一种具有内外对靶的双排工位真空镀膜装置的制作方法
1.本实用新型属于真空镀膜技术领域,特别涉及一种镀膜装置。
背景技术:
2.真空镀膜是指将装有基片和靶材的真空室抽成真空,以蒸发和溅射等方式处理靶材,最终在基片表面镀上薄膜的过程。当采用蒸发方式处理靶材时,靶材表面组分以原子团或离子形式被蒸发出来,将沉降在基片表面,通过成膜过程后形成薄膜;而当采用溅射方式镀膜时,需采用电子或高能激光轰击靶材,使得靶材表面组分以原子团或离子形式被溅射出来,并最终沉积在基片表面,经历成膜过程,最终在基片形成薄膜。无论是采用蒸发方式溅射方式处理靶材,都要求镀膜设备能构建具有指定真空度的真空室、并能保证靶材与基片之间有足够的、稳定的靶间距,这就要求真空镀膜装置中对基材设置固定工位,操作人员在真空镀膜前需将的基材一一挂装到对应工位上,保证基材再加工过程中稳定挂装、基材表面与靶材之间保持需求的间距后,才能在真空镀膜装置中抽真空,对基材开始真空镀膜加工。
3.现有技术中提供的真空镀膜装置真存在明显的入炉量少的问题:现有技术中提供的真空镀膜装置中往往以固定的靶材安装位固定靶材、以固定基材安装位安装单排基材,在这样的设置方式之下,镀膜装置单次只能加工单排基材,基材入炉量少,加工效率较低。
4.为解决上述问题,现有技术中提供了具有多工位、一次性可加工较多基材的镀膜装置,请参阅图1,如图1所示为现有技术中提供的具有双层工位的镀膜装置,在该镀膜装置中a1为外层基材,a2为内层基材,b为靶材;将该镀膜装置应用于具体的基材镀膜加工场景中时,操作人员可一次性挂装内外两层基材,以靶材对内层基材和外层基材同时作出镀膜加工处理,这样一来,同一镀膜装置的入炉量将大幅增加,镀膜装置的加工效率将得到大程度的提高。但应该指出,图1所示的具有多工位、一次性可加工较多基材的镀膜装置中由于同时设置了内层基材挂装位以及外层基材挂装位,则镀膜装置需要对应内层基材和外层基材对应设置转动和运送机构,以分别驱动内层基材和外层基材同时获得良好的镀膜效果,这无疑将提升镀膜装置自身制造难度以及制造成本。而与此同时,由于靶材设置在内层基材和外层基材之间,一旦该镀膜装置装配完成,则靶材内层基材或靶材与外层基材之间将分别具备对应的间距,该间距受制于靶材与内层基材的挂装位置或靶材与外层基材的挂装位置,是固定不变的,该镀膜装置虽解决了前述加工效率的问题,但仍无法解决不同尺寸的基材加工问题。
5.综上所述,如何改进真空镀膜装置结构,提出一种多工位、能适应不同尺寸基材的、传动便捷真空镀膜加工要求的真空镀膜装置,是本领域技术人员亟需解决的技术问题。
技术实现要素:
6.为解决上述问题,本实用新型的目的在于提供一种真空镀膜装置,该真空镀膜装置中具备双排工位,入炉量大幅提升。
7.本实用新型另一个目的在于提供一种真空镀膜装置,该镀膜装置具有内外对靶,对基材镀膜效果更好。
8.为实现上述目的,本实用新型的技术方案如下:
9.一种具有内外对靶的双排工位真空镀膜装置,该装置包括有:
10.具有内部空间,用于构造真空镀膜环境的炉体;
11.至少一个用于装载镀膜靶材的靶材组件;
12.至少一个用于装载镀膜基材的基材组件;
13.以及,用于输出驱动力的中心驱动器;
