生产用于植入物支架的管状半成品的方法和装置与流程
本发明涉及生产用于医用植入物的结构支架的管状半成品的方法,其中半成品由镁合金和/或锌合金构成,并且涉及相应的装置和通过该方法制造的半成品。该结构支架在下文中将被称为支架。本发明还涉及具有管状基本结构形式的结构支架的植入物。
背景技术:
1、由镁合金形成的生物可吸收支架用于血管外科手术的可吸收植入物,例如冠状或外周植入物,例如用于支架或心脏瓣膜置换。支架是通过从管状半成品切下而制成的,例如通过激光。支架通常以微创方式引入患者体内。对于这种类型的植入,支架具有小直径的状态,以便例如沿着患者的血管将其运输到治疗部位。在那里,这样的支架然后被转移,例如通过球囊,进入具有较大直径的状态(扩张、膨胀),以便在患者体内执行期望的功能,例如血管的支撑功能。
2、由镁合金形成的生物可吸收支架,由于其六方晶格结构和有限数量的滑移面,在塑性成形过程中具有根本的缺点,例如膨胀。因此,在过去,已经尝试通过合金化和过程相关的措施来提供关于用于支架的管状半成品的改进。在这种情况下,导致优化的晶粒尺寸和尽可能均匀的金属间相分布的测试起到了关键作用。这通常是通过优化热机械成形过程,用预定的合金成分来实现的。
3、半成品管可以用不同的方式生产。已知的方法,例如管拉伸、棒拉伸或挤出,在微结构中产生晶粒的优选定向。这种各向异性的微结构或晶粒结构显著影响由半成品生产的植入物支架的机械性能。半成品管在其纵向轴线方向上具有有利的机械性能。然而,这种有利于管特性的情况不能在由这些管制造的支架中得到最大程度的利用,因为这种支架还必须承受膨胀过程中与变形方向不一致的应力矩。
4、例如,在已知的具有级间退火的多级管拉拔过程中,考虑了由六边形、非常密集的镁晶格引起的室温下有限的可成形性。由于这个原因,在室温下,每个拉伸步骤只能实现很小程度的成形。通过中间退火步骤来提高变形能力,并且使内部钻孔坯料形式的半成品变形,直到获得期望的最终尺寸。反复变形能力需要完全再结晶的微结构。如果在中间退火步骤后没有实现这一点,则不能排除半成品的破坏或不可逆裂纹的形成。由于大量的成形步骤和必要的中间退火步骤,从经济角度来看,这种方法也是非常不利的。
5、借助于向前或向后中空挤出的单级温挤出也是现有技术。在这种挤出过程中,钻孔坯料被挤压通过加热模具。在此过程中起作用的热影响对于机械性能的特征是决定性的。高成形温度导致微结构中的完全再结晶,从而导致近似各向同性的材料特性。然而,在已知的方法中,会发生晶粒生长,这会降低拉伸强度和断裂伸长率。可替代地,在低成形温度下,晶粒生长被阻止或阻碍。然而,由于低温,微结构仅部分动态再结晶,导致强烈的织构,这导致高度各向异性的材料特性。
