一种铁质金属文物表面修复保护方法
本发明涉及铁质金属文物表面修复保护方法的,尤其是考虑到修复和保护已腐蚀和尺寸缺失的铁质金属文物,修复层的致密性,结合强度,和抗氧化性能等特点,具体是一种铁质金属文物表面修复保护方法。
背景技术:
1、金属文物是不可多得的宝贵文化遗产,蕴含着丰富的人文情怀,代表着我们祖先的精神价值。文物是一个时代的缩影,一个时代的载体。据调查,现存大量的金属文物以铁质文物和青铜文物为主,如陕西千佛铁塔、沧州铁狮子和各类青铜器等。然而由于这些由于金属文物在自然环境中已存在成百上千年,因此会存在严重的腐蚀现象,影响着金属文物的寿命。因此如何对金属文物进行保护这一难题亟待解决。
2、目前,金属文物传统保护方法大都采用焊接法、缓蚀剂封护法、脱盐保护法和表面封护法等,如张茗等人采用点焊焊接技术修复了陕西省宝鸡市石鼓山西周贵族墓出土的一件西周时期的亚羌父乙罍,修复效果良好;hollner等人将hc10+h2o2的水-乙醇混合溶液应用于巴黎国家海事博物馆的铁船锚上,发现该缓蚀剂具有长时间的保护作用,适用于铁质文物长期保存;吴耿烽等人采用了浸泡脱盐的方法对清代“鹿港郊”铁钟进行了处理,浸泡液是以氢氧化钠、钼酸钠、硅酸钠及表面活性剂组成的复配碱性溶液,脱盐效果较好,在浸泡脱盐的全过程中没有发现铁钟表面有新的锈蚀物产生;何海平等人通过加入纳米tio2和sio2对聚酯型聚氨酯乳液进行改性作为铁质文物复合封护剂,不仅很好的解决了分散介质水对铁质文物基体的损伤,而且提高了封护剂膜的耐老化性能和耐腐蚀性能。
3、焊接、缓蚀剂化学法等处理技术,有时会造成一些表面缺陷,如凹坑、氧化等现象,对金属文物基体造成不可逆的损害,而且有些化学试剂对环境也有影响。因此亟需寻求新的方法来对铁质金属文物表面修复保护。
技术实现思路
1、为解决现有技术中存在的问题,本发明的目的在于提供一种铁质金属文物表面修复保护方法,本发明创新性的采用先进的低温固态沉积的冷喷涂技术制备适用于铁质金属文物基体的涂层材料,为铁质金属文物基体表面涂层在实际应用中提供可靠的理论支撑和技术支持。
2、本发明采用的技术方案如下:
3、一种铁质金属文物表面修复保护方法,包括如下过程:
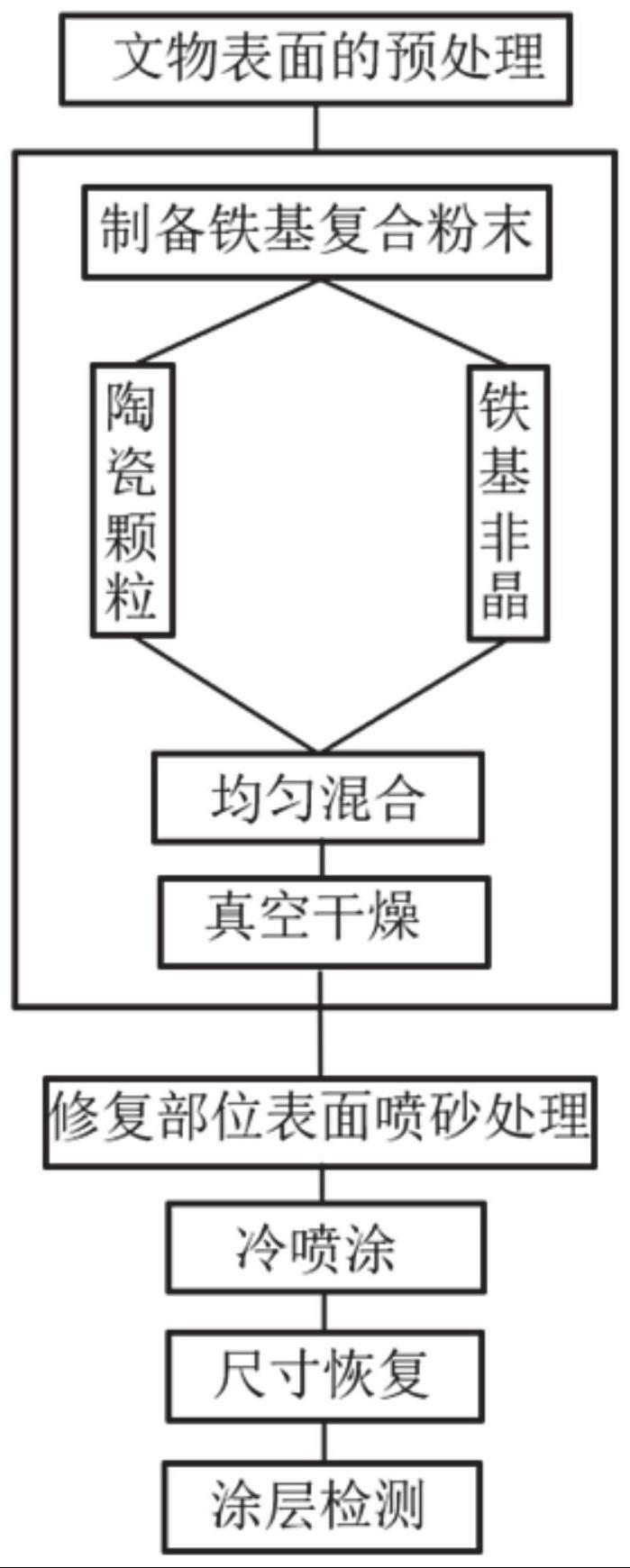
4、将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位,在待修复部位表面形成冷喷涂沉积层,将冷喷涂沉积层面加工至待修复铁质金属文物原来的尺寸精度和表面粗糙度,修复完成;
5、以质量百分数计,所述用于修复铁质金属文物的材料包括:50%~95%的微米铁基金属粉末,5%~50%的亚微米陶瓷粉体。
6、优选的,所述微米铁基金属粉末的粒度为5μm~30μm,亚微米陶瓷粉体的粒度为30μm~100μm。
