用于冷却具有高厚度的热浸镀层的金属条带的装置的制作方法
本发明涉及一种用于冷却行进条带(优选为液态金属镀液的出口处的经涂覆的金属条带)的经涂覆的表面的装置。本发明特别涉及一种装置,该装置旨在紧接在擦拭之后“冻结”铺设在相对“厚”的金属条带(厚度>2mm)上的厚涂层的液态表皮,同时避免涂层的完全凝固,尤其是在厚度大于25微米至30微米的涂层的情况下是如此的。在本文中,“冻结”应理解为使涂层的表层(外层)(但排除其主体层)选择性地凝固。
背景技术:
1、在用于延长腐蚀保护的镀锌钢板市场的推动下,钢铁生产商需要增加锌涂覆层厚度(优选地高于25微米且高达约60微米),而标准锌涂覆层典型地在7微米与20微米之间。
2、市场还要求没有称为锌花的缺陷的产品,这种缺陷是在镀锌钢上的熔融锌涂层开始冷却到锌的熔点(419℃)以下时出现的。众所周知,为了避免此类缺陷,熔融锌镀液组合物应不含pb和/或sb。
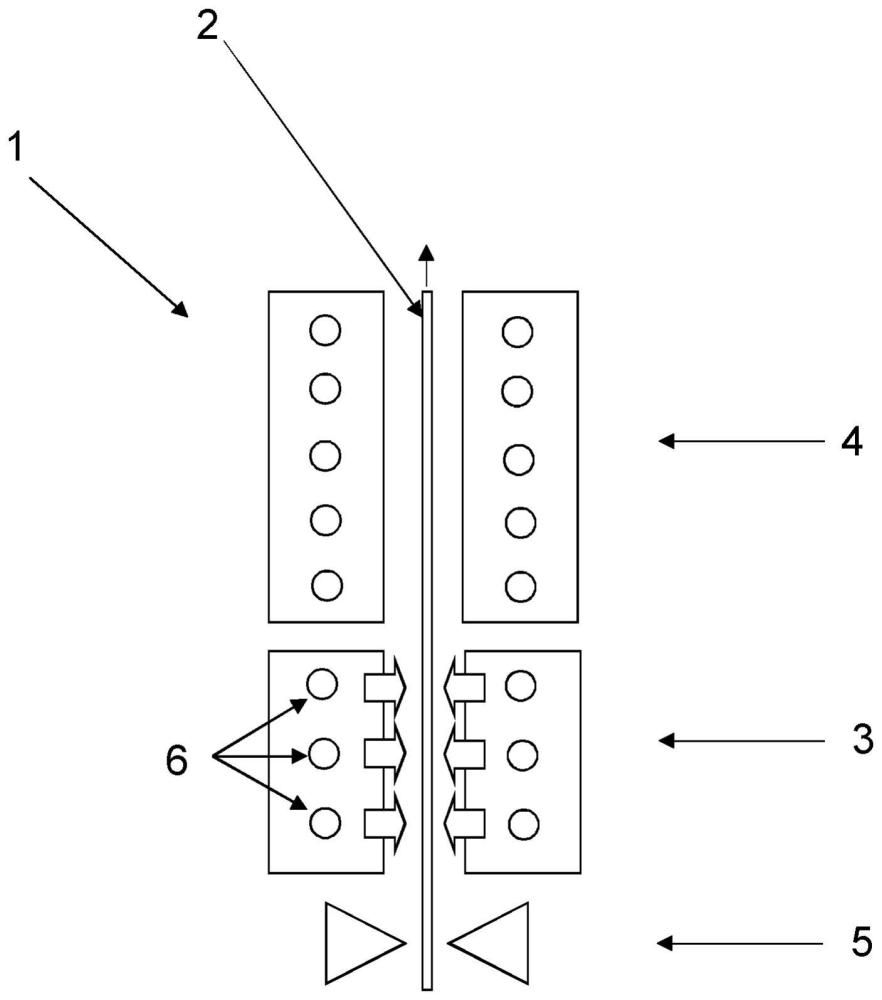
3、如图1所示,众所周知,热浸镀锌的镀锌层是通过使条带2以一定的速度围绕沉没辊11偏转并进一步通过镀液10的出口处的气体喷嘴5擦去多余的锌来控制的。鼓风机将气体置于50毫巴至800毫巴的受控压力下。气体通过室并在室内部被均匀化,并以一定的速度离开喷嘴5。与条带接触的气体擦去多余的锌,锌通过重力向下滴落,仅在钢表面上留下期望的锌量。锌涂层由多层构成,这些层包括金属间层,从而增强附着。金属间层厚度相对于总涂层厚度相对恒定。与低涂层厚度相比,高涂层厚度的比例则要小得多。擦拭参数是相关的,并且如果一个参数(比如条带速度)改变,另一参数(比如擦拭压力)也将改变以保持相同的涂层厚度。根据气体速度、涂层厚度和其他工艺参数,条带表面外观可能发生变化。存在基于表面外观和锌涂层厚度均匀性的最终产品质量鉴定的标准。当锌涂层厚度小于最低要求时,产品被拒绝。
4、在擦拭后,涂层通常在向上的冷却塔中通过强制空气冷却4进行冷却,然后在顶部辊12处偏转并进一步通过强制空气冷却和/或水冷却4'冷却。在喷嘴与第一冷却器之间,发生自然冷却。涂层重量越重并且条带越厚(这意味着条带的厚度超过2mm),所需的冷却时间越长。强制空气冷却器4的冷却速度应根据涂层的凝固状态进行调节。具体地,当涂层的表面仍为液态时,必须限制强制冷却。困在液态锌内的水可能其因转变为气态形式而迸发,并且这可能导致安全问题。
5、当涂层厚度增加到典型地高于25微米的值时,并且由于涂层调节与凝固之间花费一定的时间,涂层在重力作用下并且还由于其低粘度而趋向于向下流动。由于涂层调节与凝固之间存在相当长的时间,涂层可以流动所沿的长度变长。涂层越厚,流动长度将越长。这种由重力引起的流动缺陷也被称为“天使之翼”。
6、发明人已计算出向下流动的液体的质量随着涂层厚度的立方幂变化。在某些情况下,这种向下的流动受到液体的表面上形成的氧化物的干扰,或者受到基材的粗糙度的干扰,或者最终受到从涂覆锅中出来的条带不可避免地夹带的金属间颗粒的干扰。因此,根据现有技术的方法,涂层变得不均匀并且形成强烈的波。
7、非常奇怪的是,发明人已发现,对向下流动的干扰以及因此附着的涂层厚度不均匀性在靠近条带边缘处更加明显,并且看起来像滴落的附着缺陷最通常与条带的行进方向形成约45°的角度(见图2)。问题是,除了获得的外观较差外,局部涂层厚度变化非常大,一些区域薄至5μm至10μm,而平均值超过40μm,从而降低了长期耐腐蚀性。
