具有用于多束的负载平衡的粉末床熔融增材制造的制作方法
本发明涉及用于粉末床熔融工艺的方法和装置,以及包括用以执行该方法的指令的存储介质。
背景技术:
1、存在多种增材制造技术,该技术也被称为3d打印工艺。这些技术中的一种是所谓的粉末床熔融工艺。非常简洁地概括地讲,粉末床熔融工艺包括将粉末层迭代地施加到支撑结构上,并且通过使用电子束、激光束或任何其它种类的辐射束(在下文中共同被简称为“束”)加热相应的颗粒来将粉末颗粒选择性地粘附到另一个或先前粘附的附聚物。通过用束扫描粉末床的表面来粘附粉末床的颗粒被称为熔融,而不管提供粘附的颗粒的结果的物理或化学过程(融化、烧结、焊接、辐射诱导的化学反应、……)。生动地说,可以说通过使束斑在最上面的粉末层的表面之上移动来在每个新施加的顶层上书写待被制造的产品的截面视图。通过在每个书写步骤之后添加新的粉末层,形成所谓的粉末床。嵌入在粉末床中的是工件的已经加工的部分。取决于最终产品,有时附加的辅助结构必须被“书写”到粉末层中,但是在本文中我们不专注于此方面,并且我们认为这些是工件的一部分。一旦所有层都被书写,就可以使潜在地具有其粘附辅助结构的工件从粉末床去除并且如果需要,可以使该工件经受进一步处理。术语产品和工件在此领域中可互换地使用并且因此在本文中也被可互换地使用。
2、粉末床熔融工艺是非常有能力的,但是期望的是减少用于给定的工件的制造时间。为此,已经建议使用多个束,所述多个束独立地将工件的每个层的一部分(即“截面视图”的一部分)书写到粉末床的每个层上。另外,特别是在增加粉末的面向上的表面以制造较大的工件的情况下,多个射束源可以在粉末床上方分布在不同位置处,以减少由于束膨胀和视差而导致的缺陷。然而,此方法具有局限性,例如,由第一束产生的烟气可能干扰另一个束,这是对产品的质量有害的。其他问题与粉末床中的散热或束斑畸变有关。束斑畸变将在粉末床上形成的束斑的增加的椭圆畸变的影响描述为作为入射角度相对于几乎法向入射的增加的偏离的函数。
3、wo 2016/075026a建议通过将粉末床的表面虚拟地分离为多个表面部段来优化多束激光粉末床熔融工艺,其中每个束照射并且因此熔融分配给所述束的单个表面部段中的粉末颗粒。一旦所有束完成在一个层上书写,即当下一个粉末层可以被施加到粉末床时,将每个束源的运行时间——也被称为不同的束源的“束开启时间(beam-on-time)”——进行比较并且调整表面部段之间的边界以补偿运行时间的差异。例如,如果1号束源比2号束源具有更短的束开启时间,则当书写l号层时,与1号束源和2号束源相关联的表面部段之间的边界被移动,以增加与1号束源相关联的表面部段的表面面积,并且以减小与2号束源相关联的表面部段。因此,当熔融下一个层(即l+1号层)时,减少了束源的空闲时间。替代地,可以比较实际照射的表面的面积,并且基于该比较,可以调整表面部段之间的边界,以补偿实际照射的表面中的差异。
4、wo 2020/178216 a建议控制多束激光粉末床熔融工艺的束斑的位置,使得在任何时间点处,连接两个束斑的任何线平行于粉末床之上的惰性气体流的流动方向。
5、de 10 2013 205 724 a1建议通过协调束源的束扫描粉末床的一部分的方向和惰性气体流动方向来改进粉末床工艺。此协调可以通过将扫描方向和惰性气体流动方向的角度限制到区间[22.5°,337.5°]、优选地限制到区间[90°和270°]来获得。
6、de 10 2018 203 233 a1建议在粉末床工艺中通过至少两个激光器来扫描工件的截面视图。每个激光器被分配该截面视图的一个区域,即分别分配的区域由对应的激光器扫描。该截面视图的这两个相邻区域之间的边界是锯齿线,从而增加制造的工件的强度。
