含纳米复合多层涂层的切削刀具及其制备方法与流程
本发明属于切削刀具领域,涉及一种含纳米复合多层涂层的切削刀具及其制备方法,具体涉及一种含cralmen/nbn纳米复合多层涂层的切削刀具及其制备方法。
背景技术:
1、切削刀具被誉为工业制造的牙齿,广泛地应用于汽车、造船、航空航天及3c行业。除了切削刀具的结构设计和基材之外,表面涂层技术是影响切削刀具性能的一个重要因素。在切削刀具表面镀敷硬质涂层,如tialn或craln等可以明显提升其耐磨性和耐热性,改善切削刀具的性能。然而,tialn涂层的性能与al含量密切相关,随着al含量的增加,tialn涂层的抗氧化性能和硬度获得提升,但是,当al含量超过其在tin晶格内的固溶极限时,会形成w-aln相,硬度和耐热性能明显降低,并且,当温度达到850℃时,tialn涂层就会发生完全氧化。相比于tialn涂层,craln涂层的抗氧化温度可以达到1000℃,但是,craln涂层在900℃左右会发生分解,析出cr2n和cr单质,涂层硬度急剧降低,导致耐磨性恶化。随着制造业的快速发展,各种新材料层出不穷,在应对这些越来越多的难加工材料中,传统的tialn和craln涂层已然无法满足市场需求。
2、cn104175682a公开了一种tialn/craln多层涂层刀具及其制备方法,结合了tialn和craln涂层各自的优势,通过改变调制周期的厚度,可以提升涂层的综合性能。然而,在实际应用时发现,tialn/craln多层涂层的硬度偏低,耐磨性提升有限。并且,由于ti元素的存在,高温环境下会形成疏松多孔的tio2氧化层,随着温度的升高伴随发生a-tio2向r-tio2相变,疏松多孔的tio2结构以及相变过程导致的体积变化均降低了氧化层的致密性,使得涂层抗氧化性能提升也有限。
3、在craln涂层中添加si、b等第三元素构成cralsin、cralbn等四元体系涂层,除了可以避免ti元素对涂层抗氧化性能的有害影响,保持craln涂层优异的抗氧化性能之外,还可以在一定程度上抑制craln涂层中cr-n键的断裂,提升其热稳定性能。但是,si、b等元素的加入会增加涂层的应力、降低涂层的韧性,造成涂层过早地剥落,刀具寿命反而降低。另一方面,si、b等第三组元会增大craln涂层的摩擦系数,降低加工表面质量,使切削区域温度升高,导致切削过程恶化。第三,cralsin、cralbn等craln基涂层在高温环境下依然易与含cr量高的不锈钢、高温合金等难加工材料发生扩散,形成月牙洼磨损,降低涂层的耐用度。
4、基于上述分析,在降低涂层应力、改善涂层韧性、减少切削热以及抗月牙洼磨损等方面,现有涂层仍有较大的提升空间。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种具有低应力、高隔热和优异抗月牙洼磨损性能的含纳米复合多层涂层的切削刀具及其制备方法。
2、为解决上述技术问题,本发明采用以下技术方案。
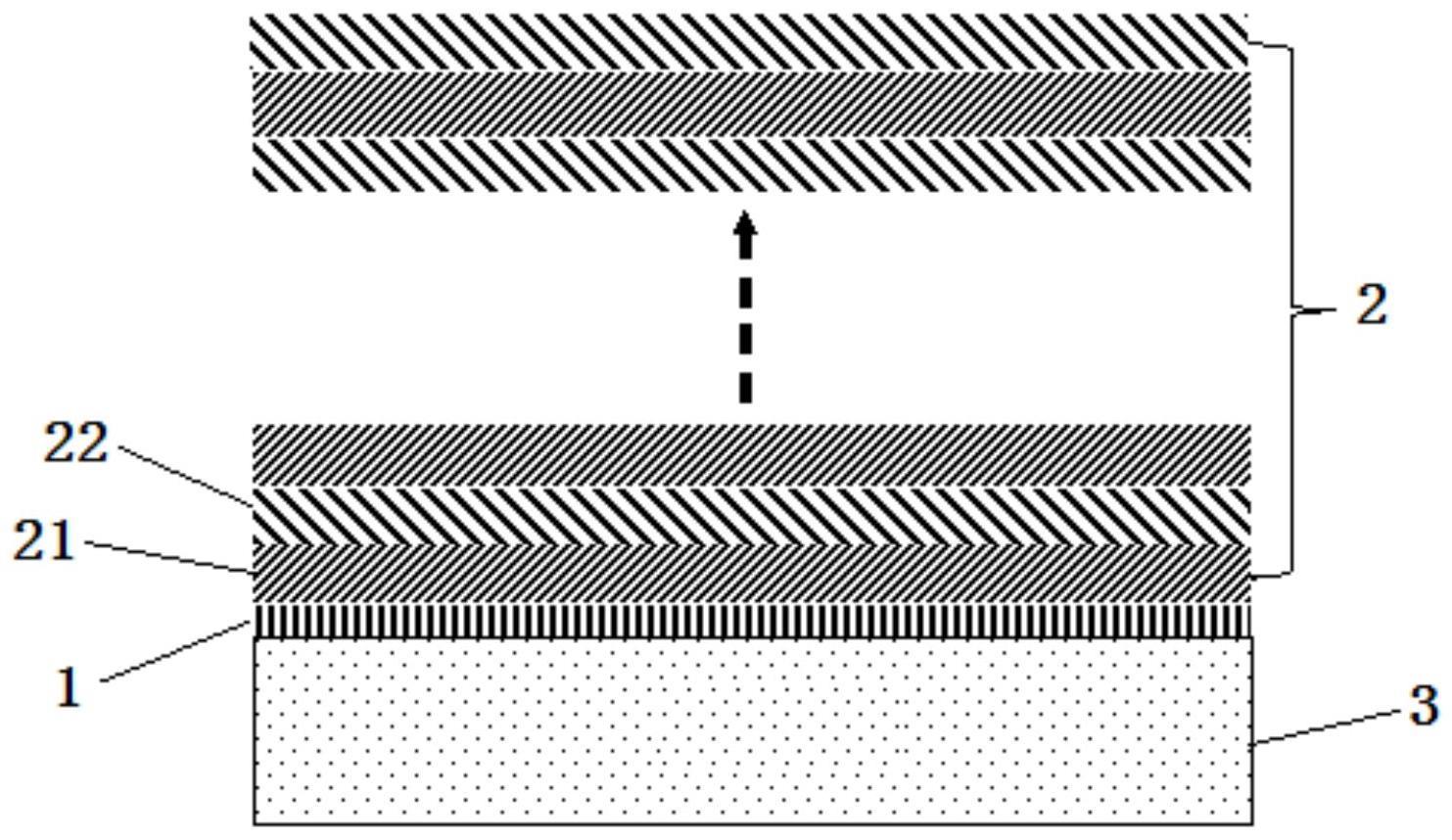
