一种双翼式夹紧治具的制作方法
本技术涉及一种双翼式夹紧治具。
背景技术:
1、参见图5,工件40为摄像头支架中的调节臂,在其生产过程中需要对其孔位410进行打磨抛光,以使孔位410与其他配件进行装配时,配件能在孔位410内顺畅转动,避免因孔位410不平整而影响配件的转动。
2、而为实现对工件40的孔位410进行高效全自动的抛光打磨,在实际加工生产中,需要对其固定在机床内进行加工。而对其进行加工需要将其固定在机床内。因此,如何将其固定在机床内是现有技术中所急需解决的问题。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种双翼式夹紧治具。
2、按此目的设计的一种双翼式夹紧治具,包括用于安装在机床上的旋转基座,所述旋转基座上安装有工件基台,在所述工件基台上至少设有一个用于与工件相贴合的定位基座,所述定位基座上方设有用于配合定位基座将工件进行压紧的压紧件,在所述压紧件上方贴合有锁定件,所述锁定件与所述工件基台可拆卸连接,在所述定位基座对应工件的孔位处设有让位孔。
3、作为优选,所述定位基座的上端面上设有用于嵌入至工件的缺槽内的定位凸起,在所述定位基座远离所述让位孔一端的工件基台上设有向上凸起与所述工件相贴合形成定位配合的凸块。
4、作为优选,所述锁定件上设有第一安装孔,在所述压紧件对应所述第一安装孔的位置上设有第二安装孔,所述工件基台对应所述第二安装孔的位置上设有第一螺纹孔,在所述第一安装孔内穿入螺栓,所述螺栓穿过所述第二安装孔与所述第一螺纹孔螺纹连接。
5、作为优选,所述凸块上设有第一定位孔,在所述压紧件对应所述第一定位孔的位置上设有第二定位孔,在所述锁定件对应所述第二定位孔的位置上设有第三定位孔,在所述第三定位孔、第二定位孔以及所述第一定位孔内依次穿入定位销。
6、作为优选,所述定位基座具有多组,每组定位基座分别具有两个且两个定位基座互相对称设置在所述工件基台上,多组定位基座沿圆周阵列设置在所述工件基台上。
7、作为优选,所述工件基台由第一方形基台以及设置在所述第一方形基台左右两侧的第二方形基台;
8、所述定位基座具有四组,四组定位基座分别设置在所述第一方形基台的上下两侧壁面上以及两个第一方形基台朝外侧的壁面上。
9、本实用新型具有结构简单合理、固定在机床内加工、提高加工效率、标准化加工的优点,与现有的技术相比,包括用于安装在机床上的旋转基座,所述旋转基座上安装有工件基台,在所述工件基台上至少设有一个用于与工件相贴合的定位基座,所述定位基座上方设有用于配合定位基座将工件进行压紧的压紧件,在所述压紧件上方贴合有锁定件,所述锁定件与所述工件基台可拆卸连接,在所述定位基座对应工件的孔位处设有让位孔。本实用新型在具体使用时,先将工件与定位基座相贴合,然后采用压紧件进行一次压紧,然后在压紧件上方组装锁定件进行二次压紧,再将锁定件与工件基台进行锁定。即完成工件的组装。本实用新型中,旋转基座其固定在机床内,利用机床内的刀具对工件的孔位进行抛光打磨。以实现标准化的加工生产,以确保标准化的生产质量。
技术特征:
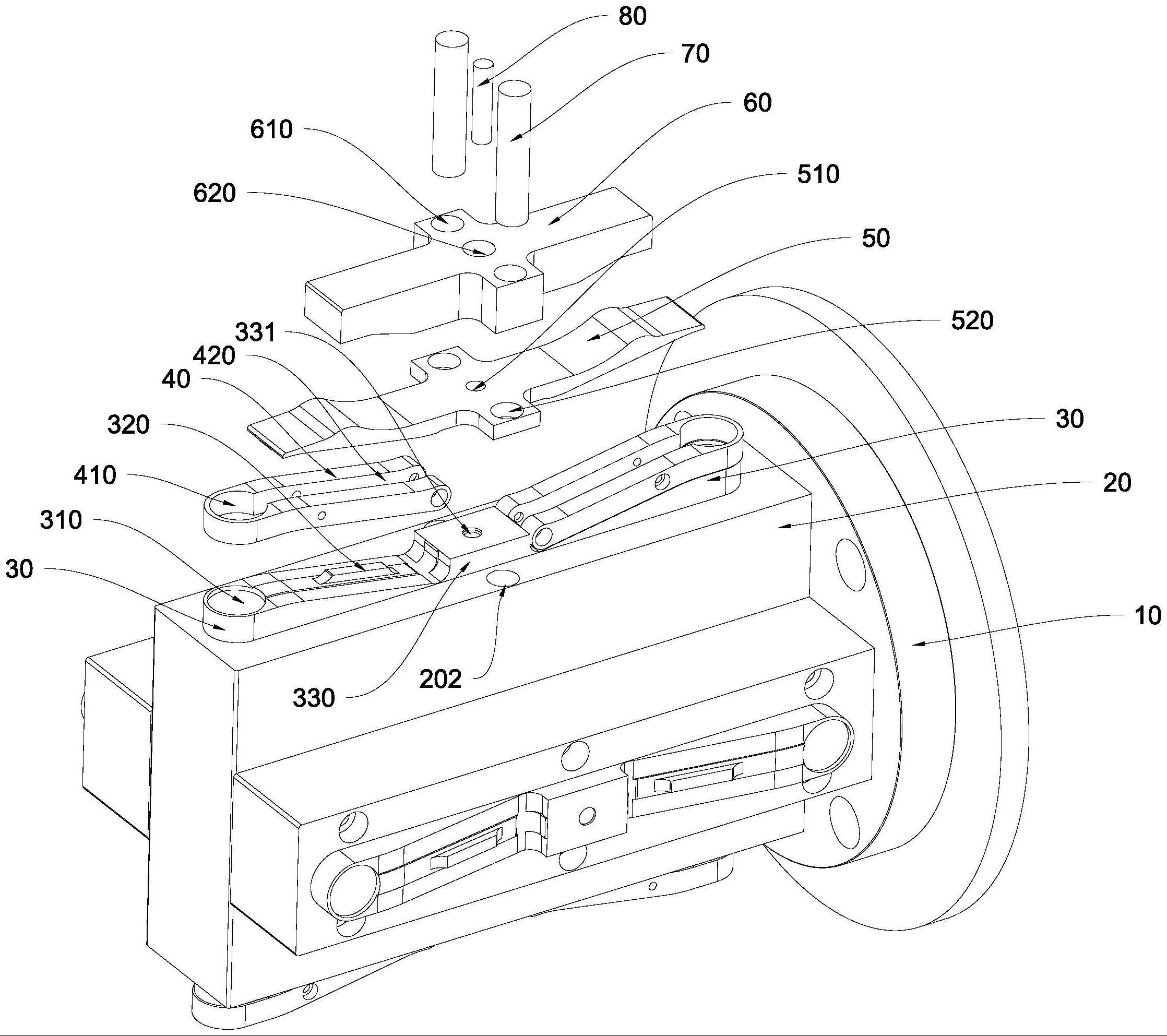
