一种竹笋结构W-Zr基非晶合金复合材料及其制备方法与应用
本发明涉及金属复合材料,特别是涉及一种竹笋结构w-zr基非晶合金复合材料及其制备方法与应用。
背景技术:
1、穿甲弹是一种依靠自身动能侵彻装甲目标的常规弹药。由于飞行速度快、穿甲威力大、命中精度高等优点,成为能有效对付坦克、装甲车辆及低空武装直升机等装甲目标的有效弹药。
2、目前使用的高效穿甲弹弹芯材料主要为贫铀合金和高密度w合金两种。贫铀合金由于具有很强的绝热剪切敏感性,因此在穿甲过程中出现自锐化现象,形成较大的后效破坏作用,穿甲威力大。但由于贫铀合金具有重金属毒性和放射性危害,禁用的呼声越来越高;而一般高密度w合金弹芯在轴向侵彻力作用下,头部钝化呈“蘑菇状”(即头部被镦粗),导致穿甲阻力增大,降低了弹体的穿甲威力。因此,亟需开发新的穿甲弹弹芯材料。
3、非晶合金是指内部结构中原子呈短程有序、长程无序排列状态的合金。块体非晶材料在玻璃转变温度以下及高应力或高应变率条件下变形时,具有类似贫铀合金的高剪切敏感性和剪切“自锐性”,不会出现w合金穿甲过程中的“蘑菇头”现象,且非晶材料对环境无污染,是一种理想的新型穿甲弹弹芯材料。
4、但非晶合金密度较低,要提高穿甲弹的穿甲威力,必须增加弹芯的密度。另一方面,由于穿甲弹在高速发射过程中,弹芯头部受压应力,尾部受拉应力。因此,为了保证弹丸的发射强度,同时又不影响弹丸的穿甲威力,要求弹芯头部具有更高的强度,而尾部则要求更好的韧性,但非晶合金在承载过程中往往由于剪切带的局域失稳扩展表现为脆性断裂。因此,块体非晶合金密度低、塑韧性差制约了其在穿甲弹领域的应用。
5、根据穿甲弹弹芯的使用环境,要求弹芯头部强度高而尾部韧性好,但目前所用穿甲弹芯材料一方面强度与韧性不可兼得,另一方面受限于制备工艺条件,w-zr基非晶合金复合材料在宏观上可视为均质结构,其强韧性在整体上是均匀的,无法同时兼具高强韧性和自锐性。
技术实现思路
1、针对w-zr基非晶合金复合材料强韧性在整体上是均匀的,无法同时兼具高强韧性和自锐性的问题,本发明的目的是提供一种竹笋结构w-zr基非晶合金复合材料及其制备方法与应用。
2、本发明的竹笋结构w-zr基非晶合金复合材料具有梯度化设计,在整体结构上存在硬脆区和软韧区,兼具高强韧性和自锐性。
3、本发明通过eiga气雾化法获得锆基非晶合金粉末,等离子球化法获得钨粉末,按一定体积比混合球磨粉末后,通过激光粉末床熔融技术获得竹笋结构w-zr基非晶合金复合材料。
4、为实现上述目的,本发明提供了如下方案:
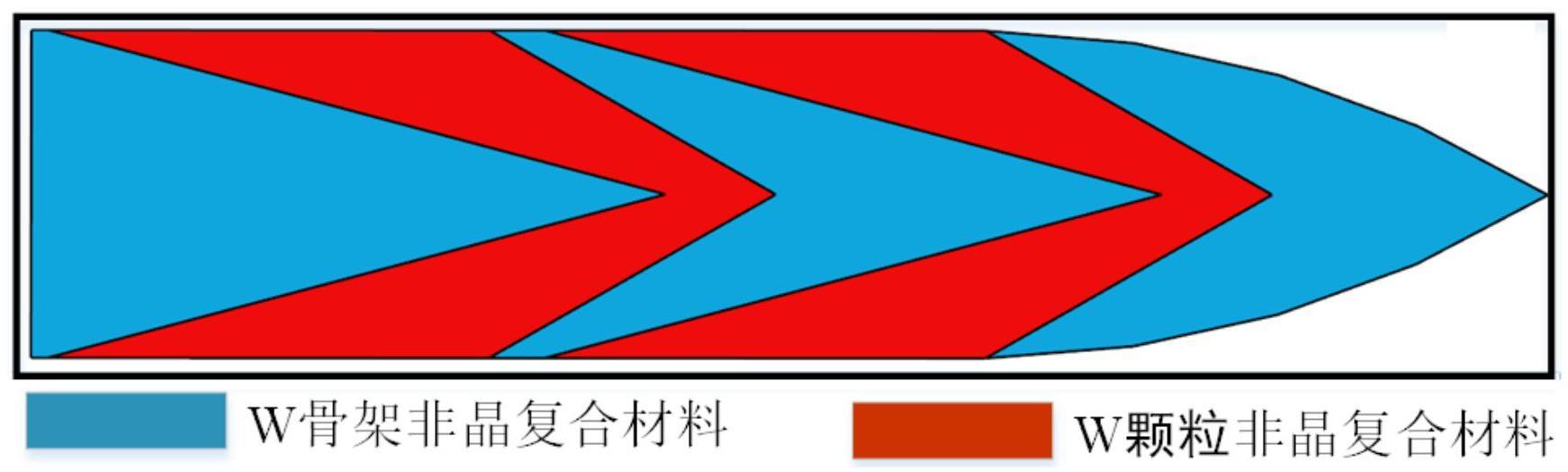
5、本发明提供一种竹笋结构w-zr基非晶合金复合材料,复合材料的整体结构上分别存在硬脆区和软韧区,其中硬脆区体积分数为10%~30%,软韧区体积分数为70%~90%,两区域呈锥形交替分布,其分布为仿生竹笋结构。
