一种黑体元件打磨喷涂设备及打磨喷涂方法与流程
1.本发明涉及黑体元件生产技术领域,尤其涉及一种黑体元件打磨喷涂设备及打磨喷涂方法。
背景技术:
2.在轧钢生产中,绿色节能已经成为了很多地方越来越重视的方面,随着黑体理论和实际生产的不断完善,很多企业开始在轧钢加热炉中进行改造,安装黑体元件,通过增大炉膛面积、提高炉膛黑度和增加辐照度来提高加热炉热效率,实现增产节能,因此黑体元件的需求量越来越大。
3.黑体元件的形状通常为具有空腔的圆台体,空腔的开口面积通常小于空腔底壁面积,在生产黑体元件时,需要在成型后对空腔内壁打磨至平滑状态,以提高节能效率,然后在内壁喷涂黑体涂层。然而,黑体空腔的形状导致现有的打磨设备难以进行打磨,打磨效率低,且现有技术通常以人工方式喷涂黑体涂层,喷涂效率低。
技术实现要素:
4.针对上述缺陷,本发明提供一种黑体元件打磨喷涂设备及打磨喷涂方法,可以快速高效地对黑体元件空腔打磨,并自动喷涂黑体涂层。
5.为了实现本发明的目的,拟采用以下技术:一种黑体元件打磨喷涂设备,包括:上料装置,上料装置包括毛坯输送单元、中转单元、夹持单元,毛坯输送单元用于运输已成型的元件毛坯,中转单元用于在打磨工位及喷涂工位之间转移元件,夹持单元用于在打磨时夹持元件;打磨单元,设于上料装置一侧,打磨单元包括竖直设置的第四直线机构,其输出轴一端设有多个竖直设置的第四旋转电机,第四旋转电机输出轴下端设有第五直线机构,第五直线机构滑动端下端设有与元件匹配的打磨组件,打磨组件包括第一c型架和第二c型架,第一c型架一端的两个突出部之间设有第一固定杆,第一固定杆外周侧转动配合地套设有转环,第二c型架一端的两个突出部之间设有第二固定杆,第二固定杆外周侧也转动配合地套设有转环,转环外周侧设有一连接板,连接板一侧面设有打磨片,连接板和打磨片之间通过螺钉连接,第四直线机构一端设有竖直设置的第五旋转电机,第五旋转电机输出轴一端设有n型架;喷涂单元,设于n型架一端,喷涂单元包括竖直设置的第七直线机构,其输出轴一端设有多个竖直设置且与元件匹配的第六旋转电机,第六旋转电机输出轴下端设有输入黑体涂层的主管,主管外周侧设有多个用于喷涂元件空腔的散射喷头。
6.进一步,毛坯输送单元包括用于传送元件的传送带输送机,其一侧设有竖直设置的第一直线机构,其输出轴设有与元件匹配的挡块,传送带输送机两侧的一端部设有一对限位板,传送带输送机一侧还设有第二直线机构,其输出轴一端设有多个与元件匹配的推
板,传送带输送机另一侧还设有多个第一旋转电机,其输出轴一端设有转板。
7.进一步,中转单元包括在元件打磨时设于毛坯输送单元一侧的中转车,中转车上设有齿条,中转车一侧设有第二旋转电机,其输出轴一端设有啮合于齿条的齿轮。
8.进一步,夹持单元设于毛坯输送单元一侧,夹持单元包括第三直线机构,其输出轴一端设有多对与元件匹配的第一夹板,第三直线机构一端设有第三旋转电机,第三旋转电机输出轴一端设有转杆,其外周侧设有多个与元件匹配的第二夹板。
9.进一步,第五直线机构滑动端下端还设有折线支架和第一竖架,折线支架一端设有与水平面具有夹角的斜架,第一c型架设于第一竖架下端,斜架下端面设有第六直线机构,其输出轴一端设有第二竖架,第二c型架设于第二竖架下端。
10.进一步,第四直线机构输出轴一端设有第一t型架,第四旋转电机设于第一t型架一侧。
11.进一步,转环外周侧设有延伸部,连接板设于延伸部侧面。
12.进一步,第七直线机构输出轴一端设有第二t型架,第六旋转电机设于第二t型架一侧。