8、因此,真正关注的是寻找一种解决方案,以在厚度超过2mm的金属条带上获得这种厚度大于25微米的优质涂层(无流动缺陷)。
9、文件kr 20110064506 a披露了一种用于制造zn-al合金热浸镀钢板的零锌花的装置和方法,提供该装置和方法是为了在喷射雾时使用磁性条带稳定单元来防止由于过渡表面的冷却差异而导致的锌花差异。供水管连接至喷射喷嘴,以便向喷射喷嘴供应水。供气管连接到喷射喷嘴,以便向喷射喷嘴供应空气。水控制阀安装在供水管上,并且控制向喷射喷嘴供应的水量。此应用涉及塔内冷却以提高冷却速率,尤其是对厚条带的冷却速率。冷却时对涂层的凝固和/或粘度的控制不是目标。在喷嘴处使用空气和水的混合物。此外,必须采用装置来避免水滴由于重力而掉落。在本文件中,涂覆量被调节为14μm的厚度。
10、文件kr 102004971 b1的目的是提供一种用于制造热浸镀锌钢板的方法和设备,该方法和设备在热浸钢板的制造过程中高效地冷却镀层,从而稳定地获得具有良好表面的热浸镀锌钢板,表面没有贴合缺陷、滴痕缺陷和线性莫尔条纹缺陷。用于制造热浸镀锌钢板的设备包括镀覆端口、气体擦拭装置和冷却室。冷却室由冷却室驱动装置竖直地驱动,并包括产生离子风的离子风发生装置和喷射溶液的喷射单元。在本文件中,涂覆量被调节为20μm的厚度。
11、目的是控制晶粒尺寸,并且尤其是锌花尺寸。目标是涂层厚度低于20μm,并且目的是去除凝固过程中出现的锌花。该系统使用推进剂(如空气),在电场加速下进行,这是很难在涂装线上实施的技术。
12、上述两种技术都专用于控制凝固和/或提高塔内的总冷却速率。
13、本发明所解决的问题与现有技术的上述技术所解决的问题完全不同,因为本发明解决了由于精心选择的特定锅组成而不会形成锌花的涂层的质量,而且还解决了更厚的涂层的质量。因此,本发明并不像上述那样以涂层的完全凝固为目标。
14、发明目的
15、本发明旨在提供一种优选地尽可能靠近擦拭装置使用的冷却装置,从而允许“冻结”涂层的表皮或外表面,同时避免该涂层的完全凝固。
16、本发明的主要目的是快速冻结涂层的表面,同时避免其完全凝固,以避免波效应和进一步的流动缺陷,比如当在条带上施加高厚度涂层(尤其是厚度大于25微米至30微米)时的例如“天使之翼”缺陷。
17、本发明还旨在涉及一种仅使用喷水器的冷却方法,而不需要如现有技术的技术所提出的在喷嘴或某些电气装置中添加空气。
18、本发明的特定目标是允许获得行进条带的改善的涂层均匀性,这是由于在擦拭之后通过其粘度的局部变化并且在例如通过强制冷却执行完全凝固之前来冻结涂层的表皮。然后,在不损坏涂层表面的情况下执行涂层的表皮的凝固。
技术实现思路
1、本发明首先涉及一种用于调节行进金属条带上的热液态涂层的厚度而没有由于厚涂层引起的流动缺陷并且用于冷却所述涂层的设施,所述行进条带具有等于或大于2mm的厚度,涂层厚度在大于25μm的范围内,所述行进条带优选地是在液态金属镀液中浸涂的金属条带,所述设施从底部向上、在使用中在行进条带的两侧相继地包括:擦拭装置,该擦拭装置包括在液态镀液的出口处用于从经涂覆的条带上擦拭多余液体的气体刀;以及至少一个常规气体冷却集管,该至少一个常规气体冷却集管具有用于使所述涂层完全凝固的气体吹送器,其中,产生用于所述涂层的表皮冻结的无空气添加的脱矿质水的喷射(无空气喷射)的水冷却和冻结集管位