6、进一步的,以复合材料的体积为100%计,各组成成分及体积分数为:钨50~80%,非晶合金50~20%。
7、进一步的,硬脆区组织为w颗粒/非晶相复合结构,软韧区组织为w骨架/非晶相复合结构。
8、一种所述竹笋结构w-zr基非晶合金复合材料的制备方法,制备球形zr基非晶合金粉末和w粉末,将两种粉末按照体积比均匀混合,球磨,采用激光增材制造方法制备竹笋结构w-zr基非晶合金复合材料。这里的球形指的是两种粉末均为球形。
9、进一步的,所述球形zr基非晶合金粉末采用eiga气雾化法制备,具体方法为,先采用悬浮熔炼的方法制备出雾化所需的预合金棒材,然后经过优化雾化工艺,制备出所需非晶合金粉末。具体气雾化工艺参数:雾化室内为高纯氩气体,采用水冷铜坩埚熔化母合金,待熔体温度达到1500℃后进行雾化,雾化气压为4mpa。
10、进一步的,所述球形zr基非晶合金粉末的成分为zr41.2ti13.8cu12.5ni10be22.5,粉末粒径分布15~65μm,流动性≤25.4s/50g,氧含量≤600ppm,松装密度3.92g/cm3。
11、进一步的,所述w粉末采用等离子球化法制备,具体方法为,将钨粉末通过载气送入等离子体炬内,飞行的粉末将会在等离子体高温区被迅速加热,短时间内熔融形成液滴,液滴会在表面张力的作用下收缩形成球状,快速冷却后会得到球形粉末。具体等离子球化工艺参数:等离子发射器功率为40kw,送粉速率为18~36g/min。
12、进一步的,所述w粉末的粒径分布10~60μm,流动性≤5.02s/50g,氧含量≤80ppm,松装密度11.21g/cm3。
13、进一步的,球磨过程为:将上述两种粉末装入球磨罐中,并在ar气氛的手套箱中封罐,从手套箱中取出球磨罐后装入球磨机中,不加球磨介质,在球磨机转速为600~800r/min下混合10~15h后,得到w-zr基非晶合金混合粉末。
14、进一步的,所述激光增材制造方法为激光粉末床熔融技术,成形硬脆区的工艺参数:激光功率80w~100w,扫描速率600~2000mm/s,扫描间距0.06~0.10mm,铺粉层厚0.02mm;成形软韧区的工艺参数:激光功率120w~140w,扫描速率400~1800mm/s,扫描间距0.06~0.10mm,铺粉层厚0.02mm。
15、本发明首先制备符合激光增材制造(激光3d打印技术)需求的球形zr基非晶合金粉末和w粉,然后将两种粉末按照一定体积比进行均匀混合,获得能够成形硬脆区和软韧区的工艺参数,并利用对应的工艺成形具有竹笋结构的w-zr基非晶合金复合材料。
16、所述竹笋结构w-zr基非晶合金复合材料在制备穿甲弹弹芯中的应用。
