一种上内冲移动成形模具的制作方法
本技术涉及粉末冶金,具体涉及一种上内冲移动成形模具。
背景技术:
1、现有的模具在生产一种需要开设d形孔的导向套时,无法在粉末冶金压制工序时,将d形孔直接压制成型,需要在压制工艺结束后,用铣加工的方式铣出d形孔,工艺复杂,生产效率低,产品质量难以控制。
技术实现思路
1、本实用新型的目的是针对现有技术存在的不足,提供一种上内冲移动成形模具,能够在粉末冶金压制工序时,将导向套的d形孔通过模具一次压制成型,提升了产品质量和生产效率。
2、为实现上述目的,本实用新型采用的技术方案是:
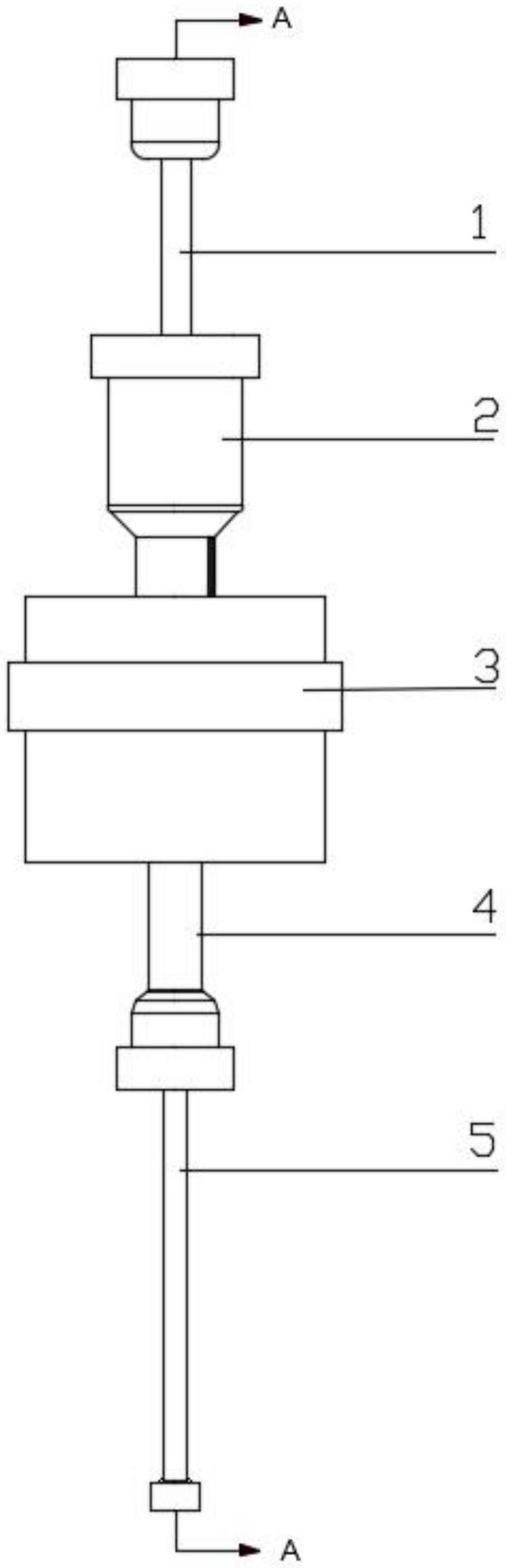
3、一种上内冲移动成形模具,包括上外冲、上内冲、中模、下冲和芯棒,所述中模内设置有型腔,所述型腔包括中心线重合的上腔体和下腔体,上腔体与下腔体均为圆形通孔,且上腔体截面直径大于下腔体截面直径,上腔体与下腔体之间形成内台阶,上腔体内壁设有凸条,上外冲底部外周开设有与凸条配合的凹槽,上外冲内部开设有与上内冲插接的d形孔,上外冲与上内冲延伸至上腔体内部,所述下冲顶面设置为凸起的弧面,下冲内开设有与芯棒插接的圆孔,下冲与芯棒延伸至下腔体内部。
4、优选的,所述上内冲底面与芯棒顶面分别延伸至内台阶,与内台阶的台阶面齐平,上内冲底面与芯棒顶面抵靠接触。
5、优选的,上外冲的底面与内台阶的台阶面之间留有第一间距,下冲的顶面与内台阶的台阶面之间留有第二间距。
6、优选的,所述芯棒的下端设有芯棒底座。
7、优选的,所述上内冲的顶端设有上底座。
8、优选的,所述凸条数量为2个。
9、本实用新型与现有技术相比,具有以下优点:
10、使用本模具加工导向套时,在粉末冶金压制工序时,可以将d形孔一次压制成型,无需再进行铣加工,减少了制作工序,降低了制作成本低,提高了生产效率。
技术特征:
1.一种上内冲移动成形模具,其特征在于:包括上外冲、上内冲、中模、下冲和芯棒,所述中模内设置有型腔,所述型腔包括中心线重合的上腔体和下腔体,上腔体与下腔体均为圆形通孔,且上腔体截面直径大于下腔体截面直径,上腔体与下腔体之间形成内台阶,上腔体内壁设有凸条,上外冲底部外周开设有与凸条配合的凹槽,上外冲内部开设有与上内冲插接的d形孔,上外冲与上内冲延伸至上腔体内部,所述下冲顶面设置为凸起的弧面,下冲内开设有与芯棒插接的圆孔,下冲与芯棒延伸至下腔体内部。
2.根据权利要求1所述的一种上内冲移动成形模具,其特征在于:所述上内冲底面与芯棒顶面分别延伸至内台阶,与内台阶的台阶面齐平,上内冲底面与芯棒顶面抵靠接触。
3.根据权利要求1所述的一种上内冲移动成形模具,其特征在于:上外冲的底面与内台阶的台阶面之间留有第一间距,下冲的顶面与内台阶的台阶面之间留有第二间距。
4.根据权利要求1所述的一种上内冲移动成形模具,其特征在于:所述芯棒的下端设有芯棒底座。
5.根据权利要求1所述的一种上内冲移动成形模具,其特征在于:所述上内冲的顶端设有上底座。
6.根据权利要求1所述的一种上内冲移动成形模具,其特征在于:所述凸条数量为2个。
技术总结
本技术提供了一种上内冲移动成形模具,包括上外冲、上内冲、中模、下冲和芯棒,所述中模内设置有型腔,所述型腔包括中心线重合的上腔体和下腔体,上腔体与下腔体均为圆形通孔,且上腔体截面直径大于下腔体截面直径,上腔体与下腔体之间形成内台阶,上腔体内壁设有凸条,上外冲底部外周开设有与凸条配合的凹槽,上外冲内部开设有与上内冲插接的D形孔,上外冲与上内冲延伸至上腔体内部,所述下冲顶面设置为凸起的弧面,下冲内开设有与芯棒插接的圆孔,下冲与芯棒延伸至下腔体内部。本技术可以减少生产工序,提高生产效率。
技术研发人员:黄雁宇,徐继平,曹玉海,周光祥,刘健峰,朱阳
受保护的技术使用者:江苏扬州海荣粉末冶金有限公司
技术研发日:20221223
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!