一种船用曲轴中心孔除锈用打磨清理装置的制作方法
本技术涉及机械加工,具体而言,尤其涉及一种船用曲轴中心孔除锈用打磨清理装置。
背景技术:
1、船用曲轴中心位置设有贯穿的中心孔,孔尺寸φ150mm、深度6至10米不等,该孔主要用于产品吊装,在轴类件毛坯制作阶段加工成品,其后经过部件精加工、曲轴热装、整体加工等等多道工序的流转,包装发运。在此阶段中,热装加热和加工时的切削液均会使中心孔内的防锈油失效,从而产生锈蚀的质量问题,因孔深度尺寸大,工具只能清理两端500mm范围内的锈蚀部位,内部无法清理,而曲轴在柴油机内运转时,与瓦紧密贴合,锈蚀产生的细小颗粒一旦被振动脱落,掉入轴瓦之间,将造成轴瓦拉伤,严重影响柴油机的稳定运行。
技术实现思路
1、根据上述提出的技术问题,而提供一种船用曲轴中心孔除锈用打磨清理装置。
2、本实用新型采用的技术手段如下:
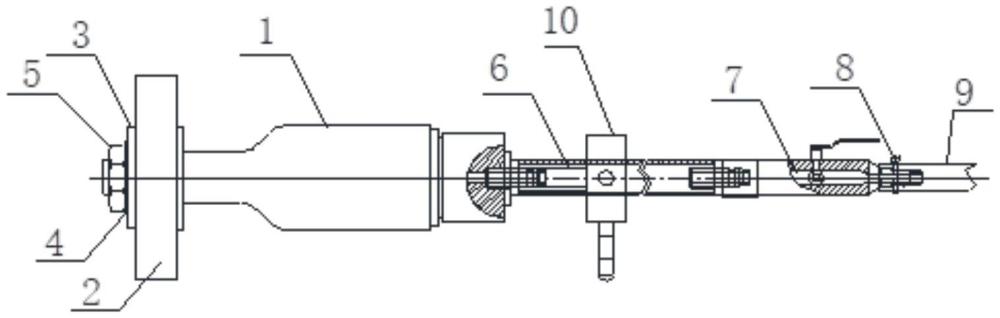
3、一种船用曲轴中心孔除锈用打磨清理装置,包括:气动马达、千叶轮、挡板、弹簧垫片、固定螺母、加长管、球阀、卡子和风管;
4、上述气动马达的最大直径尺寸小于曲轴中心孔尺寸;
5、上述千叶轮固定于气动马达的旋转轴上,且其直径与曲轴中心孔孔径相等;
6、上述挡板为空心圆柱环形,其内圆与气动马达的旋转轴间隙配合,与千叶轮贴合的端面呈阶梯圆环形,中间圆凹陷,外侧圆凸出;
7、上述固定螺母、弹簧垫片将挡板和千叶轮固定在气动马达的旋转轴上;
8、所述加长管为金属无缝钢管,两端分别固定有气动工具用快速接头,一端与气动马达连接;另一端与气源连接;其作用一是作为气管传输空气;其二是可作为气动马达的接柄,使气动马达工作范围延长。
9、上述球阀一端与加长管连接,另一端与所述风管连接,并使用所述卡子固定紧固;
10、所述气动马达的功率需足够大,从而带动千叶轮旋转。
11、所述千叶轮直径与中心孔孔径相等,其叶片上的砂布粒度需略粗,其内圆与砂轮机旋转轴间隙配合。
12、进一步的,
13、还包括:加长管保持架;
14、套至于加长管上的把持套和分布于把持套左对称右两侧以及底部顶点的滑动柱;
15、上述滑动柱一端与把持套通过螺纹连接,另一端可拆卸固定有牛眼轮;
16、牛眼轮的滚轮部分为尼龙轮;
17、上述滑动柱的杆体本身是通过多节圆柱段螺纹连接组成,即滑动柱的杆体可通过圆柱段装配数量和长度来调节长度,此结构的目的在于通过加长管保持架的安装,这样在装置伸入到曲中中心孔内后,将获得有效的中心位置保持,这样就避免了操作人员手动抬起本装置,避免了中心找不准,影响中心孔除锈效果不佳的情况。
18、较现有技术相比,本实用新型具有以下优点:
19、1.设计合理,结构简单,易于安装,人工操作难度低,除锈效果好。
20、2.本申请将利用加长管的结构形式,延长砂轮机长度不足无法完成中心孔除锈作业问题,使产品质量得到有效保证。基于上述理由本实用新型可在等领域广泛推广。
技术特征:
1.一种船用曲轴中心孔除锈用打磨清理装置,其特征在于,包括:气动马达(1)、千叶轮(2)、挡板(3)、弹簧垫片(4)、固定螺母(5)、加长管(6)、球阀(7)、卡子(8)和风管(9);
2.根据权利要求1所述的一种船用曲轴中心孔除锈用打磨清理装置,其特征在于,
3.根据权利要求2所述的一种船用曲轴中心孔除锈用打磨清理装置,其特征在于,
技术总结
本技术提供一种船用曲轴中心孔除锈用打磨清理装置,包括:气动马达、千叶轮、挡板、弹簧垫片、固定螺母、加长管、球阀、卡子和风管;千叶轮固定于气动马达的旋转轴上;固定螺母、弹簧垫片将挡板和千叶轮固定在气动马达的旋转轴上;加长管为金属无缝钢管,两端分别固定有气动工具用快速接头,一端与气动马连接;另一端与气源连接;其作用一是作为气管传输空气;其二是可作为气动马达的接柄,使气动马达工作范围延长,整个装置伸入到曲轴中心孔中,保持千叶轮旋转的同时在中心孔内往复移动进而实现除锈。
技术研发人员:于健,隋磊,谢宏明,黄勇,罗新明
受保护的技术使用者:大连华锐船用曲轴有限公司
技术研发日:20221230
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!