一种在数控车床上加工电铲卷筒绳槽表面的装置的制作方法
本技术属于电铲卷筒加工,特别是涉及一种在数控车床上加工电铲卷筒绳槽表面的装置。
背景技术:
1、电铲卷筒外圆上有卷钢丝绳的绳槽,具体为具有左旋和右旋双导程的螺旋圆弧槽,为了提高绳槽的耐磨度,需要对绳槽表面进行感应淬火,淬火前要求绳槽表面粗糙度不高于ra3.2,否则在表面淬火时易发生裂纹。但由于绳槽是在卧车用车刀切削出来的,粗糙度仅能达到ra6.3以上,还达不到淬火要求。因此,亟需开发一种能够提高绳槽表面粗糙度的加工装置。
技术实现思路
1、本实用新型为解决现有技术存在的问题,提供了一种在数控车床上加工电铲卷筒绳槽表面的装置,该装置操作简单方便,加工效率高,使得电铲卷筒绳槽表面质量稳定,所用设备比较普及,应用非常容易。
2、本实用新型的目的是这样实现的:
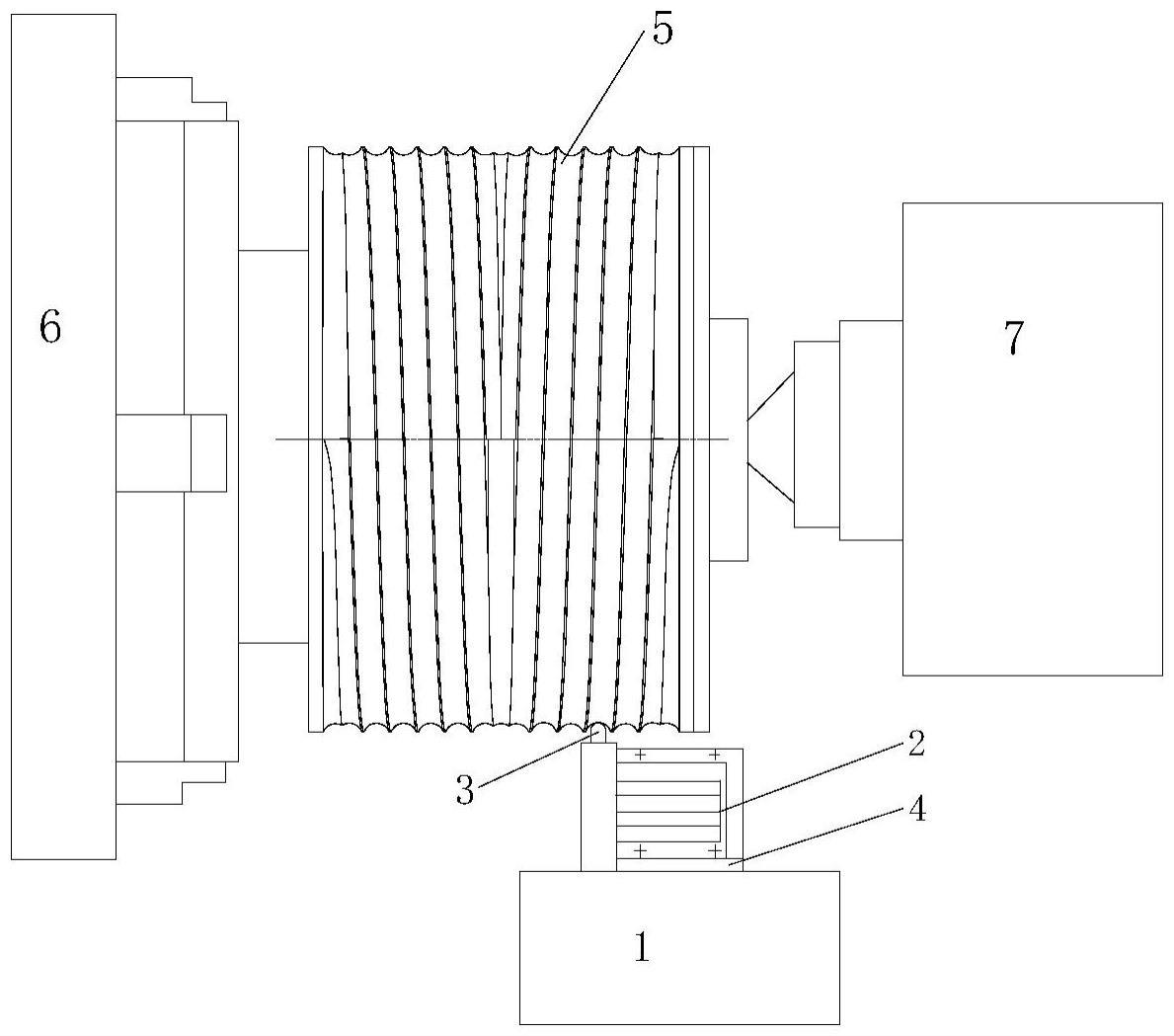
3、一种在数控车床上加工电铲卷筒绳槽表面的装置,包括数控卧车刀架、电动磨头和砂布页轮,所述电动磨头通过连接板固定在数控卧车刀架上,所述砂布页轮安装在电动磨头的主轴上,所述砂布页轮置于电铲卷筒绳槽内,所述电铲卷筒一端通过卡盘爪夹紧卷筒法兰,电铲卷筒另一端通过尾座顶尖顶住卷筒中心孔,使电铲卷筒装夹在数控车床上。
4、在上述技术方案中,优选的,所述砂布页轮的中间设置有两块支撑钢板,两块所述支撑钢板之间的空隙填充有木块或橡胶块。
5、在上述技术方案中,优选的,所述砂布页轮的外端面为圆弧面。
6、在上述技术方案中,进一步优选的,所述砂布页轮外端圆弧的半径和电铲卷筒绳槽的半径相同。
7、在上述技术方案中,优选的,所述电铲卷筒两端的外圆对正,误差不大于0.05mm。
8、本实用新型具有的优点和积极效果是:
9、本实用新型由于采用了全新的技术方案,与现有技术相比,通过使用卡盘爪和尾座顶尖可将电铲卷筒装夹在数控车床上,使两端外圆对正,误差不大于0.05mm;通过将电动磨头通过连接板固定在卧车刀架上,磨头主轴安装砂布页轮,调整卧车刀架使砂布页轮置于卷筒绳槽内,然后在数控车床数控系统中输入数控程序并运行,即可对电铲卷筒绳槽螺旋表面进行磨削;本实用新型操作简单方便,通用性强,加工表面质量稳定,效率高,所用设备比较普及,应用非常容易,在数控卧车上使用砂布页轮即可对卷筒绳槽螺旋表面进行磨削,可提高卷筒绳槽表面质量,解决了螺旋槽表面车削粗糙度差的难题。
