电机离心铸铝模的制作方法
1.本实用新型涉及电机铸铝技术领域,尤其涉及一种电机离心铸铝模。
背景技术:
2.大型电机铸铝时,压力大铝液在空腔的流动速度快,原空腔的空气很难排出,从而造成气孔;并且,浇筑口冷却速度快,铝端环产生气孔,铁心不预热转子槽口无绝缘,铝液进入硅钢片之间,增强导体间的泄流电流,使电机的损耗增加。
3.换言之,现有技术中大型电机铸铝时存在以下几点缺陷:
4.(1)压力大铝液在空腔的流动速度快,原空腔的空气很难排出,从而造成气孔;
5.(2)浇筑口冷却速度快,铝端环产生气孔;
6.(3)铁芯不预热转子槽口无绝缘,铝液进入硅钢片之间,导致导体间的泄流电流增强,使电机的损耗增加。
技术实现要素:
7.本实用新型的目的在于提供一种电机离心铸铝模,用于解决现有的大型电机铸铝空难造成转子在铸铝过程中出现断条、细条、气孔、浇筑不饱和、缩孔以及裂纹的技术问题。
8.为达到上述目的,本实用新型采用如下技术方案:
9.一种电机离心铸铝模,包括:
10.键,所述键安装于假轴,且所述假轴装配有转子冲片;
11.弧键,所述弧键安装于底盘,且所述弧键装配有垫块;
12.下模,所述下模设置有排气塞,且所述下模吊装有转子;
13.上模,所述上模同样设置有排气塞,且所述上模套装有浇口套。
14.其中,所述假轴包括:轴体,以及位于所述轴体上方的轴盖和位于所述轴体下方的轴套;所述轴盖装配有吊环螺钉,所述轴套装配有子浇口套。
15.具体地,所述下模套装于所述排气塞,并采用第一螺栓紧固。
16.进一步地,所述浇口套套装于所述上模,并采用第二螺栓紧固。
17.更进一步地,所述第二螺栓设置有垫片。
18.再进一步地,所述轴盖和所述轴套与所述轴体之间分别通过螺钉固定连接。
19.又进一步地,所述螺钉设置有垫片。
20.优选地,所述上模、所述下模和所述假轴均采用th200灰铸铁制成。
21.相对于现有技术,本实用新型所述的电机离心铸铝模具有以下优势:
22.本实用新型提供的电机离心铸铝模中,不存在浇注和冒口的金属消耗,从而有效提高了工艺出品率;生产中空铸件时无需使用型芯,从而在生产长管形铸件时能够大幅度改善金属充型能力;铸件致密度高,从而气孔、夹渣等缺陷少,进而力学性能高;并且,便于制造简、套类复合金属铸件,从而能够借助离心运动有效提高金属的充型能力;此外,能够有效降低制造成本。
附图说明
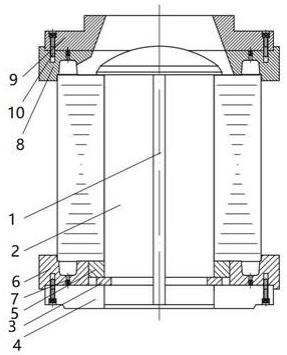
23.图1为本实用新型实施例提供的电机离心铸铝模的结构示意图;
24.图2为本实用新型实施例提供的电机离心铸铝模中假轴的结构示意图。
25.附图标记:
26.1-键;2-假轴;21-轴体;22-轴盖;23-轴套;24-吊环螺钉;25-子浇口套;26-螺钉;3-弧键;4-底盘;5-垫块;6-下模;7-排气塞;8-上模;9-浇口套;10-第二螺栓。
具体实施方式
27.为了便于理解,下面结合说明书附图,对本实用新型实施例提供的电机离心铸铝模进行详细描述。
28.本实用新型实施例提供一种电机离心铸铝模,如图1和图2所示,包括:
29.键1,键1安装于假轴2,且假轴2装配有转子冲片;
30.弧键3,弧键3安装于底盘4,且弧键3装配有垫块5;
31.下模6,下模6设置有排气塞7,且下模6吊装有转子;
32.上模8,上模8同样设置有排气塞,且上模8套装有浇口套9。
33.相对于现有技术,本实用新型实施例所述的电机离心铸铝模具有以下优势:
