2和泥炮3具备启动条件,控制显示在远程,可通过监控画面看到炉前设备位置;
40.3)铁水罐车就位信号在控制系统已显示,监控画面显示铁水罐12在受铁位;
41.4)铁水罐铁水质量在控制系统已显示;
42.5)摆动溜嘴10偏向受铁罐位,摆动溜嘴控制显示在远程;
43.6)雷达料位计测量的铁水罐内铁水液面在控制系统已显示;
44.7)出铁场环境除尘系统,开启信号在控制系统已显示;
45.8)水渣系统,开启信号在控制系统已显示。
46.开启智能化出铁模式,液压站4启动,带动炉前开口机2动作,完成一键开口,然后炉前开口机2回到待机位,铁水通过主沟8、撇渣器(现有技术)、支铁沟9、摆动溜嘴10流至铁水罐12内。
47.铁水罐12内铁水重量持续增加,直到到达预定目标值,通过控制系统的连锁控制使摆动溜嘴10摆至另一侧,对另一铁水罐进行罐装,完成铁水精确罐装,满足炼钢对铁水用量要求。
48.通过铁水罐位雷达料位计11,检测铁水罐12内的铁水液位,数据传至控制系统。
49.通过炉前红外连续测温装置5,用于测量铁水温度,数据传至控制系统。
50.通过炉前自动取样装置6,实现铁水取样,并通过风动送样设备送至分析中心,获得铁水成分,数据传至控制系统。
51.通过炉前的耐高温高清摄像头7,观察主沟液面变化,待液面明显上涨,有炉渣出现时,打开沙坝,炉渣通过渣沟至水渣系统,完成炉渣处理。
52.通过炉前的耐高温高清摄像头7,观察出铁出渣情况,具备堵口条件时,泥炮在液压站作用下完成一键堵口,然后达到系统设定停留时间后回至待机位。通过自动装泥装置完成装泥,等待下次出铁。
53.满罐铁水罐送至炼钢,半罐铁水罐等待下次出铁。摆动溜嘴10摆回待机位。
54.出铁控制系统记录罐号、装入铁水量、温度、成分等信息,并传送给后续炼钢生产控制系统。
55.高炉完成一次出铁操作。
56.由上所述,本实用新型的高炉智能化出铁控制装置具有如下有益效果:
57.本实用新型的高炉智能化出铁控制装置中,通过配置先进的炉前设备及控制监控设备,实现高炉智能化出铁,既降低了出铁场工人劳动强度,又可实现较高的铁水装准率,为炼钢提供可靠稳定的原料条件。
58.以上所述仅为本实用新型示意性的具体实施方式,并非用以限定本实用新型的范围。任何本领域的技术人员,在不脱离本实用新型的构思和原则的前提下所作出的等同变化与修改,均应属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1