7、wo 2016/110440 a1也涉及多束粉末床工艺。每个束具有一个视场,并且这些视场中的至少两个是重叠的。为了提高扫描速度,建议的是将待被束照射的截面视图至少部分地定位在粉末床的一部分中,在该部分中,至少两个束的视场是重叠的。该截面视图同时被束扫描,其中同时被照射的斑之间的距离随时间被减小,直到束的被照射的斑至少部分地重叠、优选地完全地重叠。束强度随着重叠的增加而被降低,以维持提供给被扫描的截面视图的每个斑的能量恒定。
技术实现思路
1、因此,本发明的目的是进一步改进多束粉末床熔融工艺,目的是降低用于制造工件的成本。
2、本发明基于如下观察:用于限定粉末床的顶层的表面的两个邻近的表面部段之间的边界的现有技术建议是基于在书写前一层时测量到的束开启时间。此过程迭代地寻找最佳边界位置,并且因此导致空闲时间的显著累积。此方法的效率越来越低,在不同的表面部段中待被照射的表面区域从层到层改变越大。
3、该问题的解决方案在独立权利要求中被描述。从属权利要求涉及本发明的进一步改进。
4、用于制造工件的方法包括使可熔融材料的一个层(简称“层”)的表面的区域a(简称“区域a”)熔融。实际上,该层可以是在被配置为使用和/或实施粉末床熔融工艺的增材制造机器的粉末床支撑件之上的粉末床的当前最上层。一旦意在被熔融的顶层的区域a已经被熔融,下一个层可以被施加到粉末床,例如使用涂敷器(recoater)。最初,该最上层可以是在该工艺期间随后沉积的粉末床的第一层。
5、如已经明显的,术语“区域”并不表示层的整个表面,而仅表示其应被熔融的一部分。因此,符号a表示可以被表示为向量的一组位置(点)——全部在由该层的表面限定的平面中,该组位置(点)应该并且在该工艺期间被由束源发射的至少一个束斑照射。因此,符号|a|表示指示区域a的表面的大小的值,即|a|是区域a的表面面积。使用技术人员的语言,|a|是范数,通常被称为||a||,仅为了简单起见,我们在本文中省略第二组竖线。
6、区域a可以是待被照射的层的整个区域ea,但是在另一个示例中,区域a可以仅是其一部分,即例如,可以从整个区域ea减去待被照射的整个区域ea的那些部分,那些部分限定例如工件的轮廓的一部分,从而获得“区域a”。例如,被减去的轮廓部分例如可以总是由同一束源照射,以增加由所述轮廓限定的工件表面的质量。替代地或附加地,可以将“整个区域ea”划分为子区域,例如以改善烟气管理。如已经陈述的,“区域a”可以是‘整个区域ea’的子区域。一般说来,可以说该区域a可以是通过应用激光粉末床熔融工艺制造的工件的截面视图的至少一部分,其中截面平面对应于待被照射的可熔融材料的层的位置。
7、区域a可以包括多个子区域,我们称之为扇区,以用言辞区分将扇区与先前所讨论的‘待被照射的整个区域的子区域’区分开。扇区可以互相间隔开,即在区域a的相邻扇区之间可以存在间隙。另外,如已经明显的,对于本发明来说,区域a与哪个层相关联是无关紧要的。所需要的只是区域a可以被由束源发射的束照射。当提及特定层上的区域a时,可以使用符号al。因此,a1将是粉末床的第一层上的区域,a2将是粉末床的后续层的区域,al是第1层上的区域。如果省略上标,这意味着在层序列中区域a的位置是不相关的,并且可以取任何数字。
8、区域a通常由所谓的“切片器(slicer)”基于待被制造的工件的cad模型来确定。但是本发明不限于此示例。
