一种增强型球墨铸铁件的制作方法
1.本实用新型涉及球墨铸管技术领域,具体涉及一种增强型球墨铸铁件。
背景技术:
2.球墨铸铁管是指使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,简称为球管、球铁管和球墨铸管等。离心铸造是最常用工艺,例如名称为“水冷金属型离心球墨铸铁管的生产工艺”的中国发明专利申请cn200910034455.4中详细列举了一种从高炉铁水冶炼到入库的全流程水冷金属型离心球墨铸铁管生产工艺:高炉铁水
→
中频炉调质
→
球化
→
浇铸
→
退火
→
喷锌
→
切环倒角
→
打磨校圆
→
水压
→
衬水泥
→
喷漆烘干
→
喷标式
→
打磨
→
入库。
3.一般的球墨铸铁件是采用铁水离心浇铸成管件后再在管件表面制作各种涂层,涂层功能视应用场合需要而设计,当以耐磨为主要性能要求时,涂层为耐磨涂层,但耐磨涂层只是提高非摩擦用途的球墨铸铁的表面耐磨性,而对于球墨铸管本身就需要面临摩擦用途或者在高磨损工况下使用时,仅仅靠耐磨涂层是不够的,从而一些要求高耐磨性和高强度的使用场合对球墨铸铁管的表面性能提出了更高的要求,因此,需要寻求有效方案来增强球墨铸铁件的表面性能。
技术实现要素:
4.为了解决上述问题,本实用新型提供一种增强型球墨铸铁件,该增强型球墨铸铁件为陶瓷复合增强球墨铸铁管,是通过应用离心铸造方式将铸造铁水浇注在具有连通结构的陶瓷增强体内形成的高耐磨性和高强度的球墨铸铁管。
5.本实用新型的技术方案如下:
6.一种增强型球墨铸铁件,是离心铸造件,包括纯球墨铸铁层和复合层,所述增强型球墨铸铁件内层为管状的纯球墨铸铁层,外层为管状的复合层,所述复合层由带连通结构的增强体和浇注在所述增强体的连通结构内的球墨铸铁组成。
7.如上所述增强型球墨铸铁件,所述增强体为分体组合结构。
8.进一步地,所述增强体包括左增强体和右增强体,在所述左增强体和右增强体之间设置有左右增强体间隙。
9.可选地,所述增强体为空间网格陶瓷预制筒。进一步地,所述左右增强体间隙的宽度不大于所述空间网格陶瓷预制筒的每一个网格的最大宽度。进一步地,所述左右增强体间隙为交叉锯齿形。
10.可选地,所述增强体为阵列孔结构陶瓷预制筒。进一步地,所述左右增强体间隙的宽度不大于所述阵列孔结构陶瓷预制筒的最大宽度。进一步地,所述左右增强体间隙为交叉锯齿形。
11.本实用新型的有益效果在于:
12.本实用新型公开的一种增强型球墨铸铁件,该增强型球墨铸铁件为陶瓷复合增强
球墨铸铁管,通过应用离心铸造方式将铸造铁水浇注在具有连通结构的陶瓷增强体内形成高耐磨性和高强度的球墨铸铁管,通过将增强体设置成分体组合结构,避免了整体式增强体在离心作用下在管模中发生偏心的情况,通过将左右增强体间隙设置成交叉锯齿状可以在一定程度上弥补间隙处无增强陶瓷的缺点。
附图说明
13.通过阅读下文优选实施方式的详细描述,本申请的方案和优点对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本实用新型的限制。
14.在附图中:
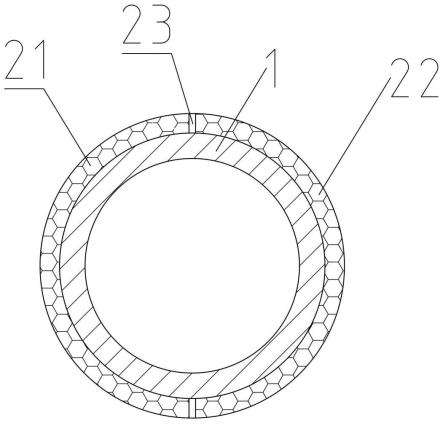
15.图1为本实用新型实施例1的一种增强型球墨铸铁件的结构示意图。
16.图2为图1中a-a剖视图。
17.图3为本实用新型实施例2的一种增强型球墨铸铁件的结构示意图。
18.图中各附图标记所代表的组件为:
19.1、纯球墨铸铁层,2、复合层,21、左增强体,22、右增强体,23、左右增强体间隙,24、复合球墨铸铁。
具体实施方式
20.实施例1
21.如图1所示,本实施例的增强型球墨铸铁件包括纯球墨铸铁层1和复合层2,所述增强型球墨铸铁件内层为管状的纯球墨铸铁层1,外层为管状的复合层2,所述复合层2由带连通结构的增强体和浇注在所述增强体的连通结构内的球墨铸铁组成。
22.本实施例上述增强型球墨铸铁件的形成方式是将增强体放置在管模中后通过离心铸造方式将铸造铁水浇注在所述增强体连通结构内形成复合层2以及浇注在所述增强体内侧形成所述纯球墨铸铁层1,容易理解,这里的连通结构指的是连通所述增强体的壁的内外表面,使球墨铸铁液可以透过内表面到达外表面。
23.离心铸造工艺中,需要先将增强体放置在管模中,为了便于放置,增强体与管模必须是间隙配合,当管模高速旋转后,如果增强体为一体式结构,浇注铁水后势必会在管模中形成偏心,从而使得离心铸造后的球墨铸铁管的一侧表面有一段深度内只有铸铁成本,无增强体,虽然只要装配间隙足够小,这种制件也能使用,但作为一种优选的实施方式,本实施例将所述增强体制作成了分体组合结构。