技术实现思路
1、因此,本发明的目的是最小化或克服上述缺点。描述了改善由半成品生产的植入物支架的膨胀性的方法及所创造的装置。
2、上述目的通过权利要求1中描述的方法和权利要求6中描述的装置来实现。
3、特别地,根据本发明的方法具有以下步骤:
4、a)借助于加热的模具挤出管状半成品,或者借助于加热装置对挤出的管状半成品进行回火,
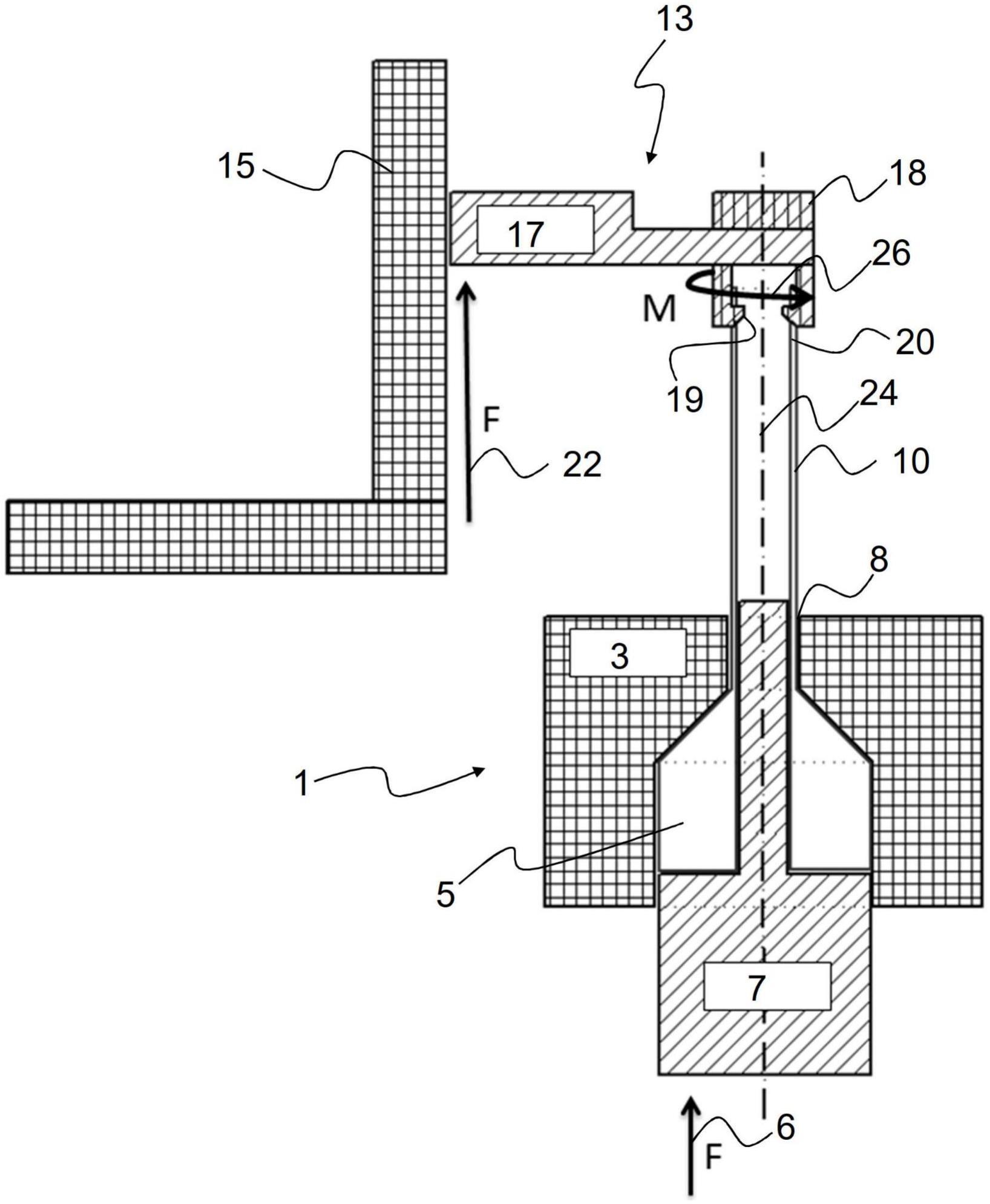
5、b)借助于具有夹紧装置的拔管装置将拉伸应力和/或扭转应力引入从模具或加热装置出来的半成品的材料中,其中夹紧装置固定在管状半成品的预定部分上,并且由拔管装置产生的拉伸力和/或由拔管装置产生的扭转力矩传递到半成品。
6、在一示例性实施例中,用于挤出管状半成品的模具是挤出装置的一部分,该挤出装置除了模具之外还包括压头。
7、因此,根据本发明的装置(拔管装置)包括夹紧装置,其中该装置设计成在半成品的材料中产生拉伸应力和/或扭转应力,其中为此目的由该装置产生的拉伸力和/或由拔管装置产生的扭转力矩可通过夹紧装置传递到从模具或加热装置出来的半成品的材料,其中夹紧装置可固定在管状半成品的预定部分上。
8、管状半成品的材料包括镁合金,例如we43、镁-锌-铝、镁-铝或镁-锌-钙。这里,优选使用超纯镁合金,例如具有0-4重量%的zn和2-10重量%的al或具有1.5-7重量%的zn和0.5-3.5重量%的al的镁-锌-铝,例如具有5-10重量%的al,特别是5.5-7重量%,特别优选6.25重量%的铝的镁-锌-铝,例如具有3-7重量%的zn和0.001-0.5重量%的ca或0-5重量%的al的镁-锌-钙。除了所述的合金元素之外,这种超纯镁合金适宜地含有少于0.006重量%的其他元素(诸如fe、cu、co、si等或者稀土的杂质)。
9、可替代地或组合地,管状半成品的材料包括锌合金,特别是锌-镁-钙合金,其具有0.2至3重量%的mg,特别是0.5至1.5重量%的mg,以及0至1.5重量%的ca,特别是0.01至0.5重量%的ca,其中剩余部分由锌和不可避免的杂质形成。