17、在非晶合金基体中添加w相制备成复合材料时,w相一方面可在变形过程中诱发非晶基体中多剪切带的产生和滑移,在保证相应的非晶复合材料具有高强度、剪切“自锐性”等特性的同时又增加塑性与韧性;另一方面通过提高w相的含量可显著增加复合材料的密度。因此,w/非晶合金复合材料迅速成为最具应用前景的军用材料之一。其中,zr基非晶合金具有很强的玻璃形成能力和较宽的过冷液相区,能够较容易地制备出性能优异的块体非晶合金。且锆基非晶合金具有一系列优异的力学性能,如锆基非晶合金的断裂韧性较高,在成形过程中不易产生微裂纹。但是由于w-zr基非晶合金复合材料在宏观上可视为均质结构,其强韧性在整体上是均匀的,无法同时兼具高强韧性和自锐性,为了解决此问题,本发明将弹芯结构进行梯度化设计,在整体弹芯结构上分别存在硬脆区和软韧区,其为仿生竹笋结构,硬脆区和软韧区呈锥形交替分布。在高应变速率条件下,软韧区先发生变形,随着变形程度增加,软韧区与硬脆区同时变形,随后硬脆区开裂,沿着设计结构方式分离脱落,重新露出尖锐区域完成自锐化,类似竹笋剥落;循环此步骤,完成侵彻过程,可显著增加穿甲弹威力。
18、本发明公开了以下技术效果:
19、目前制备w-zr基非晶合金复合材料的方法主要有粉末冶金和压力浸渗,但这两种方法均难以实现上述具有梯度仿生结构材料的制备。比如利用压力浸渗法制备材料时,需要在高温下保温较长时间,因此会导致w晶粒长大,从而导致材料的力学性能下降。再者,该方法难以实现复杂结构材料的制备,因此不适合用以制备竹笋结构的复合材料。本发明所应用的激光3d打印技术的优势在于:
20、一、激光3d打印技术作为一种先进的增材制造技术,是利用激光热源对粉末进行熔化而制备出块体材料,同时可实现三维立体近净成形,在制备复杂结构样品上具有较大的技术优势。
21、二、激光3d打印技术由于是在局部微区内发生熔化和凝固,冷却速度可达到103k以上,而非晶合金是在高于临界冷却速度的条件下获得,故对制备非晶合金十分有利。且在高冷却速率下,能够避免w晶粒长大,从而可以保持w相良好的力学性能。
22、三、尤其是激光粉末床熔融(lpbf)技术在成形过程中可通过单个扫描路径形成的微区域,通过这种局部微区成形可以有效的保证对材料细微结构的精确控制。此外,还可以通过激光功率密度的控制实现不同结构特征的w-zr基非晶合金复合材料。
23、例如,使非晶相发生部分晶化形成非晶/纳米晶区,提高功率密度使w颗粒熔化相互连通形成w骨架结构等。其中w骨架/非晶区域可视为软韧区,而w颗粒/非晶相区可作为硬脆区,使硬脆区和软韧区呈锥形交替分布,以实现竹笋结构的制备。
24、这种竹笋结构的优势在于:在高应变速率条件下,软韧区先发生变形,随着变形程度增加,软韧区与硬脆区同时变形,随后硬脆区开裂,沿着设计结构方式分离脱落,重新露出尖锐区域完成自锐化,类似竹笋剥落;循环此步骤,完成侵彻过程,可显著增加穿甲弹威力。
- 还没有人留言评论。精彩留言会获得点赞!