一种轴承磨削用定位工装的制作方法
本技术属于轴承磨削,尤其是一种轴承磨削用定位工装。
背景技术:
1、轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。轴承在加工时需要对轴承圈进行磨削,保证轴承圈的光滑。
2、现有轴承磨削装置的夹持装置通常与轴承圈接触面较小,轴承圈磨削时容易打滑,造成轴承圈磨削不均匀,影响轴承成品质量。
3、比如现有技术的中国专利号为:cn215394190u的一种轴承磨削用定位工装装置,其“包括设置在工作台右部的电动气缸,所述电动气缸的推杆的左端固定连接着夹持座,所述夹持座底部设置有滑动板,所述滑动板滑动设置在滑槽内,所述夹持座上表面转动设置有旋转座,所述旋转座上表面固定设置着夹持机构。”,夹持装置与轴承圈接触面较小,容易打滑。因此需要一种新型轴承磨削用定位工装。
技术实现思路
1、本实用新型的目的在于提供一种轴承磨削用定位工装,以解决背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种轴承磨削用定位工装,包括中心座,所述中心座内部均匀开设有若干滑道,且这些滑道呈圆周阵列分布,每个所述滑道均滑动安装有活动杆,所述中心座螺纹连接有第一螺栓,所述第一螺栓同轴固定连接有锥形挤压头,且锥形挤压头设置在若干活动杆之间,每个所述活动杆均与锥形挤压头适配;
3、每个所述活动杆远离中心座的一端均安装有连接管,每个所述连接管均固定连接移动块,且所有移动块共同卡接有轴承圈,每个所述移动块上均焊接有用于定位轴承圈的第一限位条和第二限位条,且第一限位条和第二限位条分布设置在移动块的两侧。
4、优选的,每个所述活动杆远离中心座的一端均螺纹连接有第二螺栓,且第二螺栓贯穿连接管。
5、优选的,所述中心座同轴固定连接有带有输出端的第一旋转电机,所述第一旋转电机固定连接有固定环。
6、优选的,所述固定环的底面焊接有支撑柱,所述支撑柱的底部焊接有底座。
7、优选的,所述底座的上表面固定安装有固定座,所述固定座滑动安装有移动座,所述移动座固定连接有带有输出端的第二旋转电机,所述第二旋转电机的输出端同轴固定连接有用于磨削轴承圈的砂轮。
8、优选的,所述固定座上开设有燕尾槽,所述移动座底面焊接有适配燕尾槽的燕尾块。
9、优选的,所述固定座上表面焊接有两个旋转座,两个所述旋转座共同转动连接有螺杆,且螺杆与移动座螺纹连接,所述螺杆远离中心座的一端同轴固定连接有转盘。
10、与现有技术相比,本实用新型的技术效果和优点:
11、该轴承磨削用定位工装,使用时,先通过六角扳手拧送第一螺栓,将所有移动块套在轴承圈内,接着拧紧第一螺栓,移动块共同抵紧轴承圈,轴承圈卡接在第一限位条和第二限位条之间,轴承圈位置固定,为了适配不同规格的轴承圈,可以拧下第二螺栓,更换不同规格的移动块,设置有与轴承圈适配且可更换的移动块,移动块可以轴承圈的内壁充分接触,增大了夹持装置与轴承圈接触面积,减少了轴承圈磨削的滑动,提升了磨削的良品率;