9、如从使可熔融材料的层的表面区域a熔融的措辞已经明显的,该方法包括使如由表面区域a限定的层的可熔融材料的部分熔融。为此,由至少两个束源将至少两个束的至少两个斑投射到限定表面区域a的一组位置上。该方法可以用于仅存在两个束源的情况,但是实际上该数目是更高的。取决于层的大小,典型值在8至12之间,但是本发明不限于此范围。预期未来的粉末床熔融装置具有更高数目的束源。在本文中,我们用“n”来表示可用的束源的总数目。可用的束源的此数目“n”可以不同于粉末床熔融装置的束源的数目。例如,如果一个或多个束源已经被分配了使不是区域a的一部分的一个轮廓部分熔融的任务,则这些被分配的束源不能够对使区域a熔融有贡献,而是使相应的轮廓部分熔融。一旦被分配的轮廓部分已经被熔融,这些束源可以被用来使该区域的部段熔融,并且因此数目“n”可以被增加。数目“n”小于安装的束源的数目的另一个原因可以是为了减少需要从工件去除的热功率,或仅仅是因为区域a的一个部段将是非常小的以至于位置管理将是困难的。例如,如果一个部段是非常小的,当不在通过使另一个部段中的粉末床熔融所产生的烟羽(smokeplume)中操作时,几乎不可能避免使该部分熔融。因此,简言之,数目“n”表示被分配以共同使区域a熔融的激光器的数目。如下文将变得明显的,在将区域a的位置分配给多组位置li(1≤i≤n)的过程期间,该数目甚至可以改变,所述多组位置然后可以由对应的第i束源熔融。例如,如果发现一组位置的区域的大小将在预定阈值ti以下,则可能发生此情况。
10、n(n≥2)个束源中的每个具有预定义的视场fi,其中索引(index)i指示对应的第i束源,例如f1是第一束源的视场,f2是第二束源的视场,或更一般地,fi是第i束源的视场。视场fi是可以被由第i束源发射的对应的第i束照射的层的表面部分。实际上,每个视场fi可以由第i束源的扫描仪光学器件来限定。视场fi中的约束条件可以由扫描仪光学器件的枢轴范围、(可选的)聚焦光学器件的限制、以及可接受的束畸变的限制来施加。一般地,视场fi可以被理解为可以使用对应的第i束源被合理地熔融的层的部分。因此,视场fi可以被表示为在可以被照射并且因此可以使用第i束源被熔融的层的表面上的向量的集合因此,|fi|是可以由对应的第i束源照射的层的表面的部分的大小。另外,每个束源i具有预定义的熔融速率ri(正实数),其中熔融速率指示每单位时间可以由第i束源熔融的表面视场的大小。熔融速率ri是每次的表面面积,并且因此可以例如按照等来测量。例如,当使一个表面熔融时,束斑通常沿限定第一熔融轨迹的第一向量行进,直到达到停止条件。然后,可以关闭束,并且将束源重新定位到新的开始点。接下来,再次开启该束,并且束斑行进可以例如平行于先前熔融的熔融轨迹行进。因此,熔融速率ri的计算可以考虑重新定位束源所需的时间。实际上,熔融速率ri可以被认为是平均熔融速率,该平均熔融速率可以是以增加的精度迭代地确定的。熔融速率ri在不同的束源之间可以是不同的,并且也可以取决于待被熔融的给定的材料。至少对于一给定的材料,熔融速率ri优选地是至少几乎相同的,这意味着其中在另一个示例中,熔融速率ri是每单位时间第i激光器扫描的轨迹的长度(乘以宽度),而不考虑当开始新的轨迹时重新定位激光束光学器件所需的时间。
11、使区域a熔融可以包括对于对应的一组位置li使用第i束源照射层上的位置的不同的组li,其中不同组位置的交集优选地为空,即优选地关系成立。这基本上意味着,区域a的每个位置仅由单个束源熔融。通常,优选的是使用粉末床熔融装置的所有束源来使该区域熔融,但是这不是必需的,并且在某些情况下,甚至是不可能的(如上文所解释的)。当然,不同组位置li可以同时被照射。实际上,不同束源的束斑的投射的轨迹可以重叠,例如类似于单个束轨迹的部段的重叠,以确保层的那些区域中的给定的强度和表面质量,其中最终工件不应具有间隙。已经存在使用重叠的多组位置进行熔融的建议,但是在本文中——尽管未排除——不预期是这样。预期是|li∩lj|≤βl·max({|li|,|lj|},其中优选地βl=0。因此,通常,预期的是将该区域a分为n组位置li,其中n指示应被使用的束源的数目。优选地,n指示具有与区域a非零重叠的视场的束源的数目,即满足fi∩a≠{}的不同的索引的数目。在另一个示例中,n指示具有与区域a重叠的视场大于阈值t的束源的数目,即只考虑满足|fi∩a|≥ti的那些束源。