14.中心驱动器设置在炉体内并与炉体连接;每一个靶材组件包括有内靶与外靶,内靶与外靶均设置在炉体内部,且内靶与外靶均与炉体连接;每一个基材组件中均包括有内基材安装件以及外基材安装件,内基材安装件以及外基材安装件均设置在内靶与外靶之间,且内基材安装件与外基材安装件均与中心驱动器连接。
15.进一步的,内靶包括有内靶电机以及内靶轴;内靶电机设置在炉体顶部,其电机机身与炉体连接,其电机输出轴向炉体内部伸出;内靶轴与内靶电机的电机输出轴连接;外靶与内靶成对设置,外靶包括有外靶电机以及外靶轴;外靶电机设置在炉体顶部,其电机机身与炉体连接,其电机输出轴向炉体内部伸出;外靶轴与外靶电机的电机输出轴连接。
16.进一步的,中心驱动器包括有中心驱动电机、恒星轮轴承以及中心恒星轮;中心驱动电机设置在炉体底部,其电机机身与炉体连接,其电机输出轴向炉体内部伸出;恒星轮轴承套接在中心驱动电机的电机输出轴上;恒星轮轴承的内轴瓦与中心驱动电机的电机输出轴连接;中心恒星轮套接在恒星轮轴承上,且中心恒星轮与恒星轮轴承的外轴瓦连接。
17.进一步的,中心驱动器还包括有转盘;转盘也套在中心驱动电机的电机输出轴上,转盘也与中心驱动电机的电机输出轴连接。
18.进一步的,每一个基材组件中还包括有传动件;传动件设置在内基材安装件与外基材安装件之间;传动件中包括有传动件底座以及传动轮;传动件底座设置在转盘上,与转盘连接;传动轮设置在传动件底座的一侧,与传动件底座连接,且传动轮与中心恒星轮啮合。
19.进一步的,内基材安装件包括有内基材底座、内基材轮以及内基材轴;内基材底座设置在转盘上,与转盘连接;内基材轮设置在内基材底座的一侧,与内基材底座连接;内基材轴设置在内基材底座靠近炉体内部的一侧,且内基材轴与内基材底座连接;内基材轴还与内基材轮连接;内基材轮与传动轮啮合;
20.外基材安装件包括有外基材底座、外基材轮以及外基材轴;外基材底座设置在转盘上,与转盘连接;外基材轮设置在外基材底座的一侧,与外基材底座连接;外基材轴设置在外基材底座靠近炉体外部的一侧,且外基材轴与外基材底座连接;外基材轴还与外基材轮连接;外基材轮与传动轮啮合。
21.与现有技术相比,本技术中提供的具有内外对靶的双排工位真空镀膜装置具备以下有益效果:
22.基材入炉量高:本技术中提供的真空镀膜装置中同时具备内基材安装件以及外基材安装件,单次操作时,可充分利用内基材安装件以及外基材安装件,在所有的内基材安装件以及外基材安装件挂装待镀膜基材,这样一来,相比起现有技术中进存在单排工位、单次
操作仅容许一排基材挂装镀膜的其他镀膜装置而言,本技术中提供的镀膜装置入炉量显著提升。
23.驱动方便:在本技术提供的真空镀膜装置中设置中心驱动器,以中心驱动电机输出统一驱动力,在其电机输出轴上套接转盘,并进一步将基材组件中的内基材安装件以及外基材安装件均嵌在转盘上,则从该设置层面而言,中心驱动电机输出的驱动力将传递给转盘,带动所有的基材组件随转盘在炉体内绕中心驱动电机公转;而与此同时,在本技术提供的真空镀膜装置中还设置中心恒星轮,中心恒星轮通过恒星轮轴承套接在中心驱动电机的电机输出轴上,因驱动轮内轴瓦与中心驱动电机连接,其外轴瓦与中心恒星轮连接,则当中心驱动电机的电机输出轴转动时,中心恒星轮并不随之转动,由于基材组件中设置了传动件,其中的传动轮与中心恒星轮啮合传动,而基材组件中内基材安装件的内基材轮以及外基材安装件中的外基材轮也分别与传动轮啮合传动,则对于该真空装置而言,当中心驱动电机输出动力,中心驱动电机将带动