1.一种双翼式夹紧治具,其特征在于:包括用于安装在机床上的旋转基座(10),所述旋转基座(10)上安装有工件基台(20),在所述工件基台(20)上至少设有一个用于与工件(40)相贴合的定位基座(30),所述定位基座(30)上方设有用于配合定位基座(30)将工件(40)进行压紧的压紧件(50),在所述压紧件(50)上方贴合有锁定件(60),所述锁定件(60)与所述工件基台(20)可拆卸连接,在所述定位基座(30)对应工件(40)的孔位(410)处设有让位孔(310)。
2.根据权利要求1所述的一种双翼式夹紧治具,其特征在于:所述定位基座(30)的上端面上设有用于嵌入至工件(40)的缺槽(420)内的定位凸起(320),在所述定位基座(30)远离所述让位孔(310)一端的工件基台(20)上设有向上凸起与所述工件(40)相贴合形成定位配合的凸块(330)。
3.根据权利要求1所述的一种双翼式夹紧治具,其特征在于:所述锁定件(60)上设有第一安装孔(610),在所述压紧件(50)对应所述第一安装孔(610)的位置上设有第二安装孔(520),所述工件基台(20)对应所述第二安装孔(520)的位置上设有第一螺纹孔(202),在所述第一安装孔(610)内穿入螺栓(70),所述螺栓(70)穿过所述第二安装孔(520)与所述第一螺纹孔(202)螺纹连接。
4.根据权利要求2所述的一种双翼式夹紧治具,其特征在于:所述凸块(330)上设有第一定位孔(331),在所述压紧件(50)对应所述第一定位孔(331)的位置上设有第二定位孔(510),在所述锁定件(60)对应所述第二定位孔(510)的位置上设有第三定位孔(620),在所述第三定位孔(620)、第二定位孔(510)以及所述第一定位孔(331)内依次穿入定位销(80)。
5.根据权利要求1至4中任一项所述的一种双翼式夹紧治具,其特征在于:所述定位基座(30)具有多组,每组定位基座(30)分别具有两个且两个定位基座(30)互相对称设置在所述工件基台(20)上,多组定位基座(30)沿圆周阵列设置在所述工件基台(20)上。
6.根据权利要求5所述的一种双翼式夹紧治具,其特征在于:所述工件基台(20)由第一方形基台(200)以及设置在所述第一方形基台(200)左右两侧的第二方形基台(201);
技术总结
本技术公开一种双翼式夹紧治具,包括用于安装在机床上的旋转基座,旋转基座上安装有工件基台,在工件基台上至少设有一个用于与工件相贴合的定位基座,定位基座上方设有用于配合定位基座将工件进行压紧的压紧件,在压紧件上方贴合有锁定件,锁定件与工件基台可拆卸连接,在定位基座对应工件的孔位处设有让位孔。本技术在具体使用时,先将工件与定位基座相贴合,然后采用压紧件进行一次压紧,然后在压紧件上方组装锁定件进行二次压紧,再将锁定件与工件基台进行锁定。即完成工件的组装。本技术中,旋转基座其固定在机床内,利用机床内的刀具对工件的孔位进行抛光打磨。以实现标准化的加工生产,以确保标准化的生产质量。
技术研发人员:冯远凡
受保护的技术使用者:中山市弘辰金属制品有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!