超硬冷加工钢合金的制作方法
本发明涉及钢合金。更具体地,本发明涉及用于包括汽车部件在内的高性能应用的具有改进的硬度和耐腐蚀性的钢合金。
背景技术:
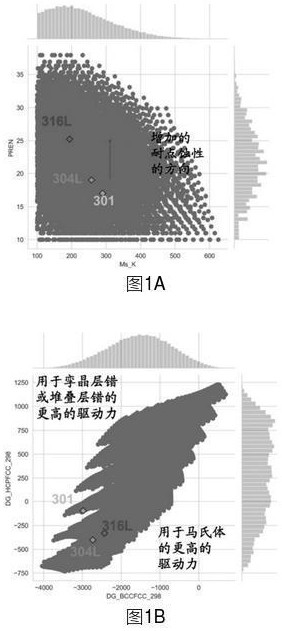
1、存在很多耐腐蚀的“不锈钢”,包括一系列商业生产的“3xx”系列不锈钢合金。这些合金中最常见的是301、304/304l、316/316l,并且通常以各种产品形式生产。还存在其他不锈钢产品,根据其微观结构和强度方法进行区分:奥氏体(3xx系列)、马氏体(4xx系列),铁素体、双相和沉淀硬化(ph)。
2、为了提高硬度,马氏体钢通常需要受控的热处理和淬火循环,有时包括深冷处理,以确保合金的完全马氏体转变和硬化。然而,这种附加处理增加了合金成本,并且热处理需要昂贵的设备,并且可能导致目标产品的翘曲,这取决于产品的形式。此外,耐腐蚀马氏体钢通常含有相对较高量的钴以用于耐腐蚀性。然而,钴是一种昂贵的材料,这增加了使用马氏体合金的成本。
技术实现思路
1、为了总结本公开以及相对于现有技术所获取的优点,本文中描述了本公开的某些目的和优点。并非所有这样的目的或优点都可以在任何特定实施例中实现。因此,例如,本领域技术人员将认识到,本发明可以以实现或优化本文中教导的一个优点或一组优点的方式来实施或实现,而不必实现本文中教导或建议的其他目的或优点。
2、所有这些实施例在本文中公开的本发明的范围内。通过参考附图对优选实施例的以下详细描述,这些和其他实施例对于本领域技术人员将变得很清楚,本发明不限于所公开的任何特定优选实施例。
3、在一个方面,描述了一种钢合金组合物。该组合物包括fe,硬度为至少约400hv,并且在3wt%氯化钠水溶液中的epit-eocp耐腐蚀性为至少约500mv。
4、在一些实施例中,硬度为约420hv至约500hv。在一些实施例中,epit-eocp耐腐蚀性为约520mv至约800mv。在一些实施例中,epit-eocp耐腐蚀性为约520mv至约600mv。在一些实施例中,组合物具有至少约1100mpa的屈服强度。在一些实施例中,组合物具有在1.8mm厚度下为至少约60°弯曲角的延展性。在一些实施例中,马氏体形成在约260k至约340k开始。在一些实施例中,马氏体形成在约260k至约320k开始。在一些实施例中,组合物具有至少约12vol%的马氏体。在一些实施例中,组合物具有至少约1100mpa的屈服强度。
5、在一些实施例中,组合物包括:
6、cr:15-18wt.%;
7、ni:4-8wt.%;
8、mn:1.5-6wt.%;
9、fe:配平
10、在一些实施例中,组合物还包括至多约0.25wt.%的n。在一些实施例中,组合物还包括至多约2wt.%的mo。在一些实施例中,组合物还包括至多约0.03wt.%的c、至多约0.75wt.%的si、至多约0.045wt.%的p和至多约0.03wt.%的s。
11、在一些实施例中,组合物包括:
12、c:至多约0.03wt.%;
13、n:0.05-0.25wt.%;
14、cr:15-18wt.%;
15、ni:4-8wt.%;
16、mn:1.5-6wt.%;
17、si:至多约0.75wt.%;
18、mo:0.5-2wt.%;
19、p:至多约0.045wt.%;
20、s:至多约0.03wt.%;以及
21、fe:配平。
22、在一些实施例中,组合物包括:
23、cu:至多约0.5wt.%;
24、co:至多约0.8wt.%;
25、al:至多约0.03wt.%;
26、ti:至多约0.03wt.%;以及
27、b:至多约0.05wt.%。
28、在一些实施例中,组合物还包括每种至多约0.05wt.%的至少一种附加元素、以及总计至多约0.15wt.%的至少一种附加元素。
29、在另一方面,描述了一种用于制备合金的方法。该方法包括铸造包括fe的钢合金,对钢合金执行处理步骤以形成经处理的钢合金处理步骤选自热加工、退火、酸洗及其组合组成的组,以及冷加工经处理的钢合金以形成冷加工钢合金,冷加工钢合金具有至少约400hv的硬度和在3wt%氯化钠水溶液中为至少约500mv的epit-eocp耐腐蚀性。
