一种高炉炼铁用摆动流槽的制作方法
本技术属于高炉冶铁,具体涉及一种高炉炼铁用摆动流槽。
背景技术:
1、在高炉炼铁工艺中,将冶炼出来的铁水收集起来,一般采用两种形式,一种是固定铁水沟形式,另一种是活动铁水沟形式,其中活动铁水沟形式中的主要设备之一就是摆动流槽,它的主要作用是承接铁水和转运铁水。高炉出铁后,高温铁水经由铁沟流至摆动流槽,通过摆动流槽转运至铁水包或鱼雷罐中,由于铁钩和摆动流槽之间的落差很大,高温铁水的冲击力很强,尤其是铁水冲击区域,容易因高温铁水冲击出现竖缝,使得摆动流槽的寿命缩短,在维修时,挂渣残铁较多,很难清理,只能进行大面积清除,导致耐火材料的浪费,现有摆动流槽使用条件严苛,亟需一种能够减少耐火材料损耗、使用寿命长的摆动流槽来解决上述问题。
技术实现思路
1、本实用新型为了解决上述技术问题,提供一种高炉炼铁用摆动流槽,其结构设计简单,操作方便,能够提升摆动流槽的寿命,减少材料损耗。
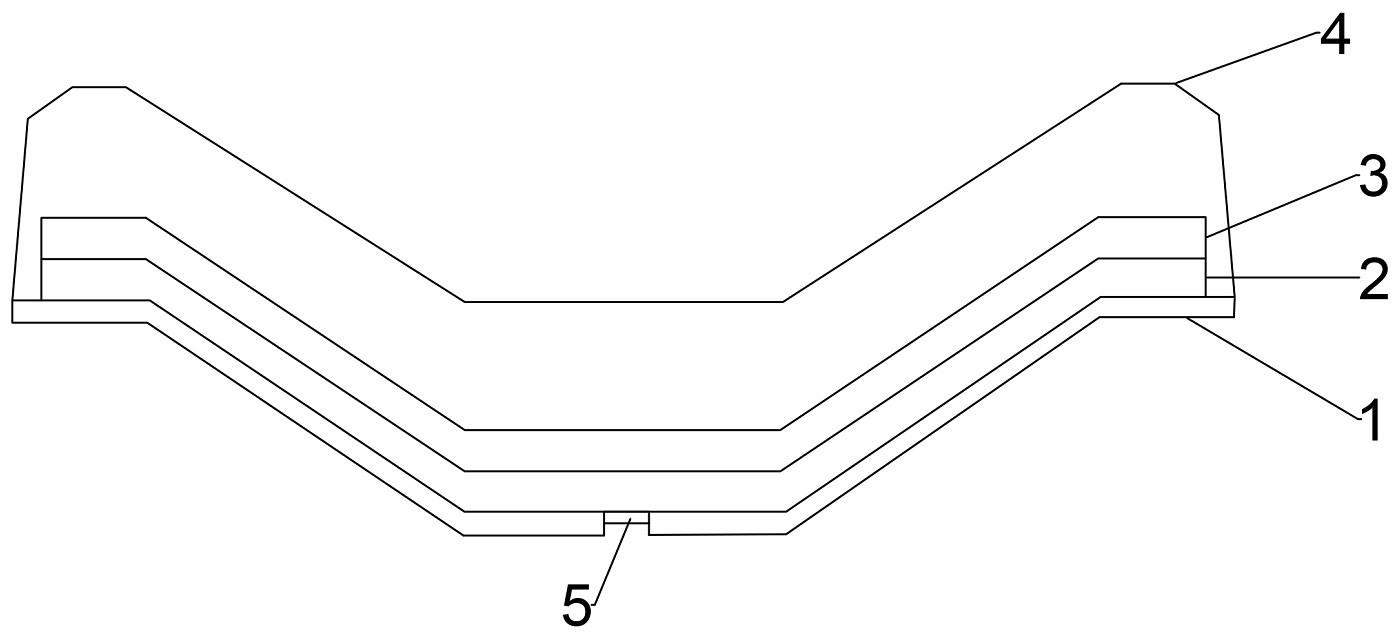
2、本实用新型所采用的技术方案是:一种高炉炼铁用摆动流槽,包括钢外壳,钢外壳上部浇注永久衬,永久衬上部铺设弱结合层,弱结合层上部浇注工作衬。
3、所述钢外壳中间为平面,两边向中间倾斜,钢外壳整体中间部分设置有凹槽,凹槽处填充厚度小于钢外壳厚度的粘土质泥浆。
4、所述钢外壳、永久衬、弱结合层和工作衬的横截面都为梯形。
5、所述永久衬由轻量化高强浇注料浇注而成。
6、所述弱结合层由刚玉骨料或干式料浇注而成,粒度为10-20目,铺设厚度为80-100mm,分两次铺设。
7、所述工作衬由正常流槽浇注料浇注而成,此为现有技术中的常规设置,在此不过多赘述。
8、这种高炉炼铁用摆动流槽,在使用时,首先在钢外壳中间部分的凹槽内填充粘土质泥浆,用轻量化高强浇注料在钢外壳上部浇注出永久衬,永久衬上部分两次铺设粒度为10-20目的刚玉骨料或干式料,形成厚度在80-100mm的弱结合层,弱结合层上部由正常流槽浇注料浇注出工作衬,制作完成后投入使用。
9、所述弱结合层采用粒度为10-20目的刚玉骨料或干式料,能够在铁水倒入摆动流槽时,起到一定的缓冲效果,减少铁水对工作衬的冲击强度,进而延长工作衬的使用寿命,当工作衬损毁时,弱结合层的存在使得工作衬极易拆除,替换新的工作衬,永久衬继续使用,减少耐火材料损耗,降低生产成本。
