一种适合金属3D打印的电感线圈结构的制作方法
本技术涉及工频加热,尤其涉及一种适合金属3d打印的电感线圈结构。
背景技术:
1、铜材料电磁感应线圈在工业领域主要应用在工频加热设备上,比如表面热处理高频淬火,相比传统淬火方式,高频淬火具有时间短,表面质量好,脆性小等优点。感应线圈的作用是通过高频交流电压,产生感应电流对工件表面进行加热。要求感应线圈具备良好的导电、导热性能。
2、传统的感应线圈是通过折弯铜管焊接加工,形状单一,存在多处焊点,焊接可靠性难保证,性能不稳定。采用3d打印电感线圈可以实现复杂形状的一体成型,保证工件表面加热温度更均匀,实现更好的热处理性能,提升电感线圈的性能。
3、因此,亟须一种适用于3d打印的电感线圈结构,能够依托3d打印的优势,提升电感线圈的性能。
技术实现思路
1、有鉴于此,有必要提供一种适合金属3d打印的电感线圈结构,提升电感线圈的性能。
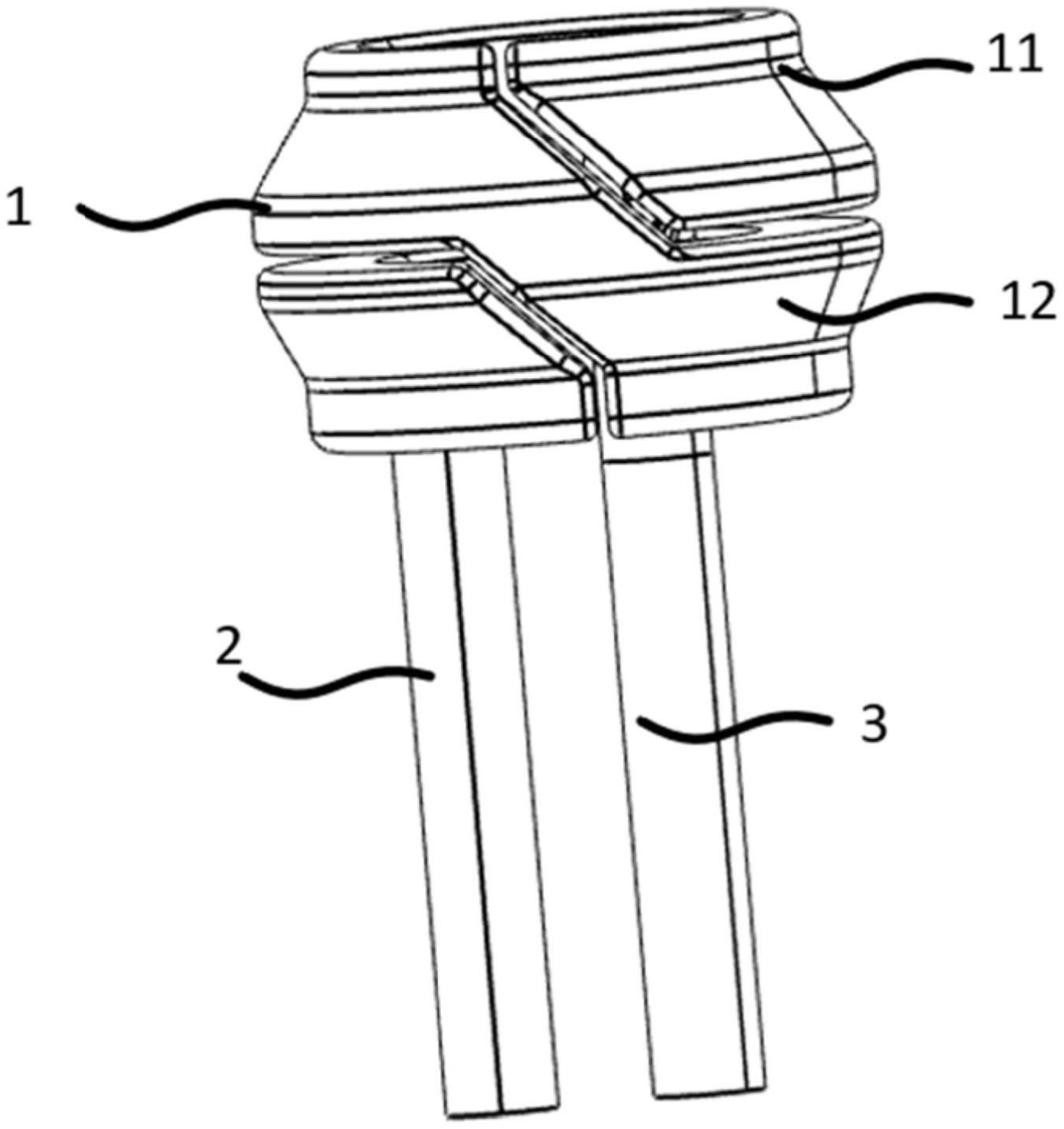
2、为了解决上述技术问题,本实用新型提供了一种适合金属3d打印的电感线圈结构,包括:电感线圈主体、进水管以及出水管,所述电感线圈主体螺旋环绕形成纺锤体状,所述进水管与所述电感线圈主体的一端连通,所述出水管与所述电感线圈主体的另一端连通。
3、优选的,所述电感线圈主体包括上椎环以及下椎环,所述上椎环的外径从顶部到底部逐渐增大,所述下椎环的外径从顶部到底部逐渐减小,所述上椎环的底部与所述下椎环的顶部连接。
4、优选的,所述电感线圈主体内开设有连通所述进水管、所述上椎环、所述下椎环以及所述出水管的管道。
5、优选的,所述管道的内壁上设有和所述电感线圈主体螺旋方向一致的凸筋。
6、优选的,所述电感线圈主体的材质为纯铜或铬锆铜合金。
7、优选的,所述进水管以及所述出水管与所述电感线圈主体的连接点位于所述电感线圈主体的内表面。
8、优选的,所述上椎环以及所述下椎环采用一体成型的螺旋结构。
9、优选的,所述管道的壁厚尺寸范围为1.5-3mm。
10、优选的,所述凸筋的高度范围为0.3-1mm。
11、优选的,所述电感线圈主体、进水管以及出水管均通过3d打印制成。
12、本实用新型将电感线圈主体设计成纺锤体状,与待加热零件的表面形成仿形结构,有利于待加热零件的热处理效果;并且适合于3d打印制造,其次,电感线圈主体采用螺旋式设计,更接近电磁感应理想线圈形式,可以提高电磁感应电流值,降低功耗。
