一种立磨工装的制作方法
1.本技术涉及齿轮装夹及打磨领域,更具体地涉及一种立磨工装。
背景技术:
2.现有齿轮抛光方式大多采用卧式抛光,即齿轮垂直于地面,然后通过刀具对齿轮的侧面进行抛光,但这类加工方式无法同时加工齿轮的两面,需要在加工完齿轮的一面,将齿轮拆卸下来,然后换一面装上,再进行加工,因此较为麻烦,例如申请号“cn202022435661.0”,专利名称为“一种机械加工用齿轮打磨装置”,其包括一连接圆块18,齿轮被设于所述连接圆块18上,然后通过扳动把11将齿轮与打磨砂轮6接触,但这类装夹方式,导致其仅能打磨齿轮的一面,因此在打磨完成后需要换面安装才能打磨齿轮的另一面。
3.因此提供一种能同时打磨齿轮两面、结构简单、拆装便捷、实用性高的立磨工装的需求是存在的。
技术实现要素:
4.本技术主要目的在于提供一种立磨工装,其中,所述立磨工装能够有效地利用其自身的结构配置实现能同时打磨齿轮两面、拆装便捷的优势。
5.本技术的另一目的在于提供一种立磨工装,其中,所述立磨工装包括多个第一磨块和多个第二磨块,多个所述第一磨块和多个所述第二磨块相对设置,其中立磨工装还包括一工件,所述工件包括一齿轮件,所述齿轮件被置于多个所述第一磨块和所述第二磨块之间,进而便于打磨齿轮件的两面。
6.本技术的另一目的在于提供一种立磨工装,其中,所述立磨工装结构简单、操作便捷,不涉及复杂的制造工艺和昂贵的材料,具有较高的经济性,易于推广和使用。
7.为了实现上述至少一发明目的,本技术提供了一种立磨工装,其中所述立磨工装,包括:
8.多个均布的第一磨块,多个所述第一磨块共同形成环状,每一所述第一磨块与相邻的所述第一磨块均间隔预定距离,且每一所述第一磨块均呈瓦片状;以及
9.多个第一支撑件,其中两个所述第一支撑件对应一个所述第一磨块,且两所述第一支撑件的一端与对应的所述第一磨块的一侧可拆卸连接。
10.在本技术一个或多个实施例中,每一所述第一磨块的侧壁还具有贯穿所述第一磨块的至少两相对设置的第一定位孔,其中两所述第一支撑件分别对应所述第一磨块的两所述第一定位孔。
11.在本技术一个或多个实施例中,所述立磨工装还包括一工件,所述工件包括一轴杆和一齿轮件,所述轴杆的一端穿过所述齿轮件的中心,且所述轴杆与所述齿轮件键连接。
12.在本技术一个或多个实施例中,所述轴杆具有一抵靠端,当所述齿轮件与所述轴杆相配合时,所述轴杆的所述抵靠端与所述齿轮件的一侧相接触,其中所述工件还包括一套筒,所述套筒与所述轴杆套接连接,并与所述齿轮件背离所述抵靠端的一侧相接触,进而
限定所述齿轮件的轴向移动。
13.在本技术一个或多个实施例中,所述立磨工装包括多个均布的第二磨块,多个所述第二磨块呈环状分布,每一所述第二磨块与相邻的所述第二磨块均间隔预定距离,每一所述第二磨块的侧壁还具有贯穿所述第二磨块的至少两相对设置的第二定位孔。
14.在本技术一个或多个实施例中,所述第二磨块呈瓦片状。
15.在本技术一个或多个实施例中,所述立磨工装包括多个第二支撑件,其中两个所述第二支撑件对应一个所述第二磨块,且两所述第二支撑件的一端与对应的所述第二磨块的一侧可拆卸连接,同时两所述第二支撑件分别对应所述第二磨块的两所述第二定位孔。
16.在本技术一个或多个实施例中,所述第一磨块和所述第二磨块的尺寸一致。
附图说明
17.从下面结合附图对本技术实施例的详细描述中,本技术的这些和/或其它方面和优点将变得更加清楚并更容易理解,其中:
18.图1图示了一种立磨工装的第一种实施方式的结构示意图。
19.图2图示了多个第一磨块的布置示意图。
