铝合金挤压材料的制造方法与流程
本发明涉及一种使用al-zn-mg系铝合金制造挤压材料的方法,特别是能够有效利用铝再生料。
背景技术:
1、挤压材料中使用的高强度的铝合金大致已知有al-mg-si系的6000系铝合金和al-zn-mg系的7000系铝合金。
2、作为挤压材料中使用的铝合金,从铸模的上方注入将成分调节至规定的范围的合金组成的熔液,从铸模的下部或者下方使其冷却凝固,从而连铸成长条坯料后使用。
3、在该制造过程中,容易混入作为杂质的si、fe成分。
4、因此,在将使用铝合金的坯料作为挤压材料完成一次生产后的使用完成产品及产品的制造过程中产生的边料等废料作为铝再生料重新熔融后使用的情况下,存在该混入si、fe的问题。
5、在al-si-mg系的铝合金中,原本si的含量多,fe的含量的允许范围也较大,这并不是严重的问题,但在al-zn-mg系的铝合金中,si、fe的混入会导致强度降低、弯曲成型性等降低,从而是一个重要的课题。
6、例如专利文献1中公开了一种高强度铝合金挤压材料,其由如下成分组成:zn:5.0~7.0wt%、mg:1.0~1.50wt%、cu:0.1~0.3wt%、zr:0.05~0.20wt%、cr:0.03~0.2wt%、mn:0.3wt%以下、ti:0.001~0.05wt%,余量为al和不可避免的杂质。
7、该公报中公开的铝合金挤压材料也将si、fe视作杂质,从实施例来看,si被控制在0.1wt%以下的水平,fe被控制在0.21wt%以下的水平。
8、为了抑制挤压材料的表面所形成的再结晶层的大小及深度,有时会添加0.03~0.2wt%的cr,为了确保高强度及耐scc(stress corrosion cracking)性[耐应力腐蚀开裂性],需要减少杂质si及fe的量。
9、现有技术文献
10、专利文献
11、专利文献1:日本专利第2928445号公报
技术实现思路
1、发明所要解决的技术问题
2、本发明的目的在于提供一种能够扩大杂质si、fe的允许范围,以可以使用铝再生料,并能够得到高强度的铝合金挤压材料的制造方法。
3、用于解决技术问题的技术方案
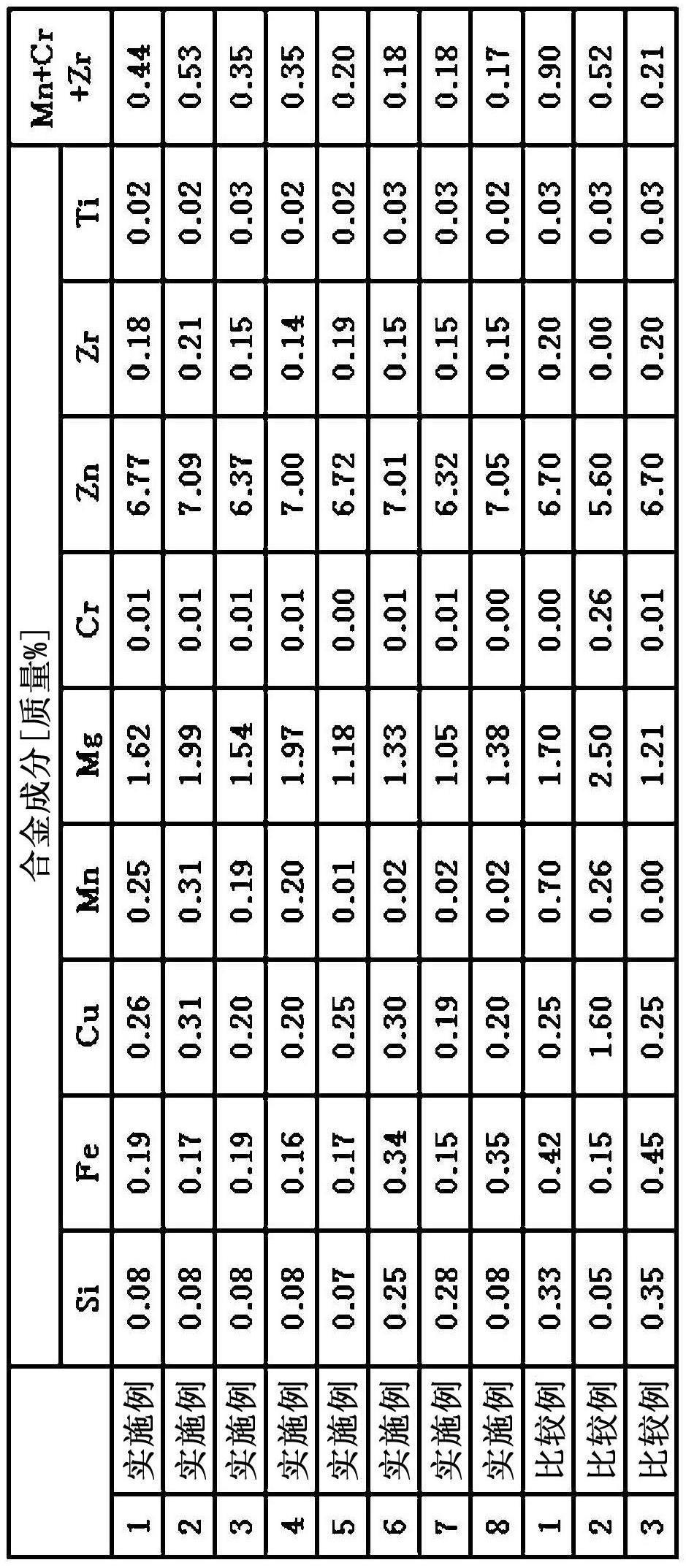
4、本发明所涉及的铝合金挤压材料的制造方法为一种铝合金挤压材料的制造方法,使用下述铝合金,所述铝合金含有回收由使用完成后或制造工序中产生的废料组成的铝合金的挤压材料并重新熔融而成的铝再生料20~95质量%;以下均按质量%计,zn:6.0~8.0%、mg:1.0~2.0%、cu:0.10~0.50%、zr:0.10~0.25%、ti:0.005~0.05%;作为杂质,si:0.30%以下、fe:0.40%以下;余量为al,其特征在于,按照50~750℃/min的冷却速度从刚完成挤压加工后的挤压材料温度325~550℃开始进行冷却,然后进行90~130℃下1~8个小时及130~180℃下1~20个小时的二级人工时效处理。
