一种燃机透平叶片精铸毛坯基准点修磨工装的制作方法
本技术涉及燃机叶片精密铸造及加工,具体而言,涉及一种燃机透平叶片精铸毛坯基准点修磨工装。
背景技术:
1、燃机透平叶片均采用精密铸造毛坯,通流部分特征除部分冷却结构外都由铸造直接成型,其余安装定位特征后续以毛坯基准(或其转化基准)定位加工成型。燃机透平叶片毛坯一般是采用分布在叶片非加工部位的六点作为毛坯基准,并以此为基准进行后续加工,要求最终成品叶片的型面轮廓、位置都处于较理想状态。对精铸毛坯基准点的要求,最重要的就是定位稳定、尺寸偏差小。
2、燃机透平叶片以成品状态的安装定位基准进行检测,型面轮廓公差要求通常在±0.2mm~±0.4mm范围内。而铸造过程工序环节多,控制难度大,对于总长大于100mm的燃机透平叶片,精铸毛坯型线尺寸精度通常为±0.2mm~±0.3mm。综合精铸毛坯的自身尺寸偏差、毛坯基准到成品检测基准的加工转换偏差,要满足燃机透平叶片最终成品型线要求,对毛坯基准点尺寸偏差就提出了更高要求。通常要求毛坯各定位基准点自身位置偏差在±0.05mm范围内,才能满足成品叶片型线位置要求,而现行精铸毛坯基准点自身偏差难以直接满足要求。
3、对燃机透平叶片精铸毛坯基准点存在偏差的问题,通常有两种处理方案。一是在毛坯阶段,根据检测结果对各基准点进行修磨,因为人工难以直接实现定量修磨,修磨过程只能少量、多次进行,通过“三坐标/蓝光检测→修磨→再三坐标/蓝光检测→再修磨→…”的方式,来保证基准点偏差满足后续加工要求。这种方式的修磨和检测工作量极大,占用人员、设备资源,影响生产效率。另一种处理方案是在加工阶段,通过制造六点可调的定位工装,根据毛坯检测结果调整工装各定位点位置,使叶片装夹到合适位置,以满足后续加工要求。这种定位加工方式与传统的装夹位置固定的加工方式相比,需要操作者每件叶片单独调整,操作复杂、工作量大,而且对六点可调工装有很高要求,不仅要求工装各可调定位点调整精度要高,同时还要求各定位点强度也要高。加工中的重复装夹、压紧过程,以及加工中的震动等因素,都可能导致工装的精度丧失。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在目前燃机透平叶片精铸毛坯基准点存在余量偏大的问题,尤其是大尺寸燃机透平叶片精铸毛坯,精铸精度难以直接满足后工序加工需求;以及目前对这一问题的处理方案中,存在基准点修磨、检测工作量大,检测设备占用率高,对加工工装要求很高,总体生产效率较低的技术问题之一。
2、为此,本实用新型提供了一种燃机透平叶片精铸毛坯基准点修磨工装。
3、本实用新型提供了一种燃机透平叶片精铸毛坯基准点修磨工装,包括:底板和设于底板上的基准点位置测量机构、叶片辅助定位机构;
4、所述基准点位置测量机构包括若干个基准点定位基座,所述基准点定位基座至少设有一个测微计,若干个测微计分别与若干个精铸毛坯基准点一一对应;所述测微计的测头抵接于精铸毛坯基准点,并且能够朝向靠近/远离与其对应的精铸毛坯基准点的方向进行调节,从而测量基准点修磨余量;