34.本实用新型实施例提供的电机离心铸铝模中,不存在浇注和冒口的金属消耗,从而有效提高了工艺出品率;生产中空铸件时无需使用型芯,从而在生产长管形铸件时能够大幅度改善金属充型能力;铸件致密度高,从而气孔、夹渣等缺陷少,进而力学性能高;并且,便于制造简、套类复合金属铸件,从而能够借助离心运动有效提高金属的充型能力;此外,能够有效降低制造成本,解决了大型电机铸铝空难,转子在铸铝过程中出现的断条、细条、气孔、浇筑不饱和、缩孔和裂纹。
35.其中,如图1和图2所示,上述假轴2可以包括:轴体21,以及位于轴体21上方的轴盖22和位于轴体21下方的轴套23;并且,轴盖22装配有吊环螺钉24,轴套23装配有子浇口套25。
36.具体地,如图1和图2所示,上述下模6套装于排气塞7,并可以采用第一螺栓紧固。
37.进一步地,如图1和图2所示,上述浇口套9套装于上模8,并可以采用第二螺栓10紧固。
38.更进一步地,如图1和图2所示,上述第二螺栓10可以设置有垫片。
39.再进一步地,如图1和图2所示,上述轴盖22和轴套23与轴体21之间可以分别通过螺钉26固定连接。
40.又进一步地,如图1和图2所示,上述螺钉26可以设置有垫片。
41.优选地,上述上模8、下模6和假轴2均可以采用th200灰铸铁制成,从而有效提高铸铝模的使用寿命,并有效降低模具形变,同时降低制造成本。
42.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
技术特征:
1.一种电机离心铸铝模,其特征在于,包括:键,所述键安装于假轴,且所述假轴装配有转子冲片;弧键,所述弧键安装于底盘,且所述弧键装配有垫块;下模,所述下模设置有排气塞,且所述下模吊装有转子;上模,所述上模同样设置有排气塞,且所述上模套装有浇口套。2.根据权利要求1所述的电机离心铸铝模,其特征在于,所述假轴包括:轴体,以及位于所述轴体上方的轴盖和位于所述轴体下方的轴套;所述轴盖装配有吊环螺钉,所述轴套装配有子浇口套。3.根据权利要求1或2所述的电机离心铸铝模,其特征在于,所述下模套装于所述排气塞,并采用第一螺栓紧固。4.根据权利要求3所述的电机离心铸铝模,其特征在于,所述浇口套套装于所述上模,并采用第二螺栓紧固。5.根据权利要求4所述的电机离心铸铝模,其特征在于,所述第二螺栓设置有垫片。6.根据权利要求2所述的电机离心铸铝模,其特征在于,所述轴盖和所述轴套与所述轴体之间分别通过螺钉固定连接。7.根据权利要求6所述的电机离心铸铝模,其特征在于,所述螺钉设置有垫片。8.根据权利要求1所述的电机离心铸铝模,其特征在于,所述上模、所述下模和所述假轴均采用th200灰铸铁制成。
技术总结
一种电机离心铸铝模,涉及电机铸铝技术领域,用于解决现有的大型电机铸铝空难造成转子在铸铝过程中出现断条、细条、气孔、浇筑不饱和、缩孔以及裂纹的技术问题。所述电机离心铸铝模中,键安装于假轴,且所述假轴装配有转子冲片;弧键安装于底盘,且所述弧键装配有垫块;下模设置有排气塞,且所述下模吊装有转子;上模同样设置有排气塞,且所述上模套装有浇口套。套。套。
技术研发人员:赵彦荣 李想 王海江 董强亮 谢伟龙 吴志文
受保护的技术使用者:银川威马电机有限责任公司
技术研发日:2022.12.01
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1