一种变速箱箱体打磨定位工装的制作方法
本技术属于变速箱箱体加工,涉及一种变速箱箱体打磨定位工装。
背景技术:
1、近年来,工程机械制造行业正逐步向高端化、智能化发展,特别是生产过程中智能化水平的提升,是大幅提升产线生产效率的重要途径。在箱体类零件生产过程中,打磨工序是许多箱体类零部件生产线必备的工序,其目的是通过打磨去除箱体类零部件机加工后表面残留的金属毛刺,防止毛刺落入整机产品关键部位产生隐患。目前,仍有许多制造企业采用人工打磨的方式,人工打磨效率低、劳动强度大,且打磨质量参差不齐。通过智能化产线设计,可以采用机器人打磨方式取代人工打磨。
2、尤其涉及变速箱类零件,本身为铸造产品,外形轮廓不规则,表面粗糙度高、精度差,机加工后的孔和端面相对复杂,可用于定位的机加工位置多集中在端面的中间位置,为实现自动化打磨,需要设计一种定位工装,确保批量产品进行打磨时,所有的机加工位置定位保持一致;同时,要保证箱体零件在不需要翻转的情况下,尽可能多的将机加工孔和端面进行去毛刺打磨。
技术实现思路
1、本实用新型的目的在于提供一种变速箱箱体打磨定位工装,以解决上述背景技术中提出的问题。
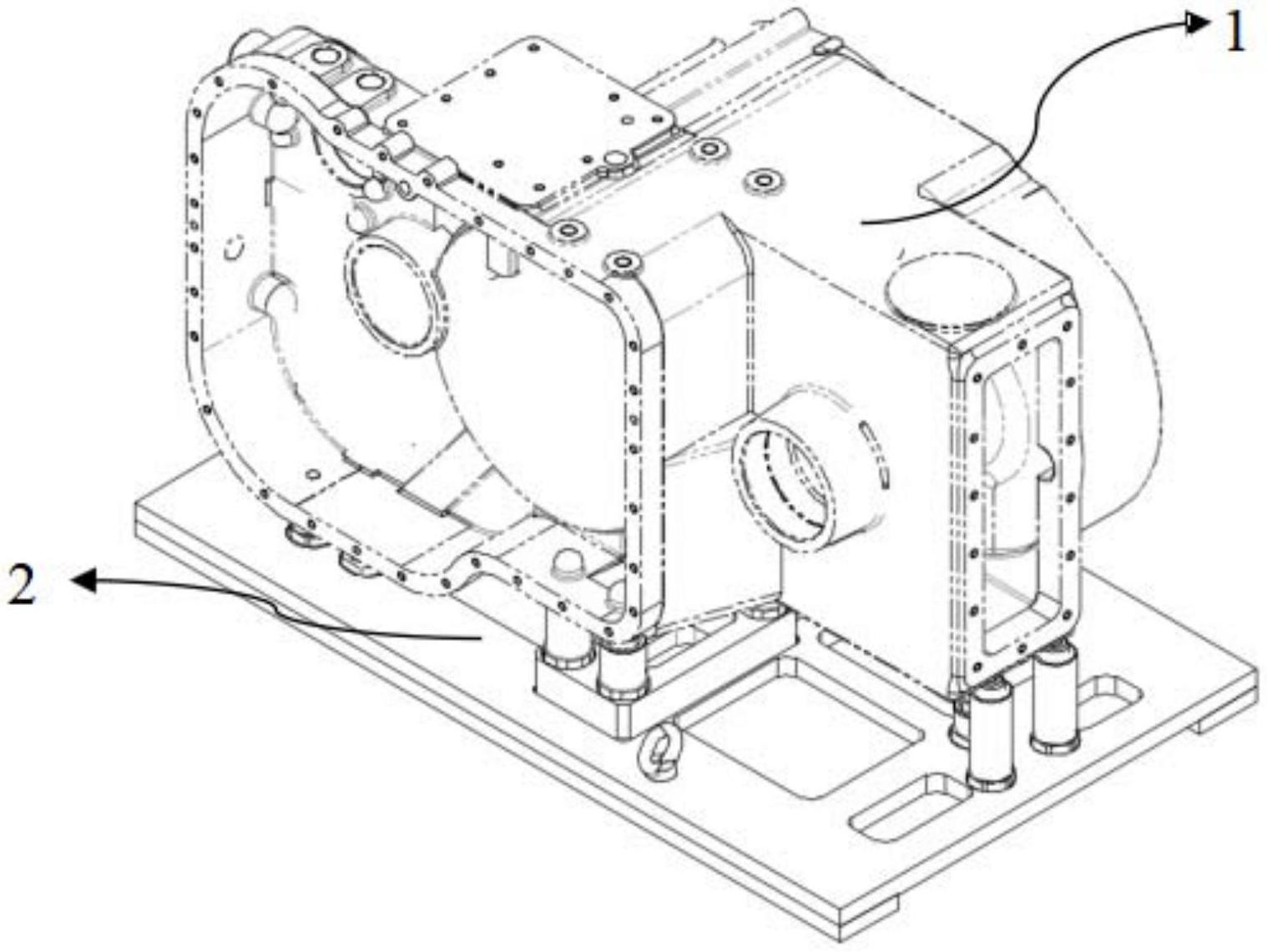
2、本实用新型的目的可通过下列技术方案来实现:一种变速箱箱体打磨定位工装,包括变速箱箱体和定位工装,所述定位工装的顶端固定连接有变速箱箱体,所述定位工装由定位连接座、基板、左垫板和右垫板组成,所述基板底端的一侧固定安装有左垫板,所述基板底端的另一侧固定安装有右垫板,所述基板顶端的中部固定安装有定位连接座,所述基板顶端一侧的中部固定安装有浮动支撑装置一、浮动支撑装置二和辅助支撑二,所述基板顶端的中部固定安装有浮动支撑装置三和浮动支撑装置四,所述基板顶端另一侧的边角处分别固定安装有浮动支撑装置五、浮动支撑装置六和辅助支撑一。
3、在上述的一种变速箱箱体打磨定位工装中,所述定位连接座由底板、左定位块、右定位块、右定位销、左定位销、左定位囊和右定位囊组成,所述底板与基板的顶端固定连接,所述底座顶端一侧的边角处固定安装有左定位块,所述底座顶端另一侧的边角处固定安装有右定位块,所述底座顶端一侧的另一边角处固定安装有左定位囊,所述左定位囊的内部穿插连接有左定位销,所述底座顶端另一侧的另一边角处固定设有右定位囊,所述右定位囊的内部穿插连接有右定位销。