转盘转动,转动的转盘将带动每一个基材组件绕中心驱动电机的电机输出轴公转,在传动轮绕中心驱动电机的电机输出轴公转的过程中,每一个基材组件中的传动轮将通过其与中心恒星轮之间的啮合关系,作为中心恒星轮的“一级行星轮”绕自身的旋转中心自转;而由于内基材轮与外基材轮也与对应的传动轮啮合,则此时内基材轮与外基材轮将作为中心恒星轮的“二级行星轮”绕各自的旋转中心自转起来,分别带动内基材轴以及外基材轴转动,最终实现内基材轴上挂装的基材以及外基材轴上挂装的基材转动。由此可见,在本技术中提供的真空镀膜装置以中心驱动器与每一个基材组件之间的啮合传动关系,实现了以统一的动力输出,实现每一个基材组件上挂装的基材自转、以及所有基材组件在炉体内公转的效果,其驱动结构简洁,驱动非常方便。
24.基材镀膜效果好:在本技术提供的技术方案中同时设置内靶与外靶,内靶中的内靶轴以及外靶中的外靶轴均可用于挂装靶材,单次操作时,可充分利用内靶轴与外靶轴挂装对应靶材,这样一来,对于挂装在基材组件上的待镀膜基材而言,其公转时,基材将在内靶与外靶之间穿过,内靶与外靶上挂装的靶材均可对基材进行镀膜加工;而其自转时,基材将同时接受来自内靶上挂装的靶材以及外靶上挂装的靶材的镀膜加工,能进一步保证基材各个面、各个局部都能均匀上镀,取得更好的镀膜效果。
25.能适用多种尺寸的基材镀膜场景:在本技术提供的真空镀膜装置中,靶材组件设置有内靶和外靶,而基材组件设置有内靶材安装件以及外靶材安装件,且内靶材安装件与外靶材安装件设置在内靶与外靶之间,这样的设置方式能帮助该真空镀膜装置适应多种基材尺寸:如基材尺寸较小,则充分利用靶材组件和基材组件,在每一个内基材安装件和每一个外基材安装件上满额挂装待镀膜基材,在内靶与外靶上也同时挂装靶材,以内外对靶对双排基材同时进行镀膜加工,在保证入炉量的同时,为每一个基材获得良好的镀膜效果;而如基材尺寸捎大,以内靶对内基材安装件之间的间距或外靶对外基材安装件之间的间距不能满足镀膜的靶间距要求,则可选用内靶对外基材安装件或外靶对内安装件之间的距离,选择在内靶上挂装靶材同时在外基材安装件上挂装基材、或在外靶上挂装靶材同时在内基材安装件上挂装基材的形式,增大靶材与基材之间的距离以满足真空镀膜加工时对靶间距的要求,能适用多种尺寸的基材镀膜场景。
附图说明
26.图1是现有技术中提供的具有双层工位的镀膜装置,图中a1为外层工件,a2为内层工件,b为靶材。
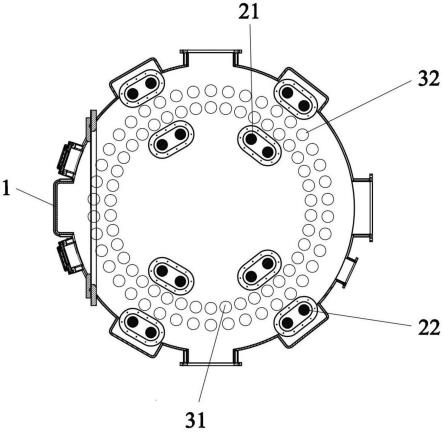
27.图2是具体实施方式中提供的具有内外对靶的双排工位真空镀膜装置的整体结构示意图。
28.图3是具体实施方式中提供的具有内外对靶的双排工位真空镀膜装置的第一局部结构示意图。
29.图4是具体实施方式中提供的具有内外对靶的双排工位真空镀膜装置的第二局部结构示意图。
30.图5是具体实施方式中提供的具有内外对靶的双排工位真空镀膜装置的第三局部结构示意图。
31.图6是具体实施方式中提供的具有内外对靶的双排工位真空镀膜装置的第四局部结构示意图。
32.图7是具体实施方式中提供的具有内外对靶的双排工位真空镀膜装置的第五局部结构示意图。
具体实施方式
33.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
34.为实现上述目的,本实用新型的技术方案如下:
35.请参阅图2-7。
36.在本具体实施方式中提供一种具有内外对靶的双排工位真空镀膜装置,该装置包括有:
37.具有内部空间,用于构造真空镀膜环境的炉体1;
38.至少一个用于装载镀膜靶材的靶材组件2;
39.至少一个用于装载镀膜基材的基材组件3;
40.以及,用于输出驱动力的中心驱动器4;
41.中心驱动器4设置在炉体1内并与炉体连接;每一个靶材组件2包括有内靶21与外靶22,内靶21与外靶22均设置在炉体内部,且内靶21与外靶22均与炉体1连接;每一个基材组件3中均包括有内基材安装件31以及外基材安装件32,内基材安装件31以及外基材安装件32均设置在内靶21与外靶22之间,且内基材安装件31与外基材安装件32均与中心驱动器4连接。
42.进一步的,在本具体实施方式中,内靶21包括有内靶电机211以及内靶轴212;内靶电机211设置在炉体1顶部,其电机机身与炉体1连接,其电机输出轴向炉体1内部伸出;内靶轴212与内靶电机211的电机输出轴连接;外靶22与内靶21成对设置,外靶22包括有外靶电机221以及外靶轴222;外靶电机221设置在炉体1顶部,其电机机身与炉体1连接,其电机输出轴向炉体1内部伸出;外靶轴222与外靶电机221的电机输出轴连接。
43.进一步的,在本具体实施方式中,中心驱动器4包括有中心驱动电机41、恒星轮轴
承(图未示)以及中心恒星轮42;中心驱动电机41设置在炉体1底部,其电机机身与炉体1连接,其电机输出轴向炉体1内部伸出;恒星轮轴承套接在中心驱动电机41的电机输出轴上;恒星轮轴承的内轴瓦与中心驱动电机41的电机输出轴连接;中心恒星轮42套接在恒星轮轴承上,且中心恒星轮42与恒星轮轴承的外轴瓦连接。
44.进一步的,在本具体实施方式中,中心驱动器4还包括有转盘43;转盘43也套在中心驱动电机41的电机输出轴上,转盘43也与中心驱动电机41的电机输出轴连接。
45.进一步的,在本具体实施方式中,每一个基材组件3中还包括有传动件33;传动件33设置在内基材安装件31与外基材安装件32之间;传动件33中包括有传动件底座331以及传动轮332;传动件底座331设置在转盘43上,与转盘43连接;传动轮332设置在传动件底座331的一侧,与传动件底座331连接,且传动轮332与中心恒星轮42啮合。
46.进一步的,在本具体实施方式中,内基材安装件31包括有内基材底座311、内基材轮312以及内基材轴313;内基材底座311设置在转盘43上,与转盘43连接;内基材轮312设置在内基材底座311的一侧,与内基材底座311连接;内基材轴313设置在内基材底座311靠近炉体1内部的一侧,且内基材轴313与内基材底座311连接;内基材轴313还与内基材轮312连接;内基材轮312与传动轮42啮合;
47.外基材安装件32包括有外基材底座321、外基材轮322以及外基材轴323;外基材底座321设置在转盘43上,与转盘43连接;外基材轮322设置在外基材底座321的一侧,与外基材底座321连接;外基材轴323设置在外基材底座321靠近炉体1外部的一侧,且外基材轴323与外基材底座321连接;外基材轴323还与外基材轮322连接;外基材轮322与传动轮42啮合。
48.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1