12、优选地,在使区域a熔融之前,确定最佳熔融时间to(i)(步骤1.1)。存在许多可能性来估计最佳熔融时间to(i),并且在一个优选的示例中,可以通过将面积|a|的大小除以所有涉及的束源的熔融速率ri的总和来确定最佳熔融时间,因此在此情况下,所有束源将需要相同的量的时间来使它们相应的组位置li融化,即空闲时间被最小化。也可以使用其他估计。例如,可以使用或其中优选地βt,i=0。一般地,可以选择用于最佳熔融时间to(i)的任何合适的度量,优选地to(i)被选择为遵循因此,最佳熔融时间取决于待被熔融的表面面积|a|的大小,遵循上标指示层的数目的惯例,最佳熔融时间也可以被指示为除非需要,否则为了简单起见,我们将省略上标以及相关联的束源“(i)”的指示。
13、等同于确定最佳熔融时间to(i),还可以或附加地确定对应的熔融区域的最佳大小。在一个优选的示例中
14、此外,可以确定第一束源的表面区域a和第一视场(f1)的至少第一相交集合is1,因此,is1:=a∩f1(步骤1.2)。这等同于确定通常可以由第一束源照射并且因此经受通过第一束源进行熔融的层的表面上的区域a的那些向量。此外,可以确定相交集合isi,其中isi是与第i束源相关联的相交集合。在一个示例中,isi通常可以被限定为但是如下文将明显的,也可以使用其他限定。另外,应注意的是,相交集合isi,i≥2优选地是在如下文所解释的那样已经确定了一组位置li-1之后确定的。仅为了形式简化,可以限定l0:={}或更一般地限定
15、在一个另外的步骤中,将至少第一相交集合|is1|的大小与最佳熔融时间to(i)与对应的第i束源的熔融速率ri的乘积进行比较(步骤1.3),并且如果关系式to(i)·ri<|isi|成立,则确定满足(1-α1)·(|is1|-to(i)·r1)≤|s1|≤(1+α1)·(|is1|-to(i)·r1)以及其等效中的至少一个和的减数表面s1,其中对于每个观察该条件(步骤1.3.1)。α1可以被认为是误差容限(因此α1=0是优选的),并且下文被详细限定。
16、同样,通过用索引i代替索引1,该步骤可以被概括为获得与第i束源相关联的第i减数表面si,即,概括来说,如果条件to(i)·ri<|isi|成立,则使用对于每个都遵循的条件和(1-αi)·(|isi|-to(i)·ri)≤|si|≤(1+αi)(|isi|-to(i)·ri)(和/或)确定第i减数表面si,其中αi∈{0.25,0.2,0.15,0.1,0.05,0.025,0.01,0.005,0}。αi的较小的值是优选的,在一个特别优选的示例中αi=0。如果αi=0,则关于|si|的约束条件简化为|si|=|isi|-to(i)·ri。这些关于si的约束条件使得能够确定li=isi-si,并且从而能够确定一组位置li,该组位置li可以被预期在预选的最佳熔融时间to(i)内几乎精确地由第i束源熔融。因此,如果所有组位置{li}例如如上文所解释的那样被迭代地确定,则它们被选择使得用于使该区域熔融的时间被最小化。此最小化是由于如下事实:建议的对多组位置{li}的确定确保在由βt,i和αi给出的误差容限内,可以预期所有束源需要相同量的时间来使它们相应的组位置li熔融。束源的空闲被最小化。
17、在本文中,我们假设对于每一个i≤n重复所述步骤,以i=1的最低值开始,并且然后在每次迭代中,该值被增加一,即在步骤1.1或1.2的每次重复之前,执行i:=i+1。条件基于如下假设:以升序确定减数表面si,即在对于特定的i已经确定了减数表面si之后i增加一。此次序不是必需的,但是如果它被解除,条件“k>i”将读为“其中i可以取对于其而言减数表面sk尚未被确定的任何值”。两种措词是等同的,因为通过对束源进行重新编号,可以获得确定减数表面si的相同次序,同时注意在已经确定了一个特定的减数表面之后索引i稳定地增加1。