5、所述叶片辅助定位机构包括若干个辅助定位基座,所述辅助定位基座至少设有一个辅助定位顶紧块,若干个辅助定位顶紧块分别与若干个精铸毛坯基准点对应;所述辅助定位顶紧块抵接于精铸毛坯,抵接的位置相邻于精铸毛坯基准点设置,若干个辅助定位顶紧块配合用于锁紧精铸毛坯的初始姿态。
6、本实用新型提出的一种燃机透平叶片精铸毛坯基准点修磨工装,底板用于承载基准点位置测量机构和叶片辅助定位机构和叶片精铸毛坯。
7、基准点位置测量机构用于精铸毛坯初始位置确定,以及基准点修磨量的确定。根据毛坯检测结果中,叶片型线处于最佳拟合状态时的各基准点余量偏差,调整并锁紧各对应基准点位置的测微计,使叶片装夹后,型线处于最佳拟合状态,型线各部余量相对均匀,将该位置作为精铸毛坯初始位置。
8、叶片辅助定位机构用于叶片初始位置确定后,锁紧固定叶片姿态。辅助定位顶紧块锁紧前,可根据毛坯实际位置,沿与精铸毛坯接触点的法向上下浮动。毛坯初始位置确定后,保证测微计测头与叶片接触良好的前提下,确认各个辅助定位顶紧块与叶片接触良好,依次锁紧若干个辅助定位顶紧块,锁紧固定精铸毛坯的初始姿态。
9、基准点余量修磨时,叶片各辅助定位机构位置保持不变,保持叶片初始姿态,通过测微计测量各基准点的修磨量,实现基准点余量的定量修磨。
10、其中测微计的数量与精铸毛坯基准点的数量相同,如六个,多个测微计可共用一个基准点定位基座,也可以每个测微计分别对应一个基准点定位基座。辅助定位顶紧块的数量与精铸毛坯基准点的数量可以不同,如七个,多个辅助定位顶紧块可共用一个辅助定位基座,辅助定位顶紧块抵接于精铸毛坯的位置处于基准点的附近。
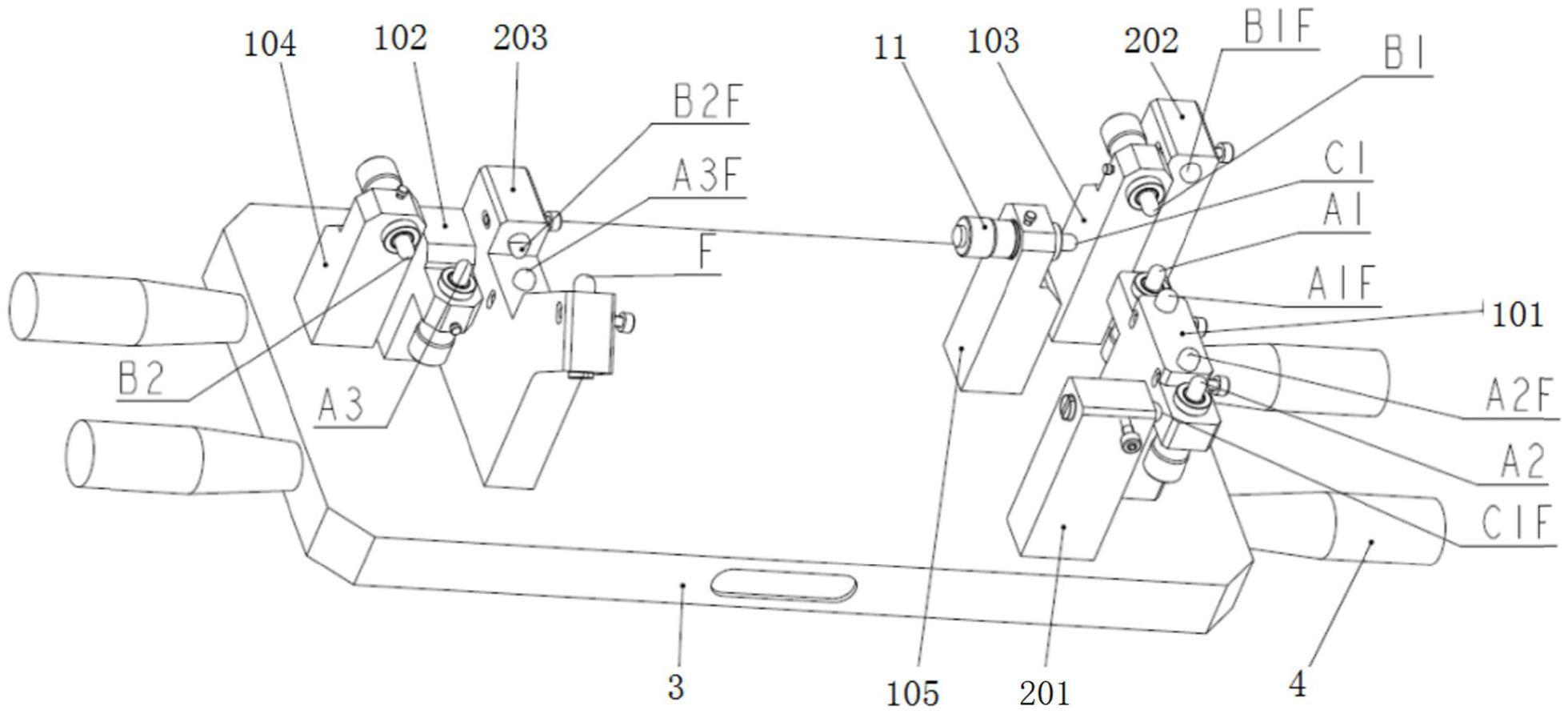
11、作为示例,某燃机透平叶片精铸毛坯有六个基准点,六个基准点分别命名为a1、a2、a3、b1、b2、c1,其中,a1、a2、a3为毛坯水平方向定位基准,a1、a2位于叶根侧,a3位于叶冠侧;b1、b2为确定毛坯进出气侧基准,b1位于叶根侧,b2位于叶冠侧;c1为毛坯叶高方向基准,位于毛坯相贯面上。
12、基准点位置测量机构包括a1/a2基准点定位基座、a3基准点定位基座、b1基准点定位基座、b2基准点定位基座、c1基准点定位基座;其中a1、a2基准点对应的测微计共用一个基准点定位基座。
13、叶片辅助定位机构包括c1基准点辅助定位基座、b1基准点辅助定位基座、b2/a3基准点辅助定位基座、a1/a2基准点辅助定位基座;其中b2和a3对应的辅助定位顶紧块共用一个辅助定位基座,a1和a2对应的辅助定位顶紧块共用一个辅助定位基座。
14、根据本实用新型上述技术方案的一种燃机透平叶片精铸毛坯基准点修磨工装,还可以具有以下附加技术特征:
15、在上述技术方案中,所述测微计的刻度示值位于初始刻度时,所述测微计的测头端部的相对位置与其对应的精铸毛坯基准点的理论位置匹配。
16、在该技术方案中,初始刻度可以人工设定,如1.00mm、2.00mm等,且不同的测微计的初始刻度可以不同,但为了方便读取应将测微计的初始刻度统一设置;如将初始刻度设定为1.00mm时,所有测微计的刻度示值均处在1.00mm时,各个测微计测量方向上的最高点的相对位置,为精铸毛坯基准点的理论相对位置;即所有测微计的刻度示值均处在1.00mm时,基准点无任何偏差的精铸毛坯可刚好放置在各测微计测头所围成的空间内而无需调节测微计测头,从而实现在知晓基准点偏差数据后,调节测微计,确定精铸毛坯的初始位置。