5、在本发明中,重新熔融铝再生料,通过向其中加入原材料来调节熔液的成分。
6、其中,可以进一步含有0.35%以下的mn、0.25%以下的sr。
7、由此,得到拉伸强度为400mpa以上、0.2%耐力为380mpa以上的挤压材料。
8、在本发明中,下面,对铝合金的组成进行说明,该铝合金的组成是为了将作为杂质的si、fe的混入量的允许范围按质量%计扩大至si:0.30%以下、fe:0.40%以下,以提高铝再生料的使用比率,同时使得可以刚刚完成挤压后的空冷水平的冷却速度下进行淬火,确保高强度且耐scc性而设置的。
9、<zn成分>
10、在7000系的铝合金中,zn成分即使浓度较高,挤压性的降低也少,因此其含量最多。
11、但是,若过多添加,则导致耐应力腐蚀开裂性降低,因此,按质量%计,zn可以在6.0~8.0%的范围。
12、<mg成分>
13、由于zn成分和mgzn2的析出物会带来高强度,因此,mg成分与zn均为重要的添加成分,但若添加量变多,则挤压性降低,弯曲成型性也降低,因此,mg设为1.0~2.0%的范围。
14、<cu成分>
15、cu成分具有通过固溶提高强度,通过与mgzn2一同存在于金属组织的结晶晶界来降低与pf区的电位差的作用,并提高耐scc性。
16、其中,pf区是指在晶界的两侧观测到的不存在析出物的区域(precipitate-free-zone,无沉淀区)。
17、但是,若过多过添加,则挤压性降低,一般耐蚀性降低,因此,cu设为0.10~0.50%的范围。
18、<zr、mn、cr成分>
19、zr、mn及cr成分均为过渡元素,具有抑制挤压加工时挤压材料的表面所形成的再结晶层的深度的作用、以及细化晶粒的效果,耐scc性提高。
20、但是,对刚刚完成挤压加工后的淬火所产生的影响存在差异,cr成分的淬火敏感性最为敏锐,若在模头端淬火时不能按照水冷水平的高速进行冷却,则不能得到要求的高强度。
21、淬火敏感性敏锐次之的是mn成分,zr成分的淬火敏感性最不敏锐,因此,在本发明中,通过添加zr和mn的添加进行调整,尽可能减少了cr成分。
22、由此,使zr在0.10~0.25%,mn在0.35%以下,并优选不添加cr,在添加cr的情况下,优选将其控制在低于0.05%的不可避免的杂质水平。
