自动化玻璃瓶打磨抛光系统的制作方法
本技术属于产品打磨处理设备领域,涉及玻璃瓶表面的打磨抛光,具体涉及一种自动化玻璃瓶打磨抛光系统。
背景技术:
1、玻璃酒瓶在成型的过程中由于温度、配料、操作等因素可能形成一些褶皱、挂料等瑕疵,同时由于模具的开合会在两侧形成向外稍微凸出的贯穿整个瓶身的线条,俗称合缝线,这些瑕疵和两边的线条会影响瓶子本身外在的美观,也会影响瓶身上贴花或者印刷图案的完整性。一般中低档和设计感不强的酒瓶对这些瑕疵没有特别要求,但设计感强的酒瓶要求瓶身光洁平整以彰显酒瓶的档次,所以必须对玻璃酒瓶进行打磨抛光。整个工艺包括打磨、抛光、洗瓶、检验四道工序。打磨和抛光材料已经更迭几代,但一般还是依靠操作员进行各个工序的手动操作。因此,产品的质量会因为操作员的不同而参差不齐。另一方面,操作员劳动强度大,效率低。
技术实现思路
1、有鉴于此,本实用新型提供一种自动化玻璃瓶打磨抛光系统。
2、其技术方案如下:
3、一种自动化玻璃瓶打磨抛光系统,包括步进传送装置和一组作业工位,其关键在于,一组所述作业工位包括按照玻璃瓶传送方向设置的用于上件、打磨、抛光和出件的工位;
4、所述步进传送装置对应每个所述作业工位分别设有夹取组件,所述步进传送装置用于夹取玻璃瓶,并使玻璃瓶从上件工位开始顺次经过中间各个作业工位至所述出件工位。
5、作为优选,一组所述作业工位包括按照玻璃瓶传送方向顺序设置的上件工位、第一打磨工位、第一抛光工位、翻转工位、第二打磨工位、第二抛光工位以及出件工位;
6、所述步进传送装置循环经过各个所述作业工位。
7、作为优选,上述步进传送装置为八工位分割器转盘,该八工位分割器转盘水平转动,各个所述作业工位环绕该八工位分割器转盘分布;
8、其中任意相邻的两个所述作业工位之间设置有空位。
9、作为优选,上述夹取组件包括拉杆式夹爪以及用于驱动所述夹爪的夹爪驱动机构。
10、作为优选,上述夹爪沿着所述八工位分割器转盘的径向向外伸出,所述夹爪在水平方向进行开合动作。
11、作为优选,上述夹爪包括两根相互配合的夹臂,两根所述夹臂的前端分别设置有柔性夹块,两根所述夹臂上相对的所述柔性夹块的夹取面上均开设有与酒瓶外壁适配的弧形槽。
12、作为优选,上述夹爪的夹臂上设置有两对所述柔性夹块,分别为瓶颈夹块和瓶身夹块,其中所述瓶身夹块靠近所述夹臂前端。
13、作为优选,上述第一打磨工位、第一抛光工位、第二打磨工位、第二抛光工位分别设置有打磨装置,所述打磨装置的磨盘在水平方向转动,所述磨盘上方设置有往复夹紧组件,该往复夹紧组件用于夹取酒瓶并带动其沿着轴向往复运动;