4、在上述的一种变速箱箱体打磨定位工装中,所述右定位销和左定位销均与变速箱箱体螺纹连接。
5、在上述的一种变速箱箱体打磨定位工装中,所述浮动支撑装置一、浮动支撑装置二、浮动支撑装置三、浮动支撑装置四、浮动支撑装置五和浮动支撑装置六均由弹簧柱塞和柱塞套组成,所述柱塞套的底端与基板的顶端固定连接,所述柱塞套的内部套设连接有弹簧柱塞,所述弹簧柱塞的顶端与变速箱箱体的底端接触连接。
6、在上述的一种变速箱箱体打磨定位工装中,所述辅助支撑一和辅助支撑二均由螺栓、紧固螺母和螺纹套组成,所述螺纹套的底端与基板的顶端固定连接,所述螺栓的表面从上至下依次螺纹连接有紧固螺母和螺纹套。
7、与现有技术相比,本实用新型一种变速箱箱体打磨定位工装的优点为:
8、(1)本实用新型可实现变速箱箱体定位,保证批量变速箱箱体的定位保持一致,使得箱体机加工面可进行自动化打磨。
9、(2)本实用新型定位面的选取,可达到不翻转变速箱箱体的前提下,机加工位置打磨率大于90%。
10、(3)通过更换定位连接座,可实现不同变速箱箱体的定位,
11、通过浮动支撑装置,可以实现变速箱箱体转运至打磨定位工装时可平稳放置,提高定位安装过程中的平顺性,减少工装与产品之间的震动磨损。
技术特征:
1.一种变速箱箱体打磨定位工装,包括变速箱箱体(1)和定位工装(2),其特征在于,所述定位工装(2)的顶端固定连接有变速箱箱体(1),所述定位工装(2)由定位连接座(3)、基板(12)、左垫板(13)和右垫板(14)组成,所述基板(12)底端的一侧固定安装有左垫板(13),所述基板(12)底端的另一侧固定安装有右垫板(14),所述基板(12)顶端的中部固定安装有定位连接座(3),所述基板(12)顶端一侧的中部固定安装有浮动支撑装置一(4)、浮动支撑装置二(5)和辅助支撑二(11),所述基板(12)顶端的中部固定安装有浮动支撑装置三(6)和浮动支撑装置四(7),所述基板(12)顶端另一侧的边角处分别固定安装有浮动支撑装置五(8)、浮动支撑装置六(9)和辅助支撑一(10)。