技术特征:
1.一种在数控车床上加工电铲卷筒绳槽表面的装置,其特征在于,包括数控卧车刀架、电动磨头和砂布页轮,所述电动磨头通过连接板固定在数控卧车刀架上,所述砂布页轮安装在电动磨头的主轴上,所述砂布页轮置于电铲卷筒绳槽内,所述电铲卷筒一端通过卡盘爪夹紧卷筒法兰,电铲卷筒另一端通过尾座顶尖顶住卷筒中心孔,使电铲卷筒装夹在数控车床上。
2.根据权利要求1所述的在数控车床上加工电铲卷筒绳槽表面的装置,其特征在于,所述砂布页轮的中间设置有两块支撑钢板,两块所述支撑钢板之间的空隙填充有木块或橡胶块。
3.根据权利要求1所述的在数控车床上加工电铲卷筒绳槽表面的装置,其特征在于,所述砂布页轮的外端面为圆弧面。
4.根据权利要求3所述的在数控车床上加工电铲卷筒绳槽表面的装置,其特征在于,所述砂布页轮外端圆弧的半径和电铲卷筒绳槽的半径相同。
5.根据权利要求1所述的在数控车床上加工电铲卷筒绳槽表面的装置,其特征在于,所述电铲卷筒两端的外圆对正,误差不大于0.05mm。
技术总结
本技术公开了一种在数控车床上加工电铲卷筒绳槽表面的装置,包括数控卧车刀架、电动磨头和砂布页轮,所述电动磨头通过连接板固定在数控卧车刀架上,所述砂布页轮安装在电动磨头的主轴上,所述砂布页轮置于电铲卷筒绳槽内,所述电铲卷筒一端通过卡盘爪夹紧卷筒法兰,电铲卷筒另一端通过尾座顶尖顶住卷筒中心孔,使电铲卷筒装夹在数控车床上。本技术操作简单方便,通用性强,加工表面质量稳定,效率高,所用设备比较普及,应用非常容易,在数控卧车上使用砂布页轮即可对卷筒绳槽螺旋表面进行磨削,可提高卷筒绳槽表面质量,解决了螺旋槽表面车削粗糙度差的难题。
技术研发人员:杨兆军,李静轩
受保护的技术使用者:一重集团天津重工有限公司
技术研发日:20221205
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!