23、<sr成分>
24、sr成分会对铸造坯料时的结晶组织产生很大影响,通过添加微量sr成分,抑制晶粒的粗大化,同时抑制挤压加工时的挤压材料表面的再结晶。
25、在本发明中,虽然sr不是必须成分,但优选添加0.25%以下的sr。
26、但是,若过多添加,则会出现粗大的结晶物,导致强度降低,因此,必须调整其与过渡元素的添加量,使[mn+zr+sr]的合计在0.25~0.50%的范围。
27、<ti成分>
28、ti成分对于坯料铸造时晶粒的细化是有效的,ti可以在0.05~0.05%的范围。
29、需要说明的是,大多数情况还包含微量b。
30、接着,对坯料的铸造及均质化处理进行说明。
31、用于挤压加工的坯料通常连铸成为圆柱形的长条坯。
32、作为铸造方法,进行了热顶铸造法、浮法铸造方法等各种方式,但无论哪一种情况,均通过在铸模下部或者下侧从周围冷却并凝固来铸造成长条圆柱坯料。
33、作为用于本发明的坯料,其铸造组织优选为由微晶粒组成的微观组织,冷却凝固后在铸模的下侧逐渐铸造的铸造速度为50mm/min以上,其结果,优选地,坯料的微观组织形成平均粒径250μm以下、优选200μm以下的铸造组织。
34、对挤压加工条件进行说明。
35、挤压机在前方侧具有安装有挤压模头的容器,在该容器中装填圆柱坯料,并从后方用杆件等进行热挤压。
36、其中,坯料在余热为400℃以上、优选430~510℃的状态下装填于容器进行挤压加工。
37、经热加工挤压后的挤压材料虽然通过加工热也会达到高温,但为了充分进行随后的淬火,优选确保440℃以上,至少在通过空冷开始冷却时,需要325℃以上。
38、另外,若刚刚完成挤压后的挤压材料的温度超过550℃,则外观上容易产生挤裂缺陷等,故不优选。
39、经如上挤压加工的挤压材料通过空冷进行模头端淬火。
40、通过风机空冷等确保冷却速度在50~750℃/min的范围。
41、在现有的水冷,通过挤压材料会被局部急冷,挤压材料中容易产生剖面变形等应变变形,但在本发明中,通过空冷充分得到高强度,也能够抑制冷却应变变形。
42、对挤压后的人工时效处理进行说明。
43、作为由7000系的铝合金组成的挤压材料,通过在挤压材料的结晶组织中析出g.p.区及中间相,得到高强度,进行二级人工时效处理,其中,第一阶段为90~130℃、1~8个小时,第二阶段为130~180℃、1~20个小时。
44、本发明通过采用如上的铝的合金组成及制造条件,能够增加再生料的用量,得到高强度且耐scc性优异的挤压材料。
- 还没有人留言评论。精彩留言会获得点赞!