2.根据权利要求1所述的一种变速箱箱体打磨定位工装,其特征在于,所述定位连接座(3)由底板(31)、左定位块(32)、右定位块(33)、右定位销(34)、左定位销(35)、左定位囊(36)和右定位囊(37)组成,所述底板(31)与基板(12)的顶端固定连接,所述底板(31)顶端一侧的边角处固定安装有左定位块(32),所述底板(31)顶端另一侧的边角处固定安装有右定位块(33),所述底板(31)顶端一侧的另一边角处固定安装有左定位囊(36),所述左定位囊(36)的内部穿插连接有左定位销(35),所述底板(31)顶端另一侧的另一边角处固定设有右定位囊(37),所述右定位囊(37)的内部穿插连接有右定位销(34)。
3.根据权利要求2所述的一种变速箱箱体打磨定位工装,其特征在于,所述右定位销(34)和左定位销(35)均与变速箱箱体(1)螺纹连接。
4.根据权利要求1所述的一种变速箱箱体打磨定位工装,其特征在于,所述浮动支撑装置一(4)、浮动支撑装置二(5)、浮动支撑装置三(6)、浮动支撑装置四(7)、浮动支撑装置五(8)和浮动支撑装置六(9)均由弹簧柱塞(41)和柱塞套(42)组成,所述柱塞套(42)的底端与基板(12)的顶端固定连接,所述柱塞套(42)的内部套设连接有弹簧柱塞(41),所述弹簧柱塞(41)的顶端与变速箱箱体(1)的底端接触连接。
5.根据权利要求1所述的一种变速箱箱体打磨定位工装,其特征在于,所述辅助支撑一(10)和辅助支撑二(11)均由螺栓(111)、紧固螺母(112)和螺纹套(113)组成,所述螺纹套(113)的底端与基板(12)的顶端固定连接,所述螺栓(111)的表面从上至下依次螺纹连接有紧固螺母(112)和螺纹套(113)。
技术总结
本技术提供了一种变速箱箱体打磨定位工装,包括变速箱箱体和定位工装,所述定位工装的顶端固定连接有变速箱箱体,所述定位工装由定位连接座、基板、左垫板和右垫板组成,所述基板底端的一侧固定安装有左垫板,所述基板底端的另一侧固定安装有右垫板,所述基板顶端的中部固定安装有定位连接座。本技术可实现变速箱箱体定位,保证批量变速箱箱体的定位保持一致,使得箱体机加工面可进行自动化打磨,通过更换定位连接座,可实现不同变速箱箱体的定位,通过浮动支撑装置,可以实现变速箱箱体转运至打磨定位工装时可平稳放置,提高定位安装过程中的平顺性,减少工装与产品之间的震动磨损。
技术研发人员:徐筱慧,王端,李广州,李雨珊
受保护的技术使用者:上交(徐州)新材料研究院有限公司
技术研发日:20221228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!