3、一种含纳米复合多层涂层的切削刀具,包括刀具基体和沉积于刀具基体表面的纳米复合多层涂层,所述纳米复合多层涂层包含交替沉积的cr1-a-balamebn层和nbn层,所述me元素为ti、zr、hf、v、nb、ta、ru、si、b、y和w中的至少一种,其中,0.3≤a≤0.7,0≤b≤0.2,所述cr1-a-balamebn层为面心立方结构,所述nbn层为立方结构nbn与六方结构nbn的混合结构,其中六方结构nbn呈现(100)择优取向,取向因子1.2≤τh(100)≤3.5。
4、上述的含纳米复合多层涂层的切削刀具,优选的,所述nbn层中立方结构nbn的(111)衍射峰强度ic-nbn(111)与六方结构nbn的(100)衍射峰强度ih-nbn(100)之比为0.2≤ic-nbn(111)/ih-nbn(100)≤0.6。
5、上述的含纳米复合多层涂层的切削刀具,优选的,所述cr1-a-balamebn层的单层厚度为2nm~300nm,所述nbn层的单层厚度为2nm~300nm。当cr1-a-balamebn层和nbn层的单层厚度小于2nm时,两者之间的界面呈现混合状态,会降低涂层的力学性能及使涂层残余应力增加,当cr1-a-balamebn层和nbn层的单层厚度大于300nm时,层与层之间结合强度减弱,涂层韧性降低。
6、上述的含纳米复合多层涂层的切削刀具,优选的,所述纳米复合多层涂层的厚度为0.5μm~8.0μm。
7、上述的含纳米复合多层涂层的切削刀具,优选的,所述纳米复合多层涂层是以“cr1-a-balamebn层到nbn层”为一个循环周期。
8、上述的含纳米复合多层涂层的切削刀具,优选的,所述纳米复合多层涂层与刀具基体之间设有过渡层。
9、上述的含纳米复合多层涂层的切削刀具,优选的,所述过渡层为cr1-xalxn层,0≤x≤0.7。
10、上述的含纳米复合多层涂层的切削刀具,优选的,所述过渡层为ti1-yalyn层,0≤y≤0.6。
11、上述的含纳米复合多层涂层的切削刀具,优选的,所述过渡层为面心立方结构。
12、上述的含纳米复合多层涂层的切削刀具,优选的,所述过渡层的厚度为0.1μm~2.0μm。
13、上述的含纳米复合多层涂层的切削刀具,优选的,刀具的涂层总厚度为0.6μm~10.0μm。
14、上述的含纳米复合多层涂层的切削刀具,优选的,所述刀具基体的材料为硬质合金、金属陶瓷、高速钢或立方氮化硼烧结体。
15、作为一个总的技术构思,本发明还提供一种上述的含纳米复合多层涂层的切削刀具的制备方法,包括以下步骤:
16、s1、将切削刀具基体表面进行预处理,预处理包括喷砂和超声波清洗;
17、s2、对经过预处理的切削刀具基体进行离子刻蚀,进一步结净表面;
18、s3、采用pvd方法利用cral靶材或tial靶材在切削刀具基体表面沉积过渡层cr1-xalxn层或ti1-yalyn层,沉积温度为400℃~600℃,沉积气压为1.0pa~6.0pa,基体偏压为-30v~-120v,cral或tial靶材电流为130a~200a;
