等间距全自动数控磨床送料装置的制作方法
本技术涉及一种等间距全自动数控磨床送料装置,应用在刀具生产领域。
背景技术:
1、现有的刀具(特别是剪刀)的打磨加工多采用手工送料,操作不便、生产效率低。另外,现有市面上的打磨装置也没有专门针对刀具研发的,只有加工丝锥的磨床送料机构(申请号:cn202220198036.5)或通用磨床(申请号:201420108300.7),无法很好地适用于刀具(特别是剪刀)的生产。因此,提供一种适用于刀具加工、操作方便、生产效率高的等间距全自动数控磨床送料装置己成为当务之亟。
技术实现思路
1、为了克服现有刀具(特别是剪刀)的打磨加工多采用手工送料、操作不便、生产效率低的问题;以及市面上的打磨装置也没有专门针对刀具研发的,存在无法很好地适用于刀具(特别是剪刀)的生产的缺点,本实用新型提供一种等间距全自动数控磨床送料装置,通过特别设计的驱动装置、取料装置、吸料气缸、卸料气缸以及磨床工装的设置和配合,实现了刀具的快速送料、打磨和卸料,具有适用于刀具加工、操作方便、有助于提高生产效率的优点。
2、本实用新型的技术方案如下:
3、一种等间距全自动数控磨床送料装置,设在磨床旁侧,该磨床包括磨具以及用于将刀具送至磨具处进行打磨的磨床工装,所述等间距全自动数控磨床送料装置包括机架、驱动装置、取料装置、长条状料槽、吸料气缸、卸料气缸以及控制装置,驱动装置、取料装置、长条状料槽均安装在机架上,吸料气缸和卸料气缸均安装在磨床工装上;
4、所述长条状料槽沿水平横向延伸且底部封闭,顶部和横向至少一端部开口;所述长条状料槽中设有多个沿横向依次间隔布设的用来放置刀具的刀具置放槽,各刀具置放槽竖置且上部开口;
5、所述驱动装置包括设在长条状料槽纵向一旁侧且沿横向延伸的横向导轨、与横向导轨滑动连接的横向滑座、用来驱动横向滑座相对横向导轨横向移动的横向驱动组件、能相对横向滑座在竖直方向上升降移动的升降滑座、以及用来驱动升降滑座升降移动的升降驱动组件,所述取料装置安装在升降滑座上且位于长条状料槽正上方用来取放卡放在刀具置放槽中的刀具;
6、所述磨床工装能在位于磨具横向旁侧的打磨加工位置和位于长条状料槽开口端横向旁侧的吸附取料位置之间纵向往复移动,且当磨床工装位移到吸附取料位置时,吸料气缸正对着该长条状料槽开口的端部,吸料气缸的吸料活塞杆和卸料气缸的卸料活塞杆能沿横向错时向该长条状料槽所在侧活动伸出;吸料活塞杆的外端部还设有吸料磁铁,吸料活塞杆伸向长条状料槽后,吸料磁铁能吸附住取料装置送至该长条状料槽开口端部的刀具,吸料活塞杆收回后,磨床工装能带着该刀具移到磨具处进行打磨;刀具打磨后,卸料活塞杆伸出能将打磨后的刀具从磨床工装上卸下;