7、优选的,所述微米铁基金属粉末采用铁基非晶颗粒,亚微米陶瓷颗粒采用al2o3粉体,该al2o3粉体为粒度为1~10μm细小片层状氧化铝团聚而成的粉体。
8、优选的,所述微米铁基金属粉末的化学组成如表1:
9、表1
10、
11、其中,体积比为用扫描电镜能谱分析测得的体积比。
12、优选的,冷喷涂沉积层厚度为1000μm~5000μm。
13、优选的,将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位时:
14、冷喷涂的参数包括:载气压力为2.5~4.5mpa,喷涂距离为5~30mm,喷枪移动速度为5~30mm/s,喷涂温度为100~500℃,送粉速度0.5r/min~2.0r/min。
15、优选的,将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位时:
16、当载气压力为2.5~3mpa时,喷涂温度为400~500℃,喷涂距离为5~10mm,喷枪移动速度为10~20mm/s,送粉速度为1.0~2.0r/min;
17、当载气压力为3~3.5mpa时,喷涂温度为300~400℃,喷涂距离为10~20mm,喷枪移动速度为20~30mm/s,送粉速度为0.8~1.5r/min;
18、当载气压力为3.5~4mpa时,喷涂温度为200~300℃,喷涂距离为15~25mm,喷枪移动速度为30~40mm/s,送粉速度为0.5~1.0r/min;
19、当载气压力为4~4.5mpa时,喷涂温度为100~250℃,喷涂距离为10~30mm,喷枪移动速度为40~50mm/s,送粉速度为0.5~0.8r/min。
20、优选的,将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位前,先对待修复铁质金属文物的待修复部位的缺口或裂纹处依次进行水砂纸打磨、激光清洗和喷砂处理,之后再进行冷喷涂沉积;
21、其中,喷砂处理使结构件表面粗糙度达到ra60μm~80μm,喷砂处理过程中,砂为粒度400~700μm的棕刚玉,喷砂时压缩空气压力为0.5~0.7mpa;
22、将冷喷涂沉积层面加工至待修复铁质金属文物原来的尺寸精度和表面粗糙度后,以乙醇为溶液,将带有冷喷涂沉积层的待修复铁质金属文物进行超声清洗、干燥处理。
23、优选的,所述缺口的角度为90°~120°。
24、优选的,所述待修复铁质金属文物的材质为铁基金属材料,所述微米铁基金属粉末为铁基非晶合金粉末。
25、本发明具有如下有益效果:
26、本发明采用低温固态沉积的冷喷涂技术在铁质金属文物表面制备冷喷涂涂层,通过调控参数使修复层的致密度,耐腐蚀和耐摩擦性能高于待修复铁质金属文物,达到保护铁质金属文物,延长其保存寿命的目的。本发明将文物保护与冶金、材料、工程、信息等领域结合,进一步揭示文物的历史价值、艺术价值和科学价值,进而保护、保存好文物。这将会大力推动我国文物的科学认知和保护工作,实现发展新突破,开创发展新局面。