10、通过根据本发明的方法和根据本发明的装置实现的发明人的基本概念是基于将额外的应力(拉伸和/或扭转应力)引入到管状半成品中。这可以在管挤出过程(例如在高温下进行)之后直接引入到管中,或者随后在附加的热辅助精整步骤的范围内通过加热装置引入。由此产生金相显微组织,其包含晶粒,这些晶粒的优选定向不对应于管轴的方向,因此不对应于半成品的变形方向。通过根据本发明的方法产生的微结构的许多晶粒的优选定向相对于管状半成品的纵向轴线倾斜或横向延伸,从而总体上产生混合晶粒定向。如果由这些管制成的支架在扩张过程中受到机械载荷并发生塑性变形,那么这种混合晶粒定向的优势就会发挥作用。在扩张过程中具有最大塑性膨胀的支架区域与导致支架随后失效的裂纹起始点相同。由于具有自然扭转应力的混合晶粒定向,随着支架的持续塑性变形而发生的裂纹扩展被减缓,使得由根据本发明生产的半成品生产的支架平均在稍后失效。因此,由半成品生产的植入物支架的膨胀性或塑性变形能力得到改善,并且可以使用更大的膨胀直径,这从临床安全的角度来看是非常理想的,此外还显著增加了这类医疗产品的安全性。
11、用根据本发明的装置执行的根据本发明的方法另外导致晶粒细化。除了形成新晶粒之外,这种晶粒细化还包括与晶粒定向相关的上述效果,在由半成品制成的支架受到机械载荷的情况下,这有利地阻碍了裂纹扩展。根据本发明的解决方案适合于伴随裂纹扩展的塑性变形的情况,其中根据本发明的半成品(以及由此产生的支架)的晶粒由于它们的定向而延迟裂纹扩展。由于所施加的拉伸和/或扭转应力,导致微结构的非晶区域的再结晶,其中生长晶粒的晶粒定向是不同的,特别是相对于管状半成品的纵向轴线倾斜或横向延伸。一旦没有达到再结晶,这种状态在每个晶粒中都是“冻结”的。
12、在模具中加热的由镁合金构成的半成品的材料的合适温度范围在200℃和450℃之间,特别是在240℃和290℃之间。可替代地,用于准备拉伸和/或扭转应力的由镁合金构成的挤出管状半成品的回火的合适温度范围在180℃和270℃之间。
13、在模具中加热的由锌合金构成的半成品的材料的合适温度范围在140℃和310℃之间,特别是在150℃和250℃之间。可替代地,用于由镁合金构成的挤出管状半成品的回火以准备拉伸和/或扭转应力的影响的合适温度范围在250℃和450℃之间。
14、为了产生拉伸力,拔管装置具有例如滑块(拉具),该滑块可在导轨上或导轨中移动,并且具有紧固到其上的夹紧装置,其中滑块的导轨布置在相应的保持装置或相应的支架上。导轨可以形成为例如燕尾形导轨。例如,为了在导轨中移动滑块,提供了步进电机或气动驱动器。滑块的运动产生拉伸力,该拉伸力通过连接到滑块的夹紧装置传递到半成品的材料。例如,如果滑块是气动驱动的,可以通过使用电子比例阀来指定和实现力/距离图。