19、s4、采用pvd方法在过渡层之上利用cralme靶材和nb靶材交替沉积cr1-a-balamebn纳米层和nbn纳米层,形成cralmen/nbn纳米复合多层涂层,沉积温度为400℃~600℃,沉积气压为1.0pa~6.0pa,基体偏压为-30v~-120v,cralme靶材和nb靶材电流分别为130a~200a和150a~200a。
20、本发明的技术方案中,经过试验研究发现,通过协同cr1-a-balamebn与nbn进行纳米多层结构设计,首先,通过cr1-a-balamebn涂层和nbn涂层协同形成cr1-a-balamebn/nbn纳米复合多层涂层,高热稳定性的nbn层可以抑制相邻层的cr1-a-balamebn的热分解,进一步提升涂层的热稳定性;其次,cr1-a-balamebn涂层的导热系数明显低于tialn涂层,因此,本发明引入cr1-a-balamebn层(而非tialn涂层或tialn/craln涂层)与高热稳定性nbn层进行协同,可以增强涂层的热屏障作用,将更多的切削热由切屑带走,进而提升刀具的使用寿命。第三,nbn涂层具有优异的化学惰性(与al2o3涂层类似),穿插于cr1-a-balamebn涂层之间,可以明显改善涂层加工含cr量较高的不锈钢、高温合金等难加工材料时的性能,减少了扩散磨损,有效降低了前刀面的月牙洼磨损。
21、本发明的各技术方案中,刀具可以为本领域公知的各种切削刀具,如整体硬质合金铣刀、数控铣削刀片、钻头以及数控车削刀片等,基体可以为硬质合金、金属陶瓷、高速钢或者超硬材料。
22、与现有技术相比,本发明的优点在于:
23、1、本发明提供了一种含cr1-a-balamebn和nbn的含纳米复合多层涂层切削刀具,协同cr1-a-balamebn层的低导热系数和nbn层的高热稳定性和化学惰性,为切削刀具提供了有效的热屏障保护作用,将更多的切削热由切屑带走,降低切削区域的切削热,保护了切削刃,提高了刀具使用寿命。
24、2、本发明采用cr1-a-balamebn层与nbn层组合形成纳米复合多层涂层,高热稳定性的nbn层能够有效地抑制相邻层的cr1-a-balamebn的热分解,进一步提升涂层的热稳定性。
25、3、本发明利用nbn涂层优异的化学惰性,不会与被加工材料中的活性元素发生反应或扩散,其穿插于cr1-a-balamebn涂层之间形成cr1-a-balamebn/nbn纳米复合多层涂层,可以显著地减少扩散磨损,有效降低前刀面的月牙洼磨损。
26、4、本发明采用cr1-a-balamebn层与nbn层组合形成纳米复合多层涂层,交替打断cr1-a-balamebn层和nbn层的生长,使cr1-a-balamebn层和nbn层的晶粒反复重新结晶,有效降低了涂层的应力,进一步强化了涂层的韧性。
27、5、本发明的纳米复合多层涂层切削刀具的制备方法具有工艺简单、设备要求低、生产成本低的特点,可以满足现代切削加工的需求,大大延长了切削刀具的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!