18、当然,该方法可以对于每个层重复,并且因此用于制造工件的时间被最小化。对于一个给定的粉末床熔融装置,用于制造工件的成本被降低。
19、为了生动地重申,减数表面si因此是区域a的向量的子集,其被选择使得用于照射由一组位置li:=isi-si给定的表面的预期的时间<ti>等于最佳熔融时间to(i),其中准确度由αi,βt,i的选择给出。假设to(i)·ri<|isi|对于所有i和α=0以及βt,i=0都是真的,则即同时使用n个束源使区域a熔融所需的总时间ttot是ttot=max(to(i)),并且等于该装置和待被熔融的材料固有的下限。在此时,应回想到在实际应用中,工件可能具有数千个层,并且因此在照射每个层上的区域方面的小的节省累积成不可忽略的成本节省。
20、一旦对于给定的i已经确定了si,就可以使用li:=isi-si确定第i组位置li(步骤1.3.2),并且该方法可以继续进行使用第i束源使对应的一组位置li熔融(步骤1.4)。在继续执行步骤1.4之前,优选地,对于每个其它束源,即对于所有剩余的束源(1<i≤n),至少重复步骤1.2至步骤1.3.2。优选地,同时对于至少两个不同的li,lj,(i≠j)执行步骤1.4。同时照射它们的对应地分配的表面li的束的数目越多越好。优选地,所有n个束源同时照射。
21、如果部段li的大小在给定的阈值以下,例如,在上文所解释的阈值ti以上,该部段li可以被设置为零(li:={}),这等同于将束源的数目减少到n-1,即如果|li|<ti,可以从n个束源的池去除第i束源。
22、可能存在如下情况:区域a和视场fi之间的重叠如此小,以至于照射对应的感兴趣的集合isi=a∩fi所需的时间小于最佳时间to(i),在此情况下,to·ri>|isi|是正确的。在此情况下,可以简单地指定li:=isi,但是实际上,可能必需的是具有li的限定的形状,或li不在区域a的预定的扇区中延伸。因此,更一般地,在满足每个的条件下,限定减数表面si,其中另外,在to·ri>|isi|的情况下,|si|优选地被最小化。一旦si已经被确定,使用li:=isi-si来确定将由第i束源照射的一组位置li,即,该方法可以继续到步骤1.4。
23、条件“满足每个”用简明的语言写着,对于每个向量(该向量是减数表面si的元素)存在至少一个视场fk,使得视场fk包括该向量其中索引k大于索引i。此条件确保从相交集合isi去除的区域a的任何点/位置可以由对于一组位置lk尚未被确定的至少一个其他束源照射,后者遵循k>i。因此,区域a中的仅能由形成索引集合x的有限数目的束源熔融的任何位置最迟被分配到具有所述集合x的最高索引的一组位置lmax(x)。
24、使用第i束源照射层的表面的时间的对应的期望值的读数与另一情况<ti>=li/ri相同。概括地说,可以说,在to·ri≥|isi|的情况下,即在步骤1.3的“else”的情况下(即,如果(to·ri≥|isi|)),可以在条件(1-αi)·(|isi|-to·ri)≤|si|≤(1+αi)·(|isi|-to·ri)被解除的同时执行步骤1.3.1和1.3.2。
25、优选地,特别是在to·ri≥|isi|的情况下(但是通常在任何情况下),可以使用例如在步骤1.1的后续迭代中(即,在设置i:=i+1之后)计算校正的最小时间to(i+1)——也被称为t′o。然后,该校正的最小时间可以在未来执行步骤1.3至步骤1.3.2中使用,并且代替最初计算的或估计的最佳熔融时间。对最佳时间to(i)的此调整增强一组位置尚未被确定的束源之间的均匀负载分布,即|lj|(i<j≤n)的变化被减少。这提供对装置的能力的高效使用的进一步增加,并且因此转化为对应的工件的制造成本的降低。