7、控制装置分别与磨床、驱动装置、取料装置、吸料气缸以及卸料气缸相连接控制各部件工作。
8、本申请的等间距全自动数控磨床送料装置通过特别设计的驱动装置、取料装置、吸料气缸、卸料气缸以及磨床工装的设置和配合,实现了刀具的快速送料、打磨和卸料,具有适用于刀具加工、操作方便、有助于提高生产效率的优点。具体使用过程如下:
9、将刀具一一竖置卡放在长条状刀具支架的刀具置放槽中,控制装置依次通过升降驱动组件驱动升降滑座升降移动、横向驱动组件驱动横向滑座沿横向导轨移动来控制取料装置移动至长条状刀具支架的刀具正上方,将刀具从长条状刀具支架上取出;之后,驱动装置驱动取料装置沿长条状料槽延伸方向,将刀具送至长条状料槽开口的端部(出料口);控制装置控制磨床工装移动至该长条状料槽开口的端部(出料口),吸料气缸的吸料活塞杆伸出,吸料磁铁吸附住取料装置送至该长条状料槽端部的刀具,取料装置将该刀具卸下;吸料活塞杆收回后,磨床工装带着该刀具移到磨具处进行打磨;刀具打磨后,卸料活塞杆伸出且保持吸料活塞杆收回,将打磨后的刀具从磨床工装上卸下。电源分别给控制装置、驱动装置等部件供电。
10、所述长条状料槽中设有至少两个沿纵向间隔设置用于放置刀具的长条状刀具支架,各长条状刀具支架竖置安装在长条状料槽的内腔底壁上方且沿横向延伸,且各长条状刀具支架的顶部设有沿横向依次间隔排布的多个卡接齿,相邻卡接齿之间形成齿槽;在各长条状刀具支架的同一纵向位置相对应的齿槽组成一个用于放置刀具的刀具置放槽,每个刀具竖置卡放在一个刀具置放槽中。
11、优选的长条状刀具支架设置能大大节省空间、成本,并减轻重量。
12、所述取料装置包括沿纵向间隔设置的取料气缸以及下料气缸,取料气缸包括能上下升降移动的取料活塞杆,取料活塞杆下端部固定设置有取料磁铁,下料气缸包括能上下升降移动的下料活塞杆,控制装置与取料气缸和下料气缸连接控制取料活塞杆和下料活塞杆错时伸缩,将刀具从长条状刀具支架上取出或将刀具从取料装置上卸下。
13、下料活塞杆收起且取料气缸的取料活塞杆伸出,通过取料磁铁吸住刀具;取料活塞杆收起且下料气缸的下料活塞杆伸出卸下刀具。优选的取料装置结构简单,操作方便。
14、所述齿槽为等间距间隔排布。
15、优选的齿槽分布刀具排列整齐且工作效果高。
16、与现有技术相比,本实用新型申请具有以下优点:
17、1)本申请的等间距全自动数控磨床送料装置通过特别设计的驱动装置、取料装置、吸料气缸、卸料气缸以及磨床工装的设置和配合,实现了刀具的快速送料、打磨和卸料,具有适用于刀具加工、操作方便、有助于提高生产效率的优点;
18、2)优选的取料气缸结构简单,操作方便;
19、3)优选的齿槽分布刀具排列整齐且工作效果高。
技术特征:
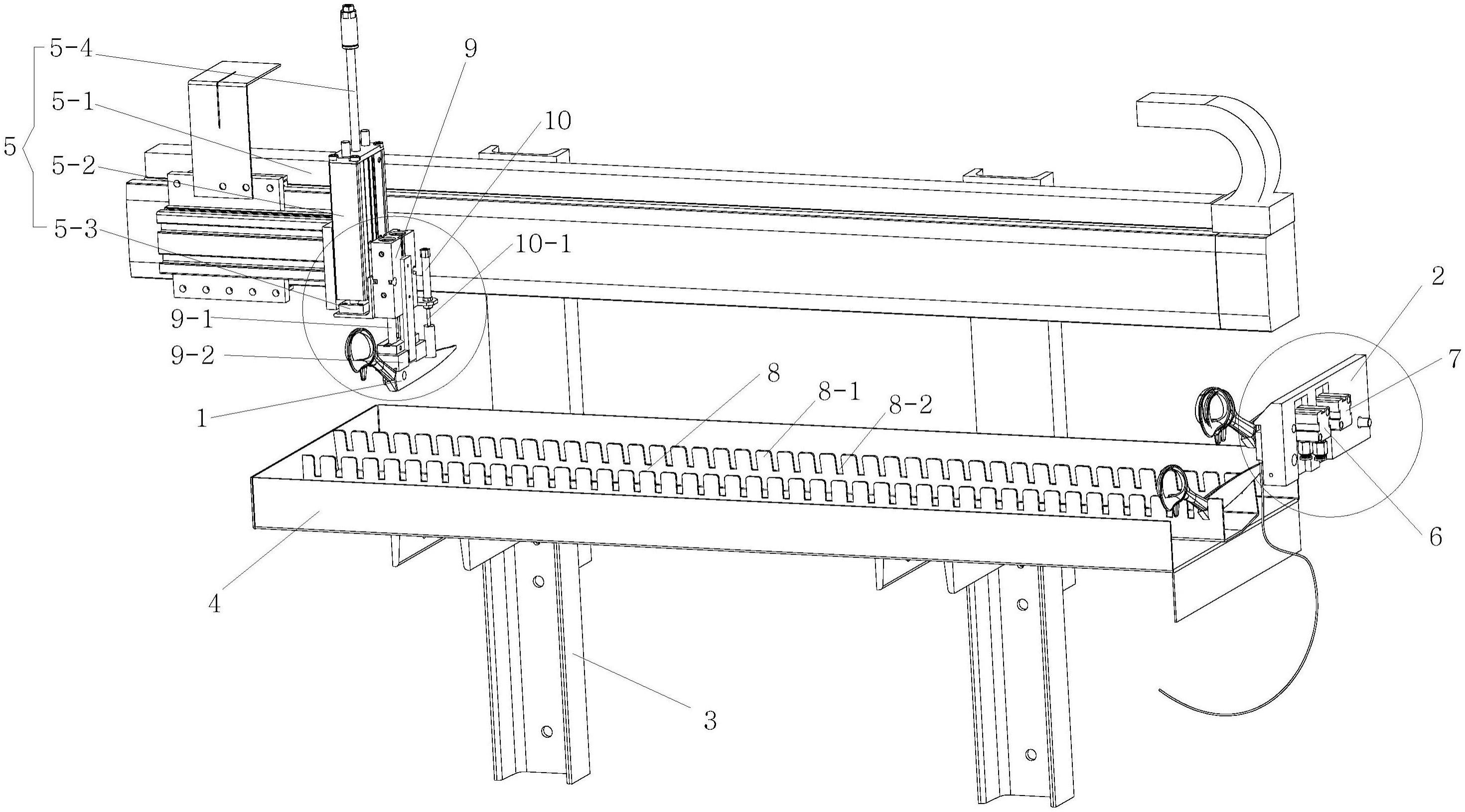