于条带路径上尽可能靠近擦拭装置并且位于擦拭装置与常规气体冷却集管之间,所述水冷却和冻结集管包括一个或多个喷射喷嘴,这些喷射喷嘴在使用时距行进条带的距离为50mm与300mm之间,水冷却和冻结集管被配置成喷射尺寸在50μm与500μm之间的水滴,其中2巴与5巴之间的压力的水流在0.1m3/h与5m3/h之间,从而为撞击经涂覆的条带的液滴提供足够的脉冲而不需要其他加速装置(比如静电装置或类似装置),以便在包含气体吹送器的气体冷却集管中完成涂层凝固之前选择性地增加液态涂层的外表面或表皮的粘度而不是其整个主体厚度的粘度。所述粘度的增加有助于消除由液滴流动引起的小凹坑,并且因此有助于涂层的“自修复”。
2、根据本发明的优选实施例,该设施进一步由以下特征之一或由它们的适当组合来限定:
3、-喷嘴设置在至少一个横向坡道上并且间隔大约100mm;
4、-水冷却和冻结集管被配置成喷射尺寸范围在100μm与300μm之间的水滴;
5、-喷射喷嘴在使用中距条带的距离为100mm与200mm之间;
6、-水冷却和冻结集管被配置成对于每米条带宽度以2巴与5巴之间的压力递送0.1m3/h与1m3/h之间的水流;
7、-水冷却和冻结集管被配置成递送随条带宽度调节的水流;
8、-喷射在液态涂层上的过量水由位于水冷却集管的顶部和/或底部的机械收集器收集;
9、-水冷却集管的长度小于两米并且优选地为约一米;
10、-水冷却集管被配置成使得这些喷嘴在使用中沿着条带的整个宽度分布;
11、-水冷却集管具有由不锈钢制成的外壳,并且设置有耐热状况的软管和快速连接器;
12、-水冷却集管位于擦拭装置的气体刀之后1米与3米之间处;
13、-水冷却和冻结集管是能够按照大约1500mm的常见竖直运动而滑动的箱,以使水冷却集管的位置适应距擦拭装置的空气刀在工艺过程中的精确期望距离;
14、-这些喷射喷嘴为重叠的平坦喷嘴。
15、本发明还涉及一种用于调节行进条带上的热液态涂层的厚度并且用于冷却所述涂层的涂层控制方法,所述行进条带优选地是使用根据前述权利要求中任一项所述的设施在液态金属镀液中浸涂的金属条带,该方法包括以下相继步骤:
16、-用擦拭装置将空气吹送到涂覆有液态涂层的行进条带的表面上,以便将涂层厚度调节至介于25μm与60μm之间的值;
17、-用液体冷却集管将水滴无空气地喷射到具有受控厚度在25μm与60μm之间的液态涂层的行进条带的所述表面上,以便选择性地增加液态涂层的外表面或表皮的粘度而不是其整个主体厚度的粘度;
18、-然后,使经涂覆的行进条带穿过包含气体吹送器的至少一个气体冷却集管,以便执行涂层在其厚度上的完全凝固;
19、其中,所喷射的水滴尺寸在50μm与500μm之间,优选地在100μm与300μm之间;并且
20、其中,压力在2巴与5巴之间的水流对于每米金属条带宽度在0.1m3/h与5m3/h之间、优选地在0.1m3/h与1m3/h之间,这些喷射喷嘴距该条带的距离在50mm与300mm之间并且优选地在100mm与200mm之间。
21、根据本发明的优选实施例,该涂层控制方法进一步由以下特征之一或由它们的适当组合来限定:
22、-水冷却集管提供根据条带速度和/或其他工艺参数调节的脱矿质水流;
23、-厚度在15μm与60μm之间的涂层由不含pb和sb的可选地含有sn、mg、fe并且含有不可避免的杂质的锌铝合金制成。
- 还没有人留言评论。精彩留言会获得点赞!