26、计算校正的最小时间的步骤可以通过每次迭代时重新计算(校正的)最小最佳时间来概括,即在步骤1.1中to(i)可以是并且等同于其中如果i=0,该项并且因此同样,优选的情况是βt(i)=0,并且i指示步骤的第i次执行。如已经明显的,如上文所限定的βt,i用作误差容限,并且to(i)被选择为在由选择“±”的“+”或“-”给定的边界内。一般地,针对每一次迭代βt,1=βt(i)可以是不同的,但是仅为了简化,我们也将书写βt。如果不可忽略的αi的影响累计,则计算校正的最小时间的步骤是特别有用的。简言之,两种可能性都考虑到对于计算li的每次迭代,最佳平均熔融时间to与实际预期熔融时间<ti>=|li|/ri之间的潜在差异。如果未被解决,这些差异可以导致|ln|明显大于所有其他lj,(1≤j<n)的情形,并且因此,束源1至n-1的显著空闲时间降低增材制造工艺的效率。因此,同样重新计算更新的最佳平均熔融时间的步骤进一步有助于降低每个工件的操作成本。
27、如果部段li的大小在给定的阈值以下,例如在如上文所解释的阈值ti以下,该部段li可以被设置为零(li:={}),这等同于将束源的数目减少到n-1,即如果|li|<ti,可以从n个束源的池去除第i束源。当然,在此情况下,优选的是计算对应的熔融区域的校正的最小时间和/或校正的最佳大小。
28、可以为每个第i束源单独地限定阈值ti。也可以单独地为每个束源或为所有或多个束源手动地设置该阈值,例如,基于操作者的经验。在一个优选的示例中,阈值ti是熔融区域的最佳大小的设置部分。例如其中
29、优选地,该方法还包括至少限定第一(优选地曲折)线bi,j,以及也优选地,限定第二(优选地曲折)线bi,k,其中第一(优选地曲折)线bi,j在第一方向上延伸(优选地曲折),并且第二(优选地曲折)线bi,k在第二方向上延伸(优选地曲折)(步骤4.1)。第一(优选地曲折)线可以被用来限制减数表面si在至少与第一方向基本上正交的方向上的延伸。类似地,第二(优选地曲折)线可以被用来限制减数表面si在至少与第二方向基本上正交的方向上的延伸。因此,第一(优选地曲折)线和第二(优选地曲折)线中的至少一个确定减数表面si的第一边界(步骤4.2)。这些第一(优选地曲折)线和第二(优选地曲折)线中的至少一个可以被移动以减小δsi,其中δsi=|to(i)·ri-|isi-si||。进一步优选地,当在另一个si之后确定sj(即i<j)时,并且如果第i束源和第j束源是相邻的(或至少具有重叠的视场),则bj,i=bi,j。
30、在此移动期间,第一(优选地曲折)线bi,j优选地至少基本上正交于第一方向移动和/或第二(优选地曲折)线优选地至少基本正交于第二方向移动以减小δsi,优选地直到满足条件1.3.1。如已经明显的,这两个向量优选地是线性独立的(条件5),并且特别优选地,它们至少基本上互相正交,即优选地例外的是,向量的索引不与一个束源相关联,它们仅用于区分这些向量。然而,线bi,j的索引与两个束源相关联,即与第i束源和第j束源相关联,在确定所有li之后,(优选地曲折)线bi,j分离多组位置li和lj。
31、如果线bi,j具有遵循条件的第一端点并且如果且不成立,则线bi,j沼方向或在方向上曲折。
32、使在一组位置li处的可熔融材料熔融可以包括在第i束源投射第i束斑的同时使第i束源枢转,从而使第i束斑沿是向量的倍数的线移动。在一个优选的示例中,所述曲折线包括以交替次序垂直于或平行于的连结的部段或由以交替次序垂直于或平行于的连结的部段组成(步骤6)。