17、在上述技术方案中,所述基准点位置测量机构还包括锁紧螺母,所述基准点定位基座设有第一安装孔,所述测微计至少部分穿过第一安装孔与锁紧螺母相连,所述测微计设有安装限位套,所述安装限位套与锁紧螺母配合将测微计限制在基准点定位基座上。
18、在该技术方案中,基准点定位基座通过螺钉、定位销按照理论位置、高度安装在底板上,测微计为常规带螺母测微计,安装限位套的直径大于第一安装孔的直径,安装限位套套接在测微计的安装定位轴上,安装定位轴的一端穿入第一安装孔一定长度后被安装定位套阻止继续穿入,用于限制测微计穿入第一安装孔的长度,锁紧螺母在测微计穿入第一安装孔的另一侧与测微计螺纹连接,实现测微计在基准点定位基座上的定位,测微计定位后,测微计的测头能够相对基准点定位基座运动。
19、在上述技术方案中,所述基准点位置测量机构还包括第一行程锁紧螺钉,所述基准点定位基座还设有第一行程锁紧孔,所述第一行程锁紧螺钉与第一行程锁紧孔螺纹配合,所述第一行程锁紧螺钉穿入第一行程锁紧孔后抵接于测微计用于锁紧测微计测头的行程。
20、在该技术方案中,第一行程锁紧孔与第一安装孔连通,通过锁紧测微计测头的行程,避免在打磨或者搬运等场景下产生的振动使测微计测头发生偏移。
21、在上述任一技术方案中,所述辅助定位基座设有顶紧块安装孔,所述辅助定位顶紧块设置在顶紧块安装孔中,所述辅助定位顶紧块包括挡帽、弹簧和顶紧头,所述挡帽固定设置在顶紧块安装孔的一端,所述顶紧头伸出顶紧块安装孔的另一端并抵接于精铸毛坯;所述弹簧设于挡帽和顶紧头之间,用于在弹簧被压缩时驱动顶紧头保持朝向精铸毛坯运动的趋势。
22、在该技术方案中,挡帽可通过螺纹连接、过盈配合、粘接、焊接等多种方式固定在顶紧块安装孔的一端,弹簧设于顶紧块安装孔内,并处于挡帽和顶紧头之间,使辅助定位顶紧块有向接触端移动的顶紧力。
23、在上述技术方案中,所述叶片辅助定位机构还包括限位销,所述辅助定位基座设有限位销行程限制孔,所述顶紧头设有限位销安装孔,所述限位销通过限位销行程限制孔穿入限位销安装孔,所述限位销行程限制孔用于限制顶紧头的行程。
24、在该技术方案中,限位销行程限制孔与顶紧块安装孔连通,限位销行程限制孔为孔径大于限位销直径的长形孔,限位销通过限位销行程限制孔后插入限位销安装孔,此时,限位销的位移将被限制在限位销行程限制孔的范围内,从而限制顶紧头的移动范围。
25、在上述任一技术方案中,所述叶片辅助定位机构还包括第二行程锁紧螺钉,所述辅助定位基座设有第二行程锁紧孔,所述第二行程锁紧螺钉与第二行程锁紧孔螺纹配合,所述第二行程锁紧螺钉穿入第二行程锁紧孔后抵接于顶紧头用于限制顶紧头的动作。
26、在该技术方案中,第二行程锁紧孔与顶紧块安装孔连通,将第二行程锁紧螺钉拧紧后,第二行程锁紧螺钉将抵接在顶紧头的表面,从而限制顶紧头的移动。
27、在上述任一技术方案中,所述顶紧头设有楔形锁紧面,所述第二行程锁紧螺钉抵接于楔形锁紧面。