12、该轴承磨削用定位工装,使用时,通过六角扳手转动第一螺栓,使得第一螺栓拧紧通过锥形挤压头挤压活动杆,活动杆沿着中心座内的滑道移动,远离锥形挤压头,此时移动块共同抵紧轴承圈,通过转动第一螺栓抵紧轴承圈,简化了操作步骤,节约了换料时间。
技术特征:
1.一种轴承磨削用定位工装,包括中心座(1),其特征在于:所述中心座(1)内部均匀开设有若干滑道,且这些滑道呈圆周阵列分布,每个所述滑道均滑动安装有活动杆(2),所述中心座(1)螺纹连接有第一螺栓(4),所述第一螺栓(4)同轴固定连接有锥形挤压头(3),且锥形挤压头(3)设置在若干活动杆(2)之间,每个所述活动杆(2)均与锥形挤压头(3)适配;
2.根据权利要求1所述的一种轴承磨削用定位工装,其特征在于:每个所述活动杆(2)远离中心座(1)的一端均螺纹连接有第二螺栓(9),且第二螺栓(9)贯穿连接管(6)。
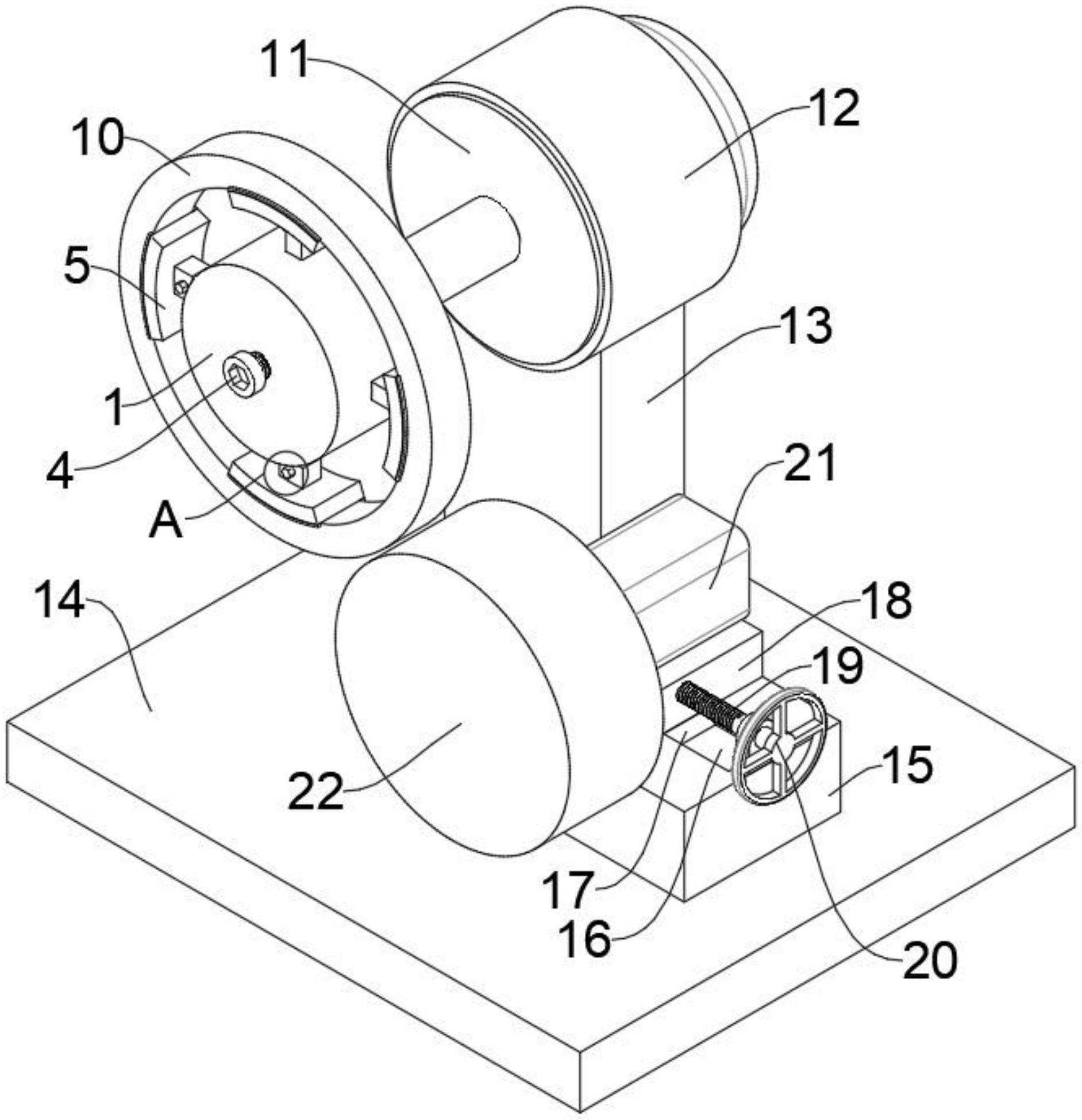
3.根据权利要求1所述的一种轴承磨削用定位工装,其特征在于:所述中心座(1)同轴固定连接有带有输出端的第一旋转电机(11),所述第一旋转电机(11)固定连接有固定环(12)。
4.根据权利要求3所述的一种轴承磨削用定位工装,其特征在于:所述固定环(12)的底面焊接有支撑柱(13),所述支撑柱(13)的底部焊接有底座(14)。
5.根据权利要求4所述的一种轴承磨削用定位工装,其特征在于:所述底座(14)的上表面固定安装有固定座(15),所述固定座(15)滑动安装有移动座(18),所述移动座(18)固定连接有带有输出端的第二旋转电机(21),所述第二旋转电机(21)的输出端同轴固定连接有用于磨削轴承圈(10)的砂轮(22)。
6.根据权利要求5所述的一种轴承磨削用定位工装,其特征在于:所述固定座(15)上开设有燕尾槽(16),所述移动座(18)底面焊接有适配燕尾槽(16)的燕尾块(17)。
7.根据权利要求5所述的一种轴承磨削用定位工装,其特征在于:所述固定座(15)上表面焊接有两个旋转座(23),两个所述旋转座(23)共同转动连接有螺杆(19),且螺杆(19)与移动座(18)螺纹连接,所述螺杆(19)远离中心座(1)的一端同轴固定连接有转盘(20)。
技术总结
本技术公开了一种轴承磨削用定位工装,属于轴承磨削技术领域,包括中心座,所述中心座内部均匀开设有若干滑道,且这些滑道呈圆周阵列分布,每个所述滑道均滑动安装有活动杆,所述中心座螺纹连接有第一螺栓,所述第一螺栓同轴固定连接有锥形挤压头,且锥形挤压头设置在若干活动杆之间,每个所述活动杆均与锥形挤压头适配,每个所述活动杆远离中心座的一端均安装有连接管,每个所述连接管均固定连接移动块,且所有移动块共同卡接有轴承圈,每个所述移动块上均焊接有用于定位轴承圈的第一限位条和第二限位条,且第一限位条和第二限位条分布设置在移动块的两侧,该轴承磨削用定位工装,提升了磨削的良品率。
技术研发人员:朱永宁,张华,郑小明
受保护的技术使用者:宁波诚泰轴承有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!