开放式叶轮铸造用中温蜡模具结构的制作方法
本技术属于中温蜡熔模铸造,具体地说是一种开放式叶轮铸造用中温蜡模具结构。
背景技术:
1、熔模精密铸造是一种生产优质精密铸件的近净成型技术,在工业生产中应用日益广泛。开放式叶轮是一种熔模精密铸造产品,广泛应用于泵行业。但由于其大平面结构,加之包含有数个开放式叶片,因此很难避免产生变形问题,严重降低生产效率以及铸件成品率。
技术实现思路
1、本实用新型的目的是克服现有技术中存在的不足,提供一种能有效解决开放式叶轮的变形问题、大大缩短生产周期并降低生产成本的开放式叶轮铸造用中温蜡模具结构。
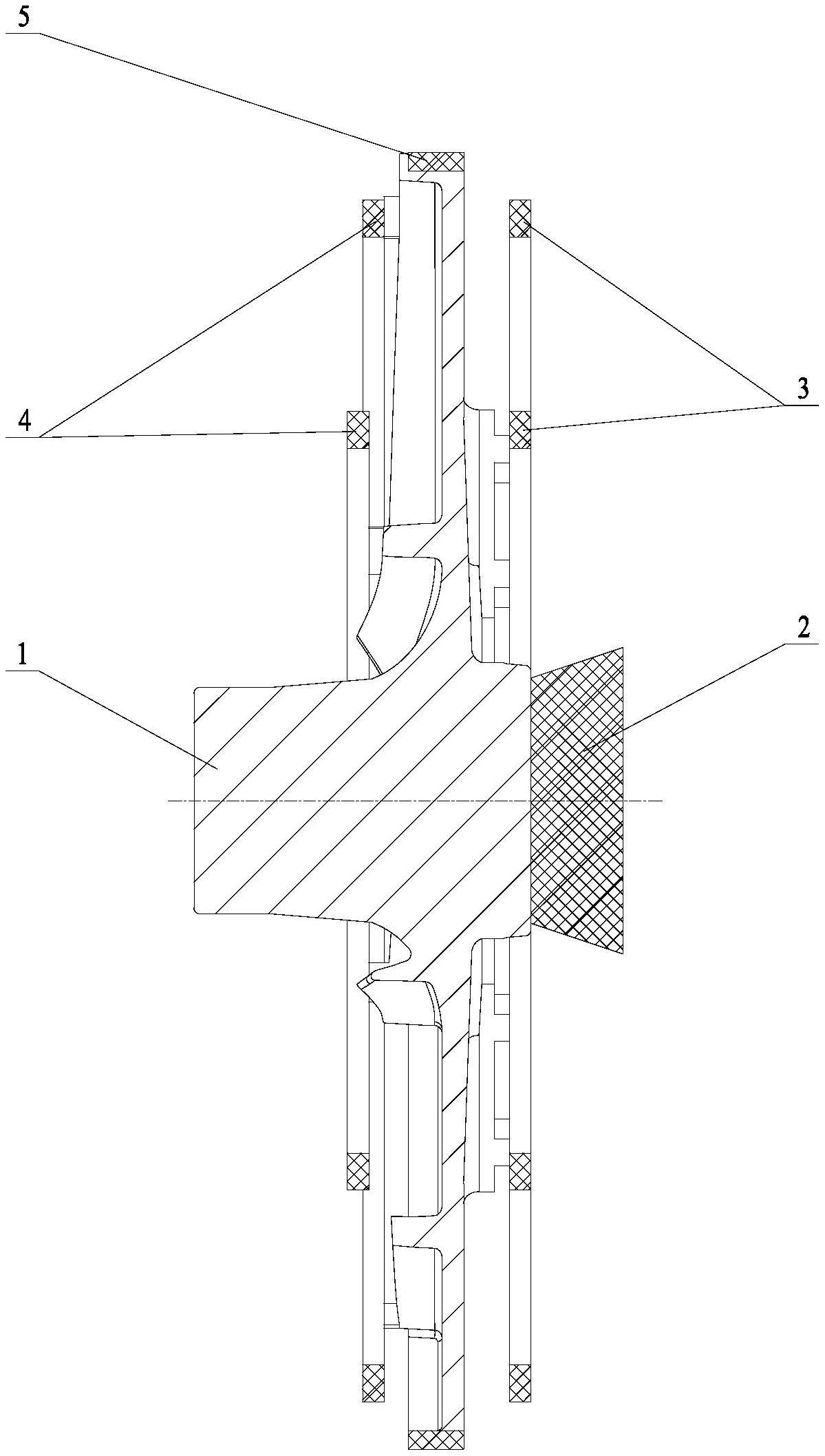
2、按照本实用新型提供的技术方案,所述开放式叶轮铸造用中温蜡模具结构,包括叶轮本体、浇口、正面防变形圈、背面防变形圈与外圆防变形圈,叶轮本体的正面设有位于主轴外侧的加强筋,叶轮本体的背面设有位于叶轮本体主轴外侧的叶片;
3、在叶轮本体的主轴的正面端呈同轴连接有圆台形的浇口,在叶轮本体的加强筋上连接有至少2个呈同心设置的正面防变形圈,正面防变形圈与叶轮本体呈同轴设置,在叶轮本体的叶片上连接有至少2个呈同心设置的背面防变形圈,背面防变形圈与叶轮本体呈同轴设置,在叶轮本体的外圆上连接有外圆防变形圈。
4、作为优选,所述浇口所在圆锥的顶角度数为30~40°。
5、作为优选,所述正面防变形圈的厚度为6~8mm、宽度为10~14mm。
6、作为优选,所述背面防变形圈的厚度为6~8mm、宽度为10~14mm。
7、作为优选,所述外圆防变形圈的厚度为16~20mm、宽度为5~7mm。
8、作为优选,所述正面防变形圈与背面防变形圈的数量相等,且正面防变形圈与背面防变形圈的安装位置互相对应。
9、作为优选,所述叶轮本体的正面设有位于主轴外侧的呈辐条状排布的加强筋。
10、本实用新型能有效地解决开放式叶轮的变形问题,并且易于后续清理;减少了开放式叶轮的返修工时,提高了铸件成品率,大大缩短了生产周期,降低了生产成本。
技术特征:
1.一种开放式叶轮铸造用中温蜡模具结构,其特征是:包括叶轮本体(1)、浇口(2)、正面防变形圈(3)、背面防变形圈(4)与外圆防变形圈(5),叶轮本体(1)的正面设有位于主轴外侧的加强筋(1.1),叶轮本体(1)的背面设有位于叶轮本体主轴外侧的叶片(1.2);
2.如权利要求1所述的开放式叶轮铸造用中温蜡模具结构,其特征是:所述浇口(2)所在圆锥的顶角度数为30~40°。
3.如权利要求1所述的开放式叶轮铸造用中温蜡模具结构,其特征是:所述正面防变形圈(3)的厚度为6~8mm、宽度为10~14mm。
4.如权利要求1所述的开放式叶轮铸造用中温蜡模具结构,其特征是:所述背面防变形圈(4)的厚度为6~8mm、宽度为10~14mm。
5.如权利要求1所述的开放式叶轮铸造用中温蜡模具结构,其特征是:所述外圆防变形圈(5)的厚度为16~20mm、宽度为5~7mm。
6.如权利要求1所述的开放式叶轮铸造用中温蜡模具结构,其特征是:所述正面防变形圈(3)与背面防变形圈(4)的数量相等,且正面防变形圈(3)与背面防变形圈(4)的安装位置互相对应。
7.如权利要求1所述的开放式叶轮铸造用中温蜡模具结构,其特征是:所述叶轮本体(1)的正面设有位于主轴外侧的呈辐条状排布的加强筋(1.1)。
技术总结
本技术涉及一种开放式叶轮铸造用中温蜡模具结构,包括叶轮本体、浇口、正面防变形圈、背面防变形圈与外圆防变形圈,叶轮本体的正面设有位于主轴外侧的加强筋,叶轮本体的背面设有位于叶轮本体主轴外侧的叶片;在叶轮本体的主轴的正面端呈同轴连接有圆台形的浇口,在叶轮本体的加强筋上连接有至少2个呈同心设置的正面防变形圈,在叶轮本体的叶片上连接有至少2个呈同心设置的背面防变形圈,在叶轮本体的外圆上连接有外圆防变形圈。本技术能有效地解决开放式叶轮的变形问题,并且易于后续清理;减少了开放式叶轮的返修工时,提高了铸件成品率,大大缩短了生产周期,降低了生产成本。
技术研发人员:覃宝,张琛,杨晓晶,许乐乐,邵敏丹
受保护的技术使用者:江苏智能特种阀门有限公司
技术研发日:20221205
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!