33、特别优选的,该方法还包括首先对于具有与其它束源的视场重叠最少的视场的束源执行步骤1.2和步骤1.3(以及当然可选地所有其它步骤)。接下来,对于视场与其它视场具有第二最少重叠的束源执行所述步骤,以此类推。这有助于减少计算对应的减数表面si时的计算工作量,因为以此方式,首先,该区域的那些部分被分配给在最坏情况下仅能够由单个束源照射的一组位置li,这-—如果未被考虑——可能导致单个束源比其它束源运行远远更长的情形。首先对具有与其他束源的视场重叠最少的视场的束源执行步骤1.2和步骤1.3(以及当然可选地其它步骤中的任何一个),以此类推,可以通过对束源的索引进行排序来获得,使得第一(i=1)束源具有最少重叠的视场f1,并且第二(i=2)束源具有第二最少重叠的视场f2,诸如此类。换句话说,这意味着优选地最初,但是最迟在步骤1.2之前,视场fi的索引优选地被排序以遵循条件并且至少重复步骤1.2和步骤1.3,同时每次重复将索引值增加一,直到索引i=n。当然,对于那些fi∩a={}的fi,可以省略排序,因为显然对应的一组位置li是空的,即li={}。
34、附加地或替代地,该方法可以包括(也在步骤1.2之前)对视场fi的索引进行排序以遵循条件并且重复步骤1.2和步骤1.3并且可选地重复步骤2.1至2.3中的至少一个,同时每次重复将索引的值增加一。同样,可以任意选择具有满足fi∩a={}的索引的束源的位置。同样,此排序步骤使减数表面si的确定容易,同时保持小的误差幅度αi,即减少通常可以有助于使区域a熔融的束源的可避免的空闲时间。
35、该方法还可以包括,在确定减数表面si之前,将区域a的一部分ci分配给专用的第i束源。实际上,束源被校准以在相同的坐标系中操作。然而,此校准不是完美的,并且在制造过程期间可能恶化。当将区域a的特定部分ci先验地分配给某个专用的第i束源时,工件的瑕疵在此部分ci中可以被减少,因此即部分ci在视场fi内。通常,这样的分配增加了总制造时间,因为不同的束源之间的负载分布恶化。在本发明的一个优选的实施方案中,通过例如在步骤1.3.1和/或步骤2.1中确减数表面si时考虑附加的约束条件si∩ci={},可以避免此恶化。遵循附加的约束条件si∩ci={}确保,部分ci是稍后由第i束源照射的随后确定的一组位置li的子集,并且在步骤1.3.1的负载平衡约束条件(1-αi)·(|isi|-·to·ri)≤|si|≤(1+αi)·(|isi|-·to·ri)中考虑由于部分ci所引起的一组位置li的附加大小。
36、在一个优选的实施方案中,当重复步骤1.2时,相交集合isj(j≥2)被确定为此步骤提供了许多优点:存储器要求被减少,并且进一步确定合适的减数表面si被显著简化,从而导致进一步的成本优化。此改进背后的思想是,在步骤1.2至步骤1.3.2和/或步骤1.2至步骤2.3中的至少一个的先前执行i中已经被分配到多组位置li,(i<j)的视场fi的那些部分不需要被包括在进一步的考虑中。当时,条件j≥2可以被解除,即isj可以被限定为
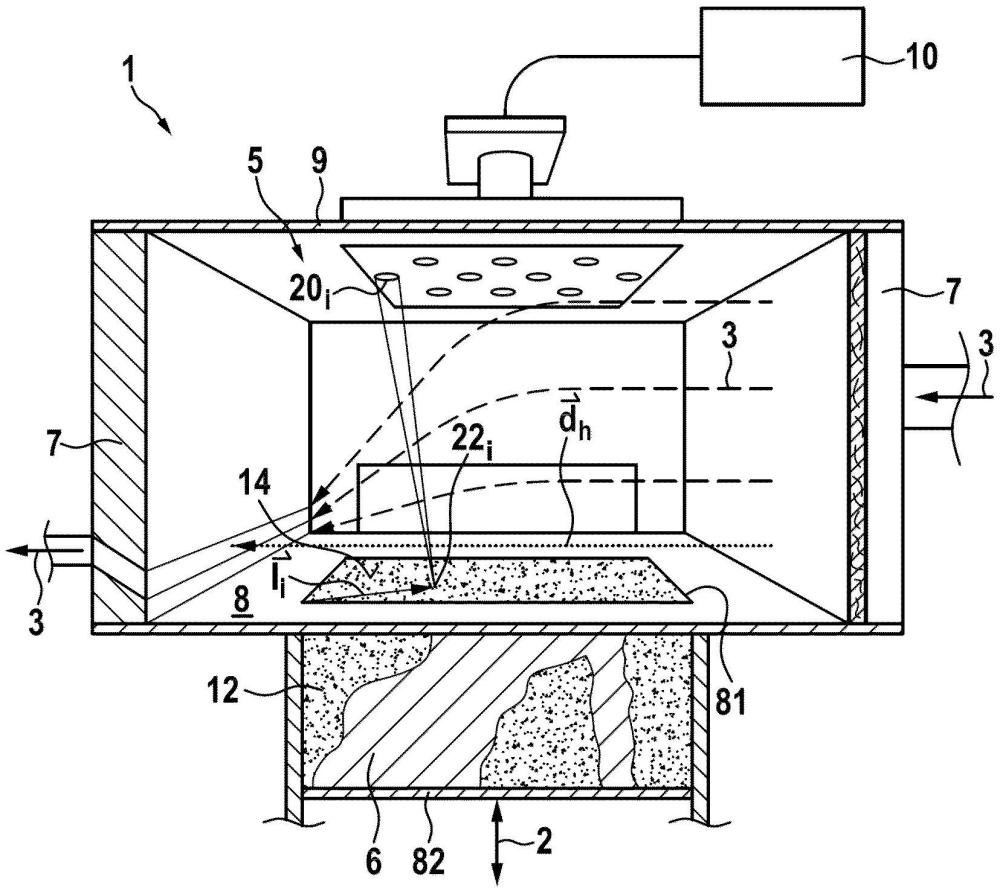
37、在熔融过程期间,即在束源的操作期间,优选的是在粉末床的顶部之上建立惰性气体流,从而将烟气和其他残留物从视场fi去除。优选地,建立在平行于层的顶表面的流动方向上的流,例如通过在顶层的第一侧布置至少一个入口喷嘴,并且在顶层的相对侧布置至少一个出口喷嘴,以及通过建立从该入口喷嘴到该出口喷嘴的惰性气体流,从而限定主流动方向。换句话说,该方法还可以包括在粉末床的顶部之上建立在流动方向上的惰性气体流,其中表示平行于可熔融材料的层的流动方向的(优选地归一化的)分量,即流动方向到区域a上的投影。例如,如果z轴垂直于可熔融材料的层的表面(并且因此垂直于区域a),则使用笛卡尔坐标系其中仅是设置的归一化因子,并且可以被省略。通常,dx、dy和dz分别是向量的x-,y-和z-分量。