20.图3图示了一种立磨工装的第二种实施方式的结构示意图。
21.图4图示了多个第二磨块的布置示意图。
22.图5和图6图示了一种立磨工装应用原理图。
具体实施方式
23.以下说明书和权利要求中使用的术语和词不限于字面的含义,而是仅由本发明人使用以使得能够清楚和一致地理解本技术。因此,对本领域技术人员很明显仅为了说明的目的而不是为了如所附权利要求和它们的等效物所定义的限制本技术的目的而提供本技术的各种实施例的以下描述。
24.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
25.虽然比如“第一”、“第二”等的序数将用于描述各种组件,但是在这里不限制那些组件。该术语仅用于区分一个组件与另一组件。例如,第一组件可以被称为第二组件,且同样地,第二组件也可以被称为第一组件,而不脱离实用新型构思的教导。在此使用的术语“和/或”包括一个或多个关联的列出的项目的任何和全部组合。
26.在这里使用的术语仅用于描述各种实施例的目的且不意在限制。如在此使用的,单数形式意在也包括复数形式,除非上下文清楚地指示例外。另外将理解术语“包括”和/或“具有”当在该说明书中使用时指定所述的特征、数目、步骤、操作、组件、元件或其组合的存在,而不排除一个或多个其它特征、数目、步骤、操作、组件、元件或其组的存在或者附加。
27.申请概述
28.现有齿轮抛方式大多采用卧式,即齿轮垂直于地面,但这类加工方式无法同时加工齿轮的两面,需要在加工完齿轮的一面,将齿轮拆卸下来,然后换一面装上,再进行加工,因此较为麻烦。
29.基于此,需要一种能同时打磨齿轮两面、结构简单、拆装便捷、实用性高的立磨工装。
30.基于上述技术问题,本技术提出一种立磨工装,其中,所述立磨工装结构简单,不涉及复杂的制造工艺和昂贵的材料,具有较高的经济性,同时,对于生产厂家来说,本技术所提供的立磨工装易于生产,且成本低廉,更有利于控制生产成本,进一步有利于产品推广和使用。
31.示意性立磨工装
32.参考图1至图6,依本实用新型一较佳实施例的立磨工装,具体如图1和图2所示的本实用新型的第一种实施方式,所述立磨工装包括多个均布的第一磨块10,其中如图2所示,多个所述第一磨块10共同形成环状,每一所述第一磨块10与相邻的所述第一磨块10均间隔预定距离。其中需要说明的是,每一所述第一磨块10的侧壁还具有贯穿所述第一磨块10的至少两相对设置的第一定位孔101。
33.进一步地,所述第一磨块10呈弧形,具体来说,所述第一磨块10呈瓦片状。其中本领域技术人员应当理解的是,本实用新型由于是立磨工装,因此多个所述第一磨块10的布置方式为垂直于地面,并共同构成环状。
34.进一步地,所述立磨工装包括多个第一支撑件20,其中两个所述第一支撑件20对应一个所述第一磨块10,且两所述第一支撑件20的一端与对应的所述第一磨块10的一侧可拆卸连接,同时两所述第一支撑件20分别对应所述第一磨块10的两所述第一定位孔101。其中本领域技术人员,应当理解的是,两所述第一支撑件20与所述第一磨块10的连接方式可被实施为螺钉或螺栓连接,进而使得多个所述第一支撑件20能够限定多个所述第一磨块10的位置。
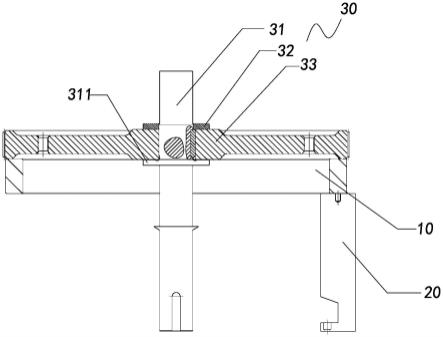