28、在该技术方案中,通过楔形锁紧面与第二行程锁紧螺钉配合,限制顶紧头的移动。
29、在上述任一技术方案中,所述底板设有搬运手柄。
30、在该技术方案中,四个搬运手柄分别设于底板的两侧,用于搬运工装。
31、在上述任一技术方案中,至少一个基准点定位基座与一个辅助定位基座一体化设置。
32、在该技术方案中,a1/a2基准点定位基座和a1/a2基准点辅助定位基座集成设置,即与a1、a2对应的测微计和辅助定位顶紧块均设置在同一基座上。
33、本燃机透平叶片精铸毛坯基准点修磨工装的使用方法步骤如下:
34、a)基准点余量检测。燃机透平叶片精铸毛坯来料后,先运用三坐标测量机(或蓝光检测设备)对毛坯进行尺寸检测,通过毛坯基准点及型线拟合建立叶片型线坐标系,得到型线最佳拟合状态下,毛坯各基准点的法向余量偏差值δ。
35、b)基准点修磨工装理论位置调整。先调整确认工装各测微计示值为1.00mm,再根据检测得到的精铸毛坯各基准点余量法向偏差值δ(当基准点余量偏大时δ为正值,当基准点余量偏小时δ为负值)调整工装对应的测微计测头位置,测微计示值调整为(1+δ),锁紧第一行程锁紧螺钉。如某件毛坯a1点法向余量偏差为+0.25mm,则修磨工装上对应的a1点位置的测微计示值应调整为1.25(测微计示值增大,测头位置向测微计手柄端移动)。
36、c)叶片装夹。先确认各辅助定位顶紧块的第二行程锁紧螺钉处于放松状态,各辅助定位顶紧块能沿接触点法向移动。将叶片放置到修磨工装上,压紧叶片,确保叶片各基准点与工装上对应的各基准点位置测微计测头接触良好,0.03mm塞尺不入。在工装各测微计测头与叶片接触良好的条件下,确认各辅助定位顶紧块与叶片各部接触良好,0.03mm塞尺不入,锁紧各辅助定位顶紧块的第二行程锁紧螺钉,固定毛坯初始位置。
37、e)基准点修磨。用砂带或砂带枪依次对毛坯各基准点及其周边区域进行修磨,基准点修磨区域与周边区域圆滑过渡,修磨区域及修磨过渡区域应避开辅助定位顶紧头与叶片接触区域。各个基准点修磨时,先少量修磨后将叶片重新放回工装,压紧叶片,保证各辅助定位顶紧块与叶片接触良好,松开所修磨基准点对应测微计的第一行程锁紧螺钉,测量修磨后毛坯基准点位置,测微计测量结果减去1mm即为该基准点当前余量偏差值,根据测量结果继续修磨,直到基准点余量满足公差要求。依次对六个基准点进行修磨,保证各基准点余量满足公差要求。
38、综上所述,由于采用了上述技术特征,本实用新型的有益效果是:
39、应用本实用新型提供的工装对燃机透平叶片精铸毛坯基准点进行修磨,能一次性定量修磨各基准点余量,避免“三坐标/蓝光检测→修磨→再三坐标/蓝光检测→再修磨→…”的重复过程,提高基准点余量修磨效率。同时,可避免燃机透平叶片精铸毛坯后续加工对高精度、高强度工装夹具的依赖,将原有的使用六点可调工装的加工,转化为常规固定基准点的加工,使装夹、加工过程更简单、稳定,提高燃机透平精铸毛坯叶片加工合格率。
40、本实用新型的附加方面和优点将在下面的描述部分中变得明显,或通过本实用新型的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!