15、夹紧装置可以另外可旋转地安装,并且同样设置有驱动器,特别是气动驱动器,其中旋转的纵向轴线平行于通过夹紧装置保持的管状半成品的纵向轴线延伸。夹紧装置将扭转力矩传递给半成品,其中扭转应力可以作为管长度的函数来调节。
16、处于起始状态的夹紧装置优选地布置在模具上方十分之几毫米至5mm处,并且利用平行夹具或中心夹具接合半成品。夹具离模具的距离随着管长度的增加而增加。夹具的夹紧直径可以调节,例如通过毫米螺丝。
17、上述目的还通过一种包括上述装置(拔管装置)及以下的系统来实现:
18、·具有用于挤出管状半成品的加热模具的挤出装置,或者
19、·用于对挤出的管状半成品进行回火的加热装置。
20、对于镁合金或锌合金有利的挤出装置或加热装置的模具的温度范围已经在上面说明。
21、上述目的也相应地通过借助于上述方法生产的用于植入物支架的管状半成品并且通过从管状半成品切割(例如通过激光切割)生产的植入为支架来实现。然后,切割出的支架可以根据需要进行电抛光和涂覆。
22、上述目的同样通过一种用于植入体腔内的植入物来实现,其中该植入物包括管状基本结构,其包含镁合金和/或锌合金,其中该镁和/或锌合金具有由具有混合晶粒定向的均匀且均等分布的晶粒形成的晶粒结构,其中该管状基本结构在初始状态下具有至少部分地沿圆周方向定向的多个杆。植入物可以通过塑性变形而被压缩,并且通过随后的塑性变形膨胀至初始状态下的直径的150%,而没有任何至少部分地沿圆周方向定向的杆断裂。
23、在本技术的范围内,至少部分地沿圆周方向定向的杆被理解为意指与圆周方向成<90°角,特别是<50°角的杆。与圆周方向成0°角的杆相应地沿圆周方向定向。杆,通常也称为支柱,被理解为是指直的或弯曲的细长结构,特别是弯曲成s形。以这种方式弯曲的结构的定向对应于重心矢量。
24、用于植入体腔内的植入物特别是用于植入血管中的支架。
25、起始状态被理解为是指从管状半成品切下并在可选的电抛光和/或涂覆后获得的植入物。因此,植入物的起始状态是植入物被压缩到导管特别是球囊导管上之前的状态,用于插入植入物。植入物在导管上的压缩及紧固通常也称为卷曲。
26、在本技术的范围内,杆的断裂被理解为是指穿过杆的整个横截面至少一次的裂纹。
27、在一实施例中,晶粒的平均粒径为至多15微米,优选为至多10微米。
28、下文将基于示例性实施例并参考附图来解释本发明。在附图中描述和/或示出的所有特征,单独地或以任何组合,形成本发明的主题,也独立于它们在权利要求或权利要求的从属引用中的汇编。
- 还没有人留言评论。精彩留言会获得点赞!