一种热管填粉治具的制作方法
本技术涉及一种治具,具体涉及一种热管填粉治具。
背景技术:
1、热管的毛细结构可分为丝网型、沟槽型及烧结型,其中,烧结型毛细结构的孔隙率一般为40-50%,由大量填充用金属粉末烧结而成,其方式是利用一圆棒插入一未封闭的热管中,将金属粉末倒入该圆棒与该热管间的空隙,使该金属粉末附着于该热管内壁上,再经过高温烧结,使该金属粉末烧结于热管内壁形成毛细结构。
2、现有的热导管填粉治具包括支架、圆形漏斗、c型卡簧、导引杯等组成,导引杯通过c型卡簧与支架连接,材质均为铝材料,单个料件加工完后再拼装成一副完整的治具,在实际应用中,材料成本、制作工艺、加工成本较高,且零件更换频率高,使用寿命短;另外,在支架上没有漏粉孔。
技术实现思路
1、发明目的:本实用新型的目的是为了克服现有技术中的不足,提供一种一体成型,完全解决制作加工工艺复杂、零件更换频率高等问题,有效提高整体使用寿命及产品产出效率的热管填粉治具。
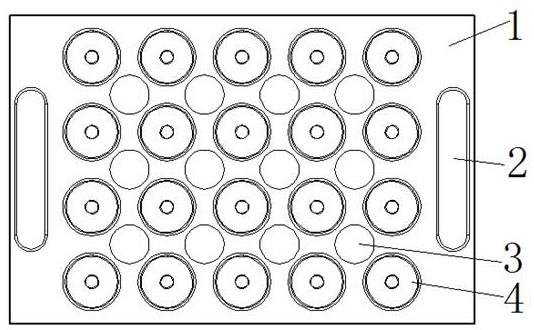
2、技术方案:为了解决上述技术问题,本实用新型所述的一种热管填粉治具,它包括治具本体,在所述治具本体相对两侧设有把手孔,在所述治具本体上设有若干填粉机构,在所述填粉机构旁的治具本体上设有若干漏粉孔,所述填粉机构包括漏斗和导引杯,它们通过中间通道连通设置,所述漏斗设在治具本体顶部,所述导引杯设在治具本体底部,所述中间通道设置治具本体内,所述中间通道包括小直径通道和大直径通道,所述大直径通道设在小直径通道下方,两者之间形成限位台阶,所述治具本体和填粉机构一体成型。
3、进一步地,在所述治具本体上均匀设置二十个填粉机构,它们分成四排,每排五个。
4、进一步地,所述漏斗包括圆柱段、上大下小圆锥台段和下连接段。
5、进一步地,所述导引杯包括上连接段和上小下大圆锥台段。
6、进一步地,所述治具本体和填粉机构采用钢质材料制成。
7、进一步地,所述治具本体为矩形。
8、进一步地,热管一端经导引杯插入中间通道的大直径通道内。
9、有益效果:本实用新型与现有技术相比,其显著优点是:本实用新型整体结构设置合理,治具本体和填粉机构采用钢质材料一体成型,填粉机构包括漏斗和导引杯,它们通过中间通道连通设置,中间通道包括小直径通道和大直径通道,两者之间形成限位台阶,中间通道即作为限位孔,由于采用的是p20模具硬质钢料,当铜管与限位孔频繁配合接触,震动过程中产生的摩擦力会减轻,使用寿命长,稳定性好,新增加的减重孔(即漏粉孔)既能保持钢质填粉粉盘整体重量与原来铝质填粉粉盘重量相差很小,又能在实际生产过程中,对漏在圆形漏斗以外的铜粉,在机台震动过程中,能够快速的漏落在操作台面,避免堆积,通过将以往的分体式结构改成一体式结构、以及新增漏粉孔,可以有效提高产品的产出效率及质量。
技术特征:
1.一种热管填粉治具,其特征在于:它包括治具本体(1),在所述治具本体(1)相对两侧设有把手孔(2),在所述治具本体(1)上设有若干填粉机构,在所述填粉机构旁的治具本体(1)上设有若干漏粉孔(3),所述填粉机构包括漏斗(4)和导引杯(5),它们通过中间通道连通设置,所述漏斗(4)设在治具本体(1)顶部,所述导引杯(5)设在治具本体(1)底部,所述中间通道设置治具本体(1)内,所述中间通道包括小直径通道(6)和大直径通道(7),所述大直径通道(7)设在小直径通道(6)下方,两者之间形成限位台阶,所述治具本体(1)和填粉机构一体成型。
2.根据权利要求1所述的热管填粉治具,其特征在于:在所述治具本体(1)上均匀设置二十个填粉机构,它们分成四排,每排五个。
3.根据权利要求1所述的热管填粉治具,其特征在于:所述漏斗(4)包括圆柱段(4.1)、上大下小圆锥台段ⅰ(4.2)和下连接段ⅰ(4.3)。
4.根据权利要求1所述的热管填粉治具,其特征在于:所述导引杯(5)包括上连接段ⅱ(5.1)和上小下大圆锥台段ⅱ(5.2)。
5.根据权利要求1所述的热管填粉治具,其特征在于:所述治具本体(1)和填粉机构采用钢质材料制成。
6.根据权利要求1所述的热管填粉治具,其特征在于:所述治具本体(1)为矩形。
7.根据权利要求1所述的热管填粉治具,其特征在于:热管一端经导引杯(5)插入中间通道的大直径通道(7)内。
技术总结
本技术涉及一种热管填粉治具,它包括治具本体,在所述治具本体相对两侧设有把手孔,在所述治具本体上设有若干填粉机构,在所述填粉机构旁的治具本体上设有若干漏粉孔,所述填粉机构包括漏斗和导引杯,它们通过中间通道连通设置,所述漏斗设在治具本体顶部,所述导引杯设在治具本体底部,所述中间通道设置治具本体内,所述中间通道包括小直径通道和大直径通道,所述大直径通道设在小直径通道下方,两者之间形成限位台阶,所述治具本体和填粉机构一体成型。本技术一体成型,完全解决制作加工工艺复杂、零件更换频率高等问题,有效提高整体使用寿命及产品产出效率。
技术研发人员:吕文卿,陈明治,李璇,李金群
受保护的技术使用者:江苏宏力光电科技股份有限公司
技术研发日:20221101
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!