一种铣齿机钳口板修复夹具的制作方法
本技术涉及机械加工,具体涉及一种铣齿机钳口板修复夹具。
背景技术:
1、方向机齿条加工工艺中最关键的工序要属铣齿工序了,目前通用的铣齿装夹方式都是以工件外径为定位基准,再用斜口液压虎钳进行装夹定位的。斜口液压虎钳上的钳口板具有一条20°倾斜角度的定位斜面,在该定位斜面的下方平行设置有一条台阶面,虽然钳口板装夹的定位斜面硬度较高,但由于铣齿时需要的夹紧力比较大,夹持的钳口板还是极易磨损。磨损之后由于缺乏专用的修复工具,钳口板的形位公差一直很难保证,且修复的效率极低,修复后的钳口板质量也很不稳定,从而导致加工出来的方向机齿条质量不合格。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种铣齿机钳口板修复夹具,该夹具能够对钳口板进行夹持定位,且使钳口板的定位斜面呈水平状态。
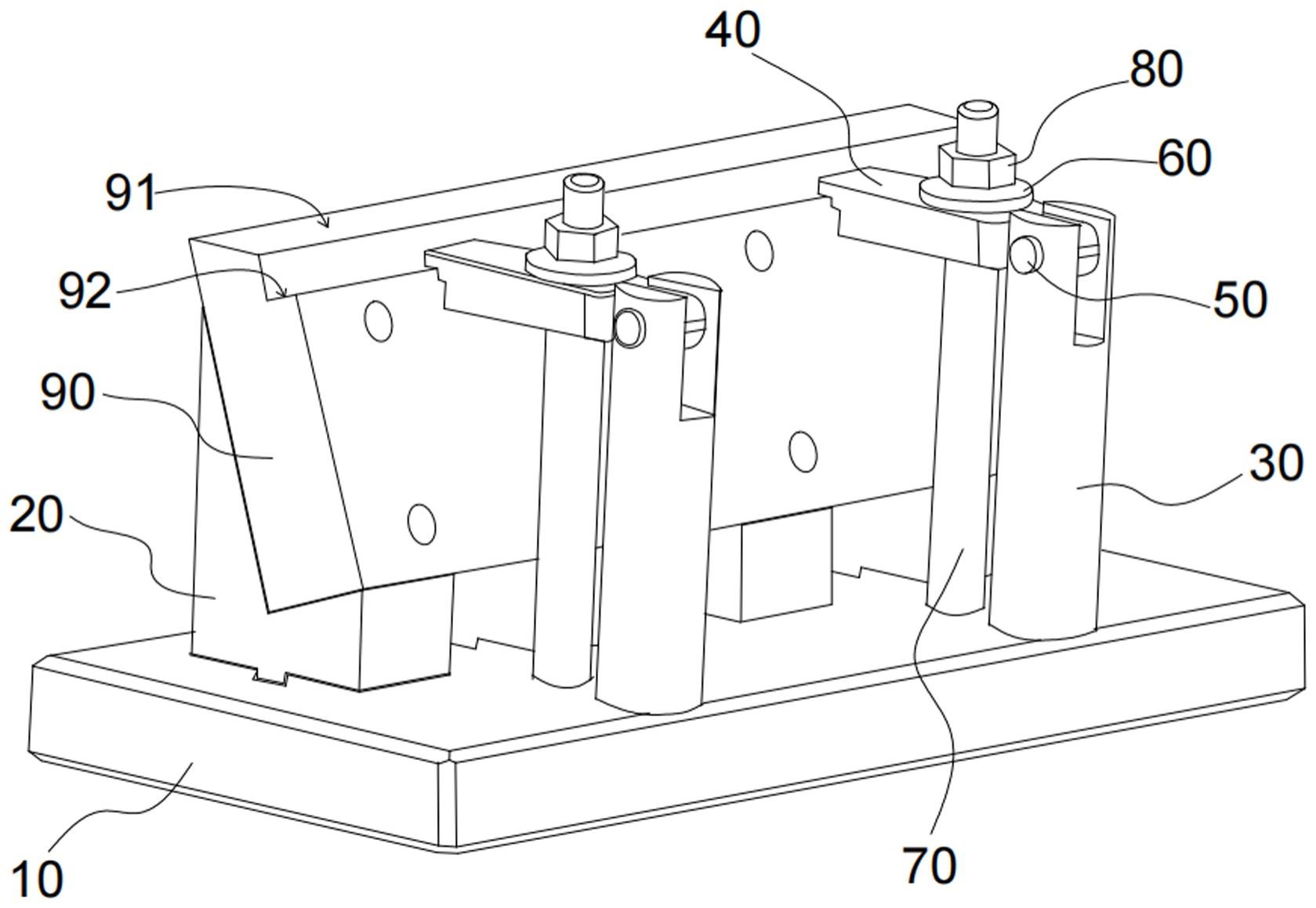
2、为解决上述技术问题,本实用新型的技术方案是:一种铣齿机钳口板修复夹具,包括底板、支撑块、支撑杆、压块、销轴、垫圈、压紧螺杆和压紧螺母,所述底板为长方体钢板,所述支撑块上具有倾斜的l形支撑面,多个支撑块通过螺栓安装在底板上;将铣齿机钳口板以定位斜面朝上的方式放置在支撑块的l形支撑面上,此时铣齿机钳口板的定位斜面呈水平状态;所述压紧螺杆和支撑杆一前一后竖直安装在底板上,所述压块的一端通过销轴安装在支撑杆的上端部,所述压块的另一端扣压在铣齿机钳口板的台阶面上,所述压块的中部设有一个供压紧螺杆穿过的通孔,所述压紧螺杆的上端部从压块中部的通孔穿出后套上垫圈并拧上压紧螺母。
3、进一步地,所述压块用于扣压在铣齿机钳口板的一端设有与台阶面相适应的卡槽结构。
4、在一个实施例中,所述支撑块的数量为四个,所述支撑杆、压块、销轴、垫圈、压紧螺杆和压紧螺母的数量均为两个。
5、在一个实施例中,底板上设有四个定位槽及八个螺栓孔,与此相应,每个支撑块上设有一个定位键和两个螺栓孔。
6、本实用新型的使用方法是:1)将夹具固定在设备工作台上,用千分表矫正每个支撑块的l形支撑面;2)将待修复的铣齿机钳口板靠在四个支撑块的l形支撑面之上;3)将压块的一端扣压在铣齿机钳口板的台阶面上,然后拧紧压紧螺母将压块压紧定位;4)使用平面磨床对铣齿机钳口板的定位斜面进行加工修复,从而使铣齿机工装钳口板定位斜面的精度得到保证。
技术特征:
1.一种铣齿机钳口板修复夹具,其特征在于:包括底板(10)、支撑块(20)、支撑杆(30)、压块(40)、销轴(50)、垫圈(60)、压紧螺杆(70)和压紧螺母(80),所述底板(10)为长方体钢板,所述支撑块(20)上具有倾斜的l形支撑面,多个支撑块(20)通过螺栓安装在底板(10)上;将铣齿机钳口板(90)以定位斜面(91)朝上的方式放置在支撑块(20)的l形支撑面上,此时铣齿机钳口板(90)的定位斜面(91)呈水平状态;所述压紧螺杆(70)和支撑杆(30)一前一后竖直安装在底板(10)上,所述压块(40)的一端通过销轴(50)安装在支撑杆(30)的上端部,所述压块(40)的另一端扣压在铣齿机钳口板(90)的台阶面(92)上,所述压块(40)的中部设有一个供压紧螺杆(70)穿过的通孔,所述压紧螺杆(70)的上端部从压块(40)中部的通孔穿出后套上垫圈(60)并拧上压紧螺母(80)。
2.根据权利要求1所述的铣齿机钳口板修复夹具,其特征在于:所述压块(40)用于扣压在铣齿机钳口板(90)的一端设有与台阶面(92)相适应的卡槽结构。
3.根据权利要求1或2所述的铣齿机钳口板修复夹具,其特征在于:所述支撑块(20)的数量为四个,所述支撑杆(30)、压块(40)、销轴(50)、垫圈(60)、压紧螺杆(70)和压紧螺母(80)的数量均为两个。
4.根据权利要求3所述的铣齿机钳口板修复夹具,其特征在于:底板(10)上设有四个定位槽及八个螺栓孔,与此相应,每个支撑块(20)上设有一个定位键和两个螺栓孔。
技术总结
本技术提供了一种铣齿机钳口板修复夹具,包括底板、支撑块、支撑杆、压块、销轴、垫圈、压紧螺杆和压紧螺母,所述底板为长方体钢板,支撑块上具有倾斜的L形支撑面,多个支撑块通过螺栓安装在底板上;将铣齿机钳口板以定位斜面朝上的方式放置在支撑块的L形支撑面上,此时铣齿机钳口板的定位斜面呈水平状态;压紧螺杆和支撑杆一前一后竖直安装在底板上,压块的一端通过销轴安装在支撑杆的上端部,压块的另一端扣压在铣齿机钳口板的台阶面上,所述压块的中部设有一个供压紧螺杆穿过的通孔,压紧螺杆的上端部从压块中部的通孔穿出后套上垫圈并拧上压紧螺母。将铣齿机钳口板定位之后,就能使用平面磨床对铣齿机钳口板的定位斜面进行加工修复。
技术研发人员:唐新富,许仲秋
受保护的技术使用者:衡山齿轮有限责任公司
技术研发日:20221220
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!