14、所述往复夹紧组件包括夹紧机构、升降机构和往复驱动机构,所述往复驱动机构安装在主机架上,所述往复驱动机构通过所述升降机构连接所述夹紧机构,所述夹紧机构用于轴向夹取酒瓶;
15、所述夹取组件位于所述磨盘上方。
16、作为优选,上述打磨装置包括水槽,该水槽内设置有磨盘,该水槽下方设置有磨盘驱动电机,该磨盘驱动电机的输出轴通过联轴器与所述磨盘的转轴连接,所述磨盘的转轴密封穿过所述水槽。
17、作为优选,上述酒瓶自动磨抛系统还包括来件输送机和去件输送机;
18、所述来件输送机的卸料端对应所述上件工位,所述上件工位设置有定位台,该定位台设置在副机架上,该定位台用于承接从所述来件输送机的卸下的酒瓶,以供所述夹取组件夹持;
19、靠近所述上件工位设置有所述出件工位,所述出件工位设有出件送料机构,该出件送料机构用于将酒瓶从出件工位转移到所述去件输送机的上料端。
20、与现有技术相比,本实用新型的有益效果:通过机械作业,能够实现更规范统一的加工效果,提高良品率,质量更稳定,避免个人失误造成的不良品和质量参差不齐;同时,提高效率,降低人力消耗。
技术特征:
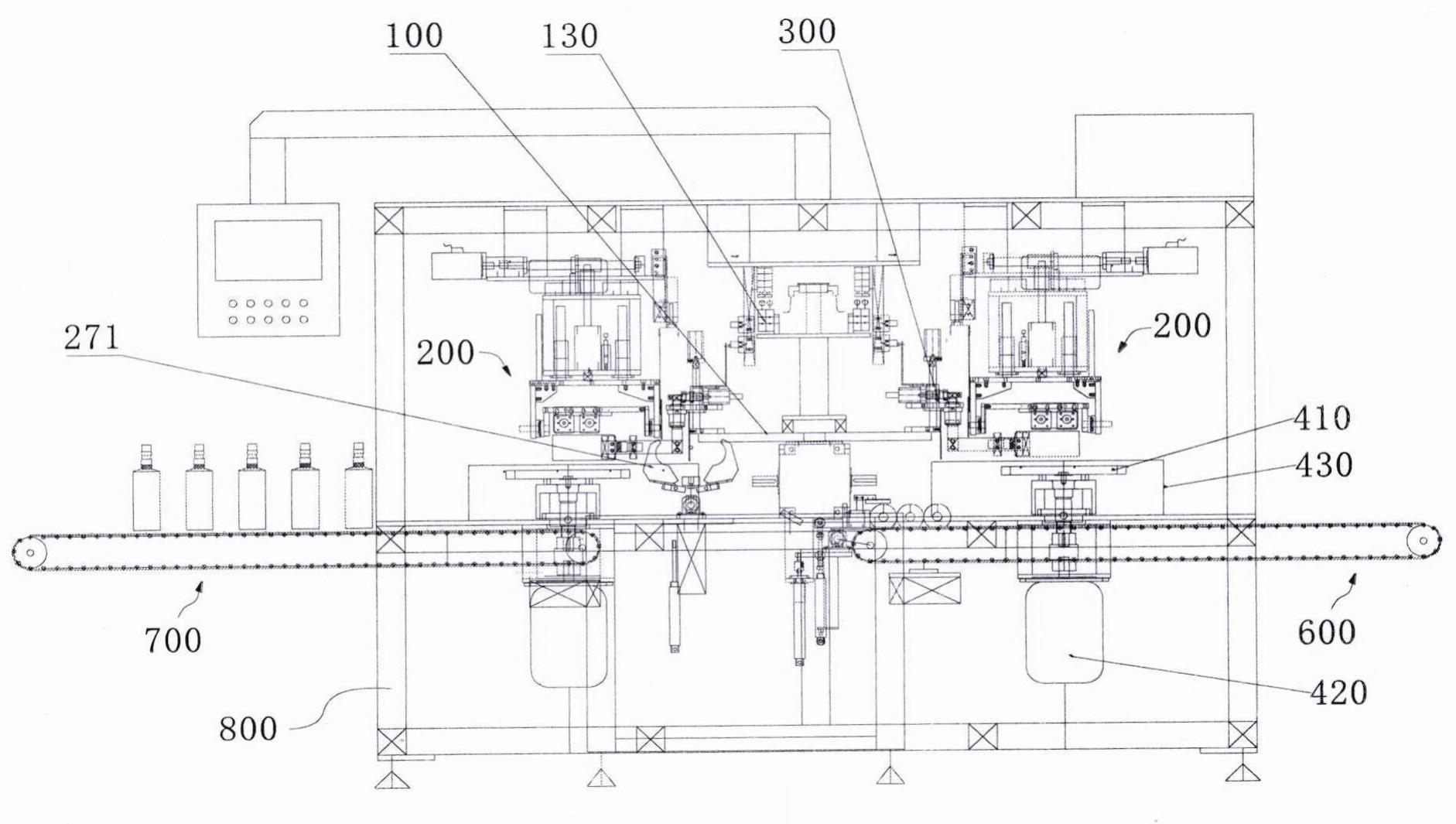
1.一种自动化玻璃瓶打磨抛光系统,包括步进传送装置(100)和一组作业工位(200),其特征在于:一组所述作业工位(200)包括按照玻璃瓶传送方向设置的用于上件、打磨、抛光和出件的工位;
2.根据权利要求1所述的自动化玻璃瓶打磨抛光系统,其特征在于:一组所述作业工位(200)包括按照玻璃瓶传送方向顺序设置的上件工位(210)、第一打磨工位(220)、第一抛光工位(230)、翻转工位(240)、第二打磨工位(250)、第二抛光工位(260)以及出件工位(270);
3.根据权利要求2所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述步进传送装置(100)为八工位分割器转盘,该八工位分割器转盘水平转动,各个所述作业工位(200)环绕该八工位分割器转盘分布;
4.根据权利要求3所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述夹取组件(300)包括拉杆式夹爪(310)以及用于驱动所述夹爪(310)的夹爪驱动机构(320)。
5.根据权利要求4所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述夹爪(310)沿着所述八工位分割器转盘的径向向外伸出,所述夹爪(310)在水平方向进行开合动作。