24.虽然分体组合结构的数量不限于二个,也不限于等分,但作为优选的实现方式,如图2所示,本实施例所述增强体是分成了二块,包括左增强体21和右增强体22,在所述左增强体21和右增强体22之间设置有左右增强体间隙23。
25.具体地,本实施例中所述增强体为空间网格陶瓷预制筒,这种具体实施例中,为了降低左右增强体间隙23对球墨铸铁管表面性能的影响,所述左右增强体间隙23的宽度不大于所述空间网格陶瓷预制筒的每一个网格的最大宽度。
26.另外,作为一种可选而非限制的方案,可以将所述左右增强体间隙23设置成交叉锯齿形(图中未示出),通过将左右增强体间隙设置成交叉锯齿状可以在一定程度上弥补间
隙处无增强陶瓷的缺点。
27.实施例2
28.如图3所示,本实施例中所述增强体为阵列孔结构陶瓷预制筒。阵列孔结构和实施例1中提到的空间网格结构都是陶瓷增强件常用的连通结构。
29.同样的,对于这种结构,优选所述左右增强体间隙23的宽度不大于所述阵列孔结构陶瓷预制筒的最大宽度,这里不是用直径而是用宽度是因为孔的形状不限于圆形。
30.同样的,作为一种可选而非限制的方案,本实施例也可以将所述左右增强体间隙23设置成交叉锯齿形(图中未示出)。
31.综上,本实用新型各实施例通过应用离心铸造方式将铸造铁水浇注在具有连通结构的陶瓷增强体内形成高耐磨性和高强度的球墨铸铁管,通过将增强体设置成分体组合结构,避免了整体式增强体在离心作用下在管模中发生偏心的情况,还可通过将左右增强体间隙设置成交叉锯齿状以在一定程度上弥补间隙处无增强陶瓷的缺点,为行业提供了对球墨铸铁件在离心制造条件进行陶瓷增强的有效手段。
32.以上所述,仅是本实用新型的较佳实施方式,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种增强型球墨铸铁件,其特征在于,是离心铸造件,包括纯球墨铸铁层(1)和复合层(2),所述增强型球墨铸铁件内层为管状的纯球墨铸铁层(1),外层为管状的复合层(2),所述复合层(2)由带连通结构的增强体和浇注在所述增强体的连通结构内的球墨铸铁组成。2.根据权利要求1所述的一种增强型球墨铸铁件,其特征在于,所述增强体为分体组合结构。3.根据权利要求2所述的一种增强型球墨铸铁件,其特征在于,所述增强体包括左增强体(21)和右增强体(22),在所述左增强体(21)和右增强体(22)之间设置有左右增强体间隙(23)。4.根据权利要求3所述的一种增强型球墨铸铁件,其特征在于,所述增强体为空间网格陶瓷预制筒。5.根据权利要求4所述的一种增强型球墨铸铁件,其特征在于,所述左右增强体间隙(23)的宽度不大于所述空间网格陶瓷预制筒的每一个网格的最大宽度。6.根据权利要求5所述的一种增强型球墨铸铁件,其特征在于,所述左右增强体间隙(23)为交叉锯齿形。7.根据权利要求4所述的一种增强型球墨铸铁件,其特征在于,所述增强体为阵列孔结构陶瓷预制筒。8.根据权利要求7所述的一种增强型球墨铸铁件,其特征在于,所述左右增强体间隙(23)的宽度不大于所述阵列孔结构陶瓷预制筒的最大宽度。9.根据权利要求8所述的一种增强型球墨铸铁件,其特征在于,所述左右增强体间隙(23)为交叉锯齿形。
技术总结
一种增强型球墨铸铁件,是离心铸造件,包括纯球墨铸铁层(1)和复合层(2),所述增强型球墨铸铁件内层为管状的纯球墨铸铁层(1),外层为管状的复合层(2),所述复合层(2)由带连通结构的增强体和浇注在所述增强体的连通结构内的球墨铸铁组成。优选所述增强体为分体组合结构,更优选包括左增强体和右增强体,在所述左增强体和右增强体之间设置有左右增强体间隙,可选地,所述增强体为空间网格陶瓷预制筒或阵列孔结构陶瓷预制筒。通过应用离心铸造方式将铸造铁水浇注在具有连通结构的陶瓷增强体内形成高耐磨性和高强度的球墨铸铁管,通过将增强体设置成分体组合结构,避免了整体式增强体在离心作用下在管模中发生偏心的情况。在离心作用下在管模中发生偏心的情况。在离心作用下在管模中发生偏心的情况。
技术研发人员:宫景文 吴光义 赵云飞 王洪松 陈允东 徐振 张琦
受保护的技术使用者:国铭铸管股份有限公司
技术研发日:2022.11.01
技术公布日:2023/2/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1