38、平行于层的此流动方向优选地与限制减数表面si的曲折线ri,j的延伸相关联,并且其限定邻近的组位置li和lj之间的边界,使得这两组位置li和lj之间的边界bi,j具第一端点该第一端点遵循条件(条件13.1)。这意味着,第一端点和边界bi,j的任何其它点之间的任何距离仅存在一次。因此,bi,j的任何子部分在由流动方向的水平分量限定的方向上具有非零延伸。在此情况下,关系(条件13.2)且优选地未被实现,因此bi,j不是直线,但是基本上平行于流动方向的水平分量曲折。
39、替代地,边界bi,j可以垂直于流动方向的水平分量曲折。在此情况下,关系其中被遵循,而条件(条件13.1)优选地未被实现。
40、这些被称为条件13.1和13.2的度量每个大大简化以协调n个束斑在层之上的移动,使得在任何时刻,在同时操作束源时,没有束斑在由另一个束斑生成的烟气下方。
41、如上文所陈述的,束源可以在照射表面时被枢转,从而将束斑投射到层上。因此,优选地,使每个束斑在层的表面之上移动,并且从而使在相应的一组位置li中的位置处的可熔融材料熔融。换句话说,使在一组位置li处的可熔融材料熔融包括:在第i束源将第i束投射到区域a上时使第i束源枢转,从而使第i束斑移动。优选地,第i束斑的移动可以由具有与惰性气体流的流动方向相反的分量的向量的倍数来描述。可以说,束斑朝向气体入口移动,并且因此熔融工艺较少受先前由所述束斑产生的烟气的影响。随后,束源可以被切换和重新定位,以继续在再次在由限定的方向上移动时,照射li的另一个子集。因此,提高了待被制造的工件的质量。
42、例如,如果条件13.1应用于bi,j和bq,r二者,多组位置li、lj、lq和lr可以由平行于曲折的线分为m个部分ls,1,ls,2,...,ls,m,(m≥2),并且其中(因子0.15可以用{0.1,0.05,0.025,0.1,0.005}的任何其他值代替),其中具有相同的第二索引的部分被平行于对齐,并且其中仅具有相同的第二索引的部分被同时照射。这提供了非常有效并且简单的措施来避免由任何束斑产生的烟气影响通过另一个束斑对可熔融材料的熔融。部分的数目的增加使得能够增加垂直于向量测量的两个束斑之间的最小距离。平行于或正交于曲折意味着,在相应的线的端点和所述线的任何其他点之间分别平行于或正交于测量的距离是唯一的(条件13.1或13.2分别应用于所述线)。
43、优选地,区域a被分为至少基本上平行于惰性气体流的水平分量延伸的至少2n个条带(通常变成c·n个条带,其中c是整数,c≥2)。优选地,在熔融期间,仅每两个条带中的位置li被同时熔融。因此,在两个束斑之间的是至少一个距离,该距离对应于对应的束斑的宽度。通过选择条带的宽度,可以避免任何束斑在由另一个束斑产生的烟气的浓度显著的位置处熔融。因此,在同时被照射的两个条带之间,存在未被照射的c-1个条带,并且它们的宽度是两个束斑分开所隔的最小距离。已经明显的,条带中的至少一些的边界优选地由如上文所解释的曲折线给出。
44、仅为了避免任何误解,我们记得,通常该层是粉末床的顶层。另外,在本文中,通常,“{}”表示空集合。在本文中,我们也使用数字“0”来表示集合是空的,即,如果集合v是空的,则可以被表示为v={}和v=0。
45、在本文中,“至少基本上垂直”或“至少基本上正交”表示90°的角度是优选的,但是偏差可以被接受,因此角度可以在90°±45°、90°±30°、90°±15°、90°±10°、90°±5°、90°±2.5°、90°±1°或90°±0°内。类似地,“至少基本上平行”允许偏离完全平行对齐,即,在0°±45°、0°±30°、0°±15°、0°±10°、0°±5°、0°±2.5°、°±1°或0°±0°内的角度也可以被选择,其中精确地平行(±0°)是优选的。另外,如果向量和向量分别是垂直的或平行的,则在由向量和向量给定的方向上曲折的两个曲折线被认为是垂直的或平行的。
- 还没有人留言评论。精彩留言会获得点赞!