一种防止铁水飞溅的气缸套离心铸造模具的制作方法
本技术属于气缸套铸造,主要提出一种防止铁水飞溅的气缸套离心铸造模具。
背景技术:
1、在大批量加工生产内燃机气缸套时,通常需要先进性气缸套毛坯的铸造。目前比较先进的气缸套毛坯铸造采用铁水熔炼然后离心浇铸成型的工艺方案。
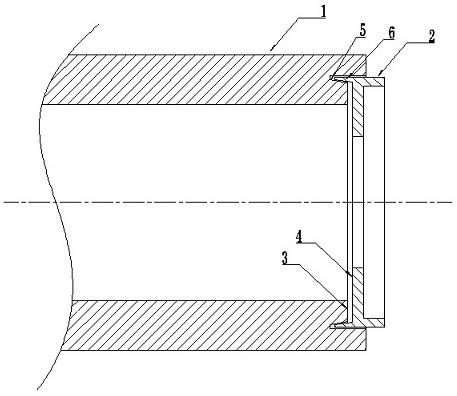
2、如图1所示,离心铸造模具主要由型模1和挡门板2组成,传统的型模和挡门板是平面接触安装;在将熔炼好的气缸套铁液注入旋转的型模内时,如果挡门板与型模之间的平面接触间隙过大,铁液将有可能在离心力的作用下被甩出模具,不仅造成气缸套毛坯不合格,同时飞溅的铁水对操作工和设备都会造成损伤。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提出一种防止铁水飞溅的气缸套离心铸造模具。
2、本实用新型为完成上述目的采用如下技术方案:
3、一种防止铁水飞溅的气缸套离心铸造模具,气缸套离心铸造模具主要由型模和挡门板组成;所述的挡门板对应与型模的止口端面设置;所述型模的止口端面上具有环形凹槽;所述环形凹槽在剖面为左小右大、外平内斜的棱台状;所述挡门板上具有与所述的环形凹槽配合的环形凸台;所述环形凸台在剖面呈右小左大、外平内斜的棱台;所述的环形凸台与所述的环形凹槽间隙配合。
4、环形凸台的长度比环形凹槽的深度小0.5-1mm。
5、本实用新型提出的一种防止铁水飞溅的气缸套离心铸造模具,采用上述技术方案,通过在模具上设置间隙配合的凹槽与凸台,可以将在离心力甩出的铁液冷却封闭在凹槽与凸台之间的间隙中,从而避免铁水飞溅到铸造环境场所,不仅有效降低了气缸套毛坯的铸造废品率,同时也能有效避免人员和设备的损伤。
技术特征:
1.一种防止铁水飞溅的气缸套离心铸造模具,气缸套离心铸造模具主要由型模和挡门板组成;所述的挡门板对应与型模的止口端面设置;其特征在于:所述型模的止口端面上具有环形凹槽;所述环形凹槽在剖面为左小右大、外平内斜的棱台状;所述挡门板上具有与所述的环形凹槽配合的环形凸台;所述环形凸台在剖面呈右小左大、外平内斜的棱台;所述的环形凸台与所述的环形凹槽间隙配合。
2.如权利要求1所述的一种防止铁水飞溅的气缸套离心铸造模具,其特征在于:环形凸台的长度比环形凹槽的深度小0.5-1mm。
技术总结
本技术属于气缸套铸造技术领域,主要提出一种防止铁水飞溅的气缸套离心铸造模具。提出的一种防止铁水飞溅的气缸套离心铸造模具主要由型模和挡门板组成;所述的挡门板对应与型模的止口端面设置;型模的止口端面上具有环形凹槽;环形凹槽在剖面为左小右大、外平内斜的棱台状;挡门板上具有与所述的环形凹槽配合的环形凸台;环形凸台在剖面呈右小左大、外平内斜的棱台;环形凸台与所述的环形凹槽间隙配合。本技术通过在模具上设置间隙配合的凹槽与凸台,可以将在离心力甩出的铁液冷却封闭在凹槽与凸台之间的间隙中,从而避免铁水飞溅到铸造环境场所,不仅有效降低了气缸套毛坯的铸造废品率,同时也能有效避免人员和设备的损伤。
技术研发人员:陈天明
受保护的技术使用者:洛阳百成内燃机配件有限公司
技术研发日:20221220
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!