10、所述钢外壳中间部分设置凹槽并填充厚度小于钢外壳总厚度的粘土质泥浆,其作用在于:用来与摆动流槽支撑架中间的摆动板固定连接,使得摆动流槽能够与支撑架中间的摆动板嵌入摆动流槽底部中间的凹槽中,保持摆动流槽使用过程中的稳定。
11、所述弱结合层分两次浇注,能够提升材料整体的稳定性。
12、本实用新型的有益效果为:
13、本实用新型设计结构简单、操作方便,通过将钢外壳、永久衬、弱结合层和工作衬结合起来,经过试验优化,弱结合层能够起到缓冲作用,保护工作衬和永久衬,减少其因铁水冲击受到的损耗,增加工作衬和永久衬的使用寿命,工作衬损毁时,易于从弱结合层上拆除进行替换,不易损坏下部永久衬,减少耐火材料损耗,降低生产成本。
技术特征:
1.一种高炉炼铁用摆动流槽,其特征在于:包括钢外壳,钢外壳上部浇注永久衬,永久衬上部使用粒度为10-20目的刚玉骨料或干式料分两次铺设弱结合层,弱结合层厚度为80-100mm,弱结合层上部浇注工作衬。
2.如权利要求1所述的一种高炉炼铁用摆动流槽,其特征在于:永久衬由轻量化高强浇注料浇注而成,所述钢外壳中间部分设置凹槽,凹槽处填充厚度小于钢外壳厚度的粘土质泥浆。
3.如权利要求1所述的一种高炉炼铁用摆动流槽,其特征在于:钢外壳中间为平面,两边向中间倾斜,钢外壳、永久衬、弱结合层和工作衬的横截面都为梯形。
技术总结
本技术公开了一种高炉炼铁用摆动流槽,包括钢外壳,钢外壳中间开设有凹槽,凹槽内部填充厚度小于刚外壳厚度的粘土质泥浆,钢外壳上部由轻量化高强浇注料浇注形成永久衬,永久衬上部由粒度为10‑20目的刚玉骨料或干式料分两次铺设形成弱结合层,弱结合层上部浇注工作衬;本技术的弱结合层起到缓冲作用,提升工作衬和永久衬的使用寿命,工作衬损毁后拆除简单方便,不易损坏永久衬,提升耐火材料的利用率,节约生产成本。
技术研发人员:刘云飞,高冲锋,张扬,李纪伟,谢国锋,郭忠航
受保护的技术使用者:洛阳盛铁耐火材料有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!