6.根据权利要求4所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述夹爪(310)包括两根相互配合的夹臂(311),两根所述夹臂(311)的前端分别设置有柔性夹块(312),两根所述夹臂(311)上相对的所述柔性夹块(312)的夹取面上均开设有与玻璃瓶外壁适配的弧形槽。
7.根据权利要求6所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述夹爪(310)的夹臂(311)上设置有两对所述柔性夹块(312),分别为瓶颈夹块和瓶身夹块,其中所述瓶身夹块靠近所述夹臂(311)前端。
8.根据权利要求5所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述第一打磨工位(220)、第一抛光工位(230)、第二打磨工位(250)、第二抛光工位(260)分别设置有打磨装置(400),所述打磨装置(400)的磨盘(410)在水平方向转动,所述磨盘(410)上方设置有往复夹紧组件(500),该往复夹紧组件(500)用于夹取玻璃瓶并带动其沿着轴向往复运动;
9.根据权利要求8所述的自动化玻璃瓶打磨抛光系统,其特征在于:所述打磨装置(400)包括水槽(430),该水槽(430)内设置有磨盘(410),该水槽(430)下方设置有磨盘驱动电机(420),该磨盘驱动电机(420)的输出轴通过联轴器与所述磨盘(410)的转轴连接,所述磨盘(410)的转轴密封穿过所述水槽(430)。
10.根据权利要求3所述的自动化玻璃瓶打磨抛光系统,其特征在于:还包括来件输送机(600)和去件输送机(700);
技术总结
本技术公开了一种自动化玻璃瓶打磨抛光系统,包括步进传送装置和一组作业工位,一组所述作业工位包括按照玻璃瓶传送方向设置的用于上件、打磨、抛光和出件的工位;所述步进传送装置对应每个工位分别设有夹取组件,所述步进传送装置用于夹取玻璃瓶,并使玻璃瓶从上件工位开始顺次经过中间各个作业工位至所述出件工位。本技术的有益效果:通过机械作业,能够实现更规范统一的加工效果,提高良品率,质量更稳定,避免个人失误造成的不良品和质量参差不齐;同时,提高效率,降低人力消耗。
技术研发人员:邓景允,邓稚邻
受保护的技术使用者:泸州市泰舟科技有限公司
技术研发日:20221219
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!