1.一种等间距全自动数控磨床送料装置,设在磨床旁侧,该磨床包括磨具以及用于将刀具(1)送至磨具处进行打磨的磨床工装(2),其特征在于:所述等间距全自动数控磨床送料装置包括机架(3)、驱动装置(5)、取料装置、长条状料槽(4)、吸料气缸(6)、卸料气缸(7)以及控制装置,驱动装置(5)、取料装置、长条状料槽(4)均安装在机架(3)上,吸料气缸(6)和卸料气缸(7)均安装在磨床工装(2)上;
2.根据权利要求1所述的等间距全自动数控磨床送料装置,其特征在于:所述长条状料槽(4)中设有至少两个沿纵向间隔设置用于放置刀具(1)的长条状刀具支架(8),各长条状刀具支架(8)竖置安装在长条状料槽(4)的内腔底壁上方且沿横向延伸,且各长条状刀具支架(8)的顶部设有沿横向依次间隔排布的多个卡接齿(8-1),相邻卡接齿(8-1)之间形成齿槽(8-2);在各长条状刀具支架(8)的同一纵向位置相对应的齿槽(8-2)组成一个用于放置刀具(1)的刀具置放槽,每个刀具(1)竖置卡放在一个刀具置放槽中。
3.根据权利要求1所述的等间距全自动数控磨床送料装置,其特征在于:所述取料装置包括沿纵向间隔设置的取料气缸(9)以及下料气缸(10),取料气缸(9)包括能上下升降移动的取料活塞杆(9-1),取料活塞杆(9-1)下端部固定设置有取料磁铁(9-2),下料气缸(10)包括能上下升降移动的下料活塞杆(10-1),控制装置与取料气缸(9)和下料气缸(10)连接控制取料活塞杆(9-1)和下料活塞杆(10-1)错时伸缩,将刀具(1)从长条状刀具支架(8)上取出或将刀具(1)从取料装置上卸下。
4.根据权利要求2所述的等间距全自动数控磨床送料装置,其特征在于:所述齿槽(8-2)为等间距间隔排布。
技术总结
本技术涉及一种等间距全自动数控磨床送料装置,设在磨床旁侧,该磨床包括磨具以及用于将刀具送至磨具处进行打磨的磨床工装,所述等间距全自动数控磨床送料装置包括机架、驱动装置、取料装置、长条状料槽、吸料气缸、卸料气缸以及控制装置,驱动装置、取料装置、长条状料槽均安装在机架上。该技术克服现有刀具的打磨加工多采用手工送料、操作不便、生产效率低的问题;以及市面上的打磨装置也没有专门针对刀具研发的,存在无法很好地适用于刀具的生产的缺点,通过特别设计的驱动装置、取料装置、吸料气缸、卸料气缸以及磨床工装的设置和配合,实现了刀具的快速送料、打磨和卸料,具有适用于刀具加工、操作方便、有助于提高生产效率的优点。
技术研发人员:陈品格,徐为实
受保护的技术使用者:福建大利五金科技有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!