30、在一些实施例中,经处理的钢合金被冷加工至至少约30%的厚度减少。在一些实施例中,冷加工钢具有约0.01mm至约4mm的厚度。在一些实施例中,冷处理钢具有约1mm至约4mm的厚度。在一些实施例中,该方法还包括对冷加工钢进行机加工。在一些实施例中,在对钢合金进行退火之前执行热加工。在一些实施例中,在对钢合金进行热加工之前执行退火。在一些实施例中,在对钢合金经处理的钢合金进行冷加工之前,对钢合金执行处理。
31、在另一方面,描述了一种交通工具,包括交通工具主体,该交通工具主体包括上述钢合金组合物。在一些实施例中,交通工具主体包括外部交通工具主体,并且外部交通工具主体包括钢合金。在一些实施例中,钢合金是未涂覆的。在一些实施例中,钢合金之上不设置防腐剂。在一些实施例中,防腐剂是涂料。在一些实施例中,交通工具是包括电动机的电动交通工具。
技术特征:
1.一种钢合金组合物,包括:
2.根据权利要求1所述的组合物,其中所述硬度为约420hv至约500hv。
3.根据权利要求1或权利要求2所述的组合物,其中所述epit-eocp耐腐蚀性为约520mv至约800mv。
4.根据权利要求1至3中任一项所述的组合物,还包括至少约1100mpa的屈服强度。
5.根据权利要求1至4中任一项所述的组合物,还包括在1.6mm厚度为至少约60°弯曲角的延展性。
6.根据权利要求1至5中任一项所述的组合物,其中马氏体形成在约260k至约340k开始。
7.根据权利要求1至6中任一项所述的组合物,还包括至少约12vol%的马氏体。
8.根据权利要求1至7中任一项所述的组合物,还包括至少约1200mpa的屈服强度。
9.根据权利要求1至8中任一项所述的组合物,还包括:
10.根据权利要求9所述的组合物,还包括:
11.根据权利要求9或权利要求10所述的组合物,还包括:
12.根据权利要求9至11中任一项所述的组合物,还包括:
13.根据权利要求9至12中任一项所述的组合物,还包括:
14.根据权利要求13所述的组合物,还包括每种至多约0.05wt.%的至少一种附加元素、以及总计至多约0.15wt.%的所述至少一种附加元素。
15.一种用于制备合金的方法,包括:
16.根据权利要求15所述的方法,其中经处理的所述钢合金被冷加工至至少约30%的厚度减少。
17.根据权利要求15或权利要求16所述的方法,其中所述冷加工钢具有约0.01mm至约4mm的厚度。
18.根据权利要求15至17中任一项所述的方法,还包括对所述冷加工钢进行机加工。
19.根据权利要求15至18中任一项所述的方法,其中在对所述钢合金进行退火之前执行热加工。
20.根据权利要求15至19中任一项所述的方法,其中在对所述钢合金进行热加工之前执行退火。
21.根据权利要求15至20中任一项所述的方法,其中在对所述钢合金经处理的所述钢合金进行冷加工之前,对所述钢合金执行处理。
22.一种交通工具,包括交通工具主体,所述交通工具主体包括根据权利要求1所述的组合物。
23.根据权利要求22所述的交通工具,其中所述交通工具主体包括外部交通工具主体,并且所述外部交通工具主体包括所述钢合金。
24.根据权利要求22或权利要求23所述的交通工具,其中所述钢合金是未涂覆的。
25.根据权利要求22至24中任一项所述的交通工具,其中所述钢合金之上不设置防腐剂。
26.根据权利要求25所述的交通工具,其中所述防腐剂是涂料。
27.根据权利要求22至26中任一项所述的交通工具,其中所述交通工具是包括电动机的电动交通工具。
技术总结
实施例涉及具有改进的强度、硬度和耐腐蚀性的冷加工钢合金,其可以用于制造产品,诸如交通工具主体组件。还描述了用于制备冷加工钢合金的方法。
技术研发人员:R·科麦,O·洛佩兹-加里蒂,G·帕丁森,C·库曼
受保护的技术使用者:特斯拉公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!