35.其中需要说明的是,所述立磨工装还包括一工件30,所述工件30包括一轴杆31、一套筒32和一齿轮件33,所述轴杆31的一端穿过所述齿轮件33的中心,且所述轴杆31与所述齿轮件33键连接,从而使得所述齿轮件33与所述轴杆31相配合,另外需要说明的是,所述轴杆31具有一抵靠端311,当所述齿轮件33与所述轴杆31相配合时,所述轴杆31的所述抵靠端311与所述齿轮件33的一侧相接触,同时诉所述套筒32与所述轴杆31套接连接,并与所述齿轮件33背离所述抵靠端311的一侧相接触,进而限定所述齿轮件33的轴向移动。另外还需要说明的是,所述第一磨块10背离所述第一支撑件20的一侧被用于加工所述齿轮件33的侧壁。如图1所示,所述工件30位于多个所述第一磨块10的中心,同时所述齿轮件33背离所述套筒32的一侧抵靠在多个所述第一磨块10背离多个所述第一支撑件20的一侧。
36.其中本领域技术人员应当理解的是,外部装置300与所述轴杆31背离所述套筒32的一端相连,并且外部装置300能够带动所述工件30进行转动,从而使得所述齿轮件33表面在所述第一磨块10上进行摩擦,而从打磨所述齿轮件33的表面,以达到抛光要求。
37.具体如图3和图4所示的本实用新型的第二种实施方式,其中所述立磨工装的第二种实施方式基本与所述第一种实施方式一致,不同之处如下所述:
38.具体地,所述立磨工装包括多个均布的第二磨块40,多个所述第二磨块40呈环状分布,每一所述第二磨块40与相邻的所述第二磨块40均间隔预定距离。其中需要说明的是,每一所述第二磨块40的侧壁还具有贯穿所述第二磨块40的至少两相对设置的第二定位孔401。
39.进一步地,所述第二磨块40呈弧形,具体来说,所述第二磨块40呈瓦片状。
40.进一步地,所述立磨工装包括多个第二支撑件50,其中两个所述第二支撑件50对应一个所述第二磨块40,且两所述第二支撑件50的一端与对应的所述第二磨块40的一侧可拆卸连接,同时两所述第二支撑件50分别对应所述第二磨块40的两所述第二定位孔401。其中本领域技术人员,应当理解的是,两所述第二支撑件50与所述第二磨块40的连接方式可被实施为螺钉或螺栓连接,进而使得多个所述第二支撑件50能够限定多个所述第二磨块40的位置。
41.其中需要说明的是,多个所述第二磨块40和多个所述第一磨块10一一对应。
42.其中如图6所示,本实用新型的第二种实施方式能够同时加工所述齿轮件33的两侧壁,进而提高,另外多个所述第二支撑件50背离多个所述第二磨块40的一侧均与外部升降装置400,其中外部升降升降装置400能够带动多个所述第二磨块40往背离所述工件30的方向移动,进而便于用于放置或取出所述工件30,反之则能够加工所述齿轮件33的两面,其中需要说明的是,现有齿轮抛方式大多采用卧式,即齿轮垂直于地面,但这类加工方式无法同时加工齿轮的两面,需要在加工完齿轮的一面,将齿轮拆卸下来,然后换一面装上,再进行加工,因此较为麻烦,例如申请号“cn202022435661.0”,专利名称为“一种机械加工用齿轮打磨装置”。
43.综上,基于本技术实施例的所述立磨工装被阐明,其为所述立磨工装提供能同时打磨齿轮两面、结构简单、拆装便捷、实用性高等优势。
44.值得一提的是,在本技术实施例中,所述立磨工装结构简单,不涉及复杂的制造工艺和昂贵的材料,具有较高的经济性。同时,对于生产厂家来说,本技术所提供的立磨工装易于生产,且成本低廉,更有利于控制生产成本,进一步有利于产品推广和使用。
45.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的目的已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离该原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1