技术特征:
1.一种铁质金属文物表面修复保护方法,其特征在于,包括如下过程:
2.根据权利要求1所述的一种铁质金属文物表面修复保护方法,其特征在于,所述微米铁基金属粉末的粒度为5μm~30μm,亚微米陶瓷粉体的粒度为30μm~100μm。
3.根据权利要求1或2所述的一种铁质金属文物表面修复保护方法,其特征在于,所述微米铁基金属粉末采用铁基非晶颗粒,亚微米陶瓷颗粒采用al2o3粉体,该al2o3粉体为粒度为1~10μm细小片层状氧化铝团聚而成的粉体。
4.根据权利要求3所述的一种铁质金属文物表面修复保护方法,其特征在于,所述微米铁基金属粉末的化学组成如表1:
5.根据权利要求1所述的一种铁质金属文物表面修复保护方法,其特征在于,冷喷涂沉积层厚度为1000μm~5000μm。
6.根据权利要求1所述的一种铁质金属文物表面修复保护方法,其特征在于,将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位时:
7.根据权利要求1或6所述的一种铁质金属文物表面修复保护方法,其特征在于,将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位时:
8.根据权利要求1所述的一种铁质金属文物表面修复保护方法,其特征在于,将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复铁质金属文物的待修复部位前,先对待修复铁质金属文物的待修复部位的缺口或裂纹处依次进行水砂纸打磨、激光清洗和喷砂处理,之后再进行冷喷涂沉积;
9.根据权利要求8所述的一种铁质金属文物表面修复保护方法,其特征在于,所述缺口的角度为90°~120°。
10.根据权利要求1所述的一种铁质金属文物表面修复保护方法,其特征在于,所述待修复铁质金属文物的材质为铁基金属材料,所述微米铁基金属粉末为铁基非晶合金粉末。
技术总结
本发明公开了一种铁质金属文物表面修复保护方法,包括如下过程:将用于修复铁质金属文物的材料通过冷喷涂沉积在待修复件的待修复的铁质金属文物表面,将冷喷涂沉积层表面加工至待修复的铁质金属文物原来的尺寸精度和表面粗糙度,修复完成;以质量百分数计,用于修复铁质金属文物的材料包括:50%~95%的微米铁基非晶合金粉体,5%~50%的亚微米陶瓷粉体。本发明创新性的采用先进的低温固态沉积的冷喷涂技术制备适用于铁质金属文物基体的涂层材料,为铁质金属文物基体表面涂层在实际应用中提供可靠的理论支撑和技术支持。
技术研发人员:李楠,王强,钱润铃,牛文娟,郭楠,李申奥,韩鹏,韩瑜,宋蒲,胡宁,魏成,万明帆,周鹏,潘鑫磊
受保护的技术使用者:西安建筑科技大学
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!