13、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例详细说明如后。
技术特征:
1.一种适合金属3d打印的电感线圈结构,其特征在于,包括:
2.根据权利要求1所述的适合金属3d打印的电感线圈结构,其特征在于,所述电感线圈主体包括上椎环以及下椎环,所述上椎环的外径从顶部到底部逐渐增大,所述下椎环的外径从顶部到底部逐渐减小,所述上椎环的底部与所述下椎环的顶部连接。
3.根据权利要求2所述的适合金属3d打印的电感线圈结构,其特征在于,所述电感线圈主体内开设有连通所述进水管、所述上椎环、所述下椎环以及所述出水管的管道。
4.根据权利要求3所述的适合金属3d打印的电感线圈结构,其特征在于,所述管道的内壁上设有和所述电感线圈主体螺旋方向一致的凸筋。
5.根据权利要求1所述的适合金属3d打印的电感线圈结构,其特征在于,所述电感线圈主体的材质为纯铜或铬锆铜合金。
6.根据权利要求1所述的适合金属3d打印的电感线圈结构,其特征在于,所述进水管以及所述出水管与所述电感线圈主体的连接点位于所述电感线圈主体的内表面。
7.根据权利要求4所述的适合金属3d打印的电感线圈结构,其特征在于,所述上椎环以及所述下椎环采用一体成型的螺旋结构。
8.根据权利要求7所述的适合金属3d打印的电感线圈结构,其特征在于,所述管道的壁厚尺寸范围为1.5-3mm。
9.根据权利要求7所述的适合金属3d打印的电感线圈结构,其特征在于,所述凸筋的高度范围为0.3-1mm。
10.根据权利要求9所述的适合金属3d打印的电感线圈结构,其特征在于,所述电感线圈主体、进水管以及出水管均通过3d打印制成。
技术总结
本技术涉及一种适合金属3D打印的电感线圈结构,包括电感线圈主体、进水管以及出水管,所述电感线圈主体螺旋环绕形成纺锤体状,所述进水管与所述电感线圈主体的一端连通,所述出水管与所述电感线圈主体的另一端连通。本技术将电感线圈主体设计成纺锤体状,与待加热零件的表面形成仿形结构,有利于待加热零件的热处理效果;并且适合于3D打印制造,其次,电感线圈主体采用螺旋式设计,更接近电磁感应理想线圈形式,可以提高电磁感应电流值,降低功耗。
技术研发人员:蒋晓冬,洪坦,丁坤,陈志峰
受保护的技术使用者:武汉萨普科技股份有限公司
技术研发日:20221206
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!