13.采用黑体元件打磨喷涂设备的一种黑体元件打磨喷涂方法,包括步骤:s100:通过上料装置将元件转移到打磨单元的各打磨组件下方;s200:打磨元件:通过第四旋转电机转动打磨组件,进行元件空腔侧壁和底壁的打磨,打磨侧壁时,通过第四直线机构、第五直线机构使打磨片贴紧空腔侧壁并随侧壁轮廓上下移动,打磨底壁时,拉起第二c型架,第二固定杆外周侧的转环转动,使连接板抬起,第一固定杆外周侧的转环也被转动,使打磨片水平,通过第四直线机构、第五直线机构使打磨片贴紧空腔底壁并在底壁圆心和圆周之间左右移动,打磨完成后再升起打磨组件;s300:将元件转移到喷涂单元的各第六旋转电机下方;s400:对元件空腔喷涂:通过第七直线机构降下主管到元件内,启动各散射喷头,通过第六旋转电机将主管旋转一周,使黑体涂层完全覆盖元件空腔,喷涂完成后再升起托架。
14.本技术方案的有益效果在于:1、可以自动进行打磨片的方向切换,实现对黑体元件的空腔侧壁和底壁都能方便、快速地进行打磨,提高黑体元件打磨效率。
15.2、实现对黑体元件空腔进行自动喷涂黑体涂层,且喷涂的均匀性较好。
附图说明
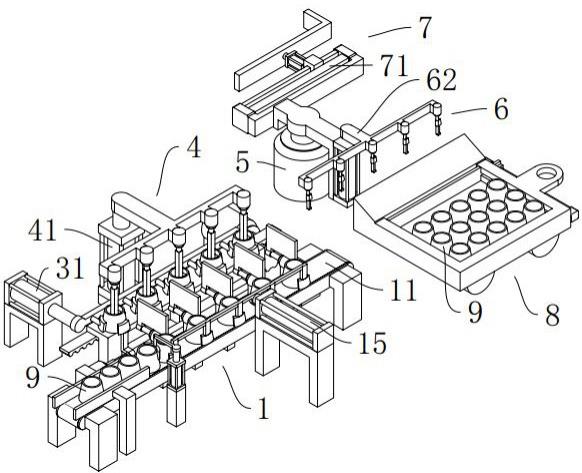
16.图1示出了本技术实施例整体立体图。
17.图2示出了本技术实施例上料装置立体图。
18.图3示出了本技术实施例毛坯输送单元立体图。
19.图4示出了本技术实施例从另一角度观察的毛坯输送单元立体图。
20.图5示出了本技术实施例中转单元立体图。
21.图6示出了本技术实施例夹持单元立体图。
22.图7示出了本技术实施例从与图4相同角度观察的毛坯输送单元局部与夹持单元局部位置关系立体图。
23.图8示出了本技术实施例打磨单元立体图。
24.图9示出了本技术实施例打磨元件空腔侧壁时的第五直线机构及其下端部件立体图,包括元件剖面立体图。
25.图10示出了本技术实施例打磨组件立体图。
26.图11示出了本技术实施例中转车移动到喷涂单元和装载单元之间时的喷涂单元、下料装置立体图。
27.图12示出了本技术实施例第五旋转电机、喷涂单元、整理单元立体图。
28.图13示出了本技术实施例图12的a部分放大图。
29.图14示出了本技术实施例装载单元立体图。
30.图中标记:毛坯输送单元-1、传送带输送机-11、第一直线机构-12、挡块-13、限位板-14、第二直线机构-15、吊架-16、推板-17、第一旋转电机-18、转板-19、中转单元-2、中转车-21、齿条-22、第二旋转电机-23、齿轮-24、夹持单元-3、第三直线机构-31、第一夹板-32、第三旋转电机-33、转杆-34、l型架-35、第二夹板-36、打磨单元-4、第四直线机构-41、第一t型架-42、第四旋转电机-43、第五直线机构-44、折线支架-441、第一竖架-442、第一c型架-45、第六直线机构-46、第二竖架-461、第二c型架-47、第一固定部-451、第一固定杆-452、转环-48、第二固定部-471、第二固定杆-472、延伸部-481、连接板-49、打磨片-491、第五旋转电机-5、n型架-51、喷涂单元-6、第七直线机构-61、第二t型架-62、第六旋转电机-63、托架-64、主管-65、散射喷头-66、整理单元-7、装载单元-8、第八直线机构-71、第九直线机构-72、l型板-73、装载车-81、通槽-82、斜坡-83、挂环-84、第十直线机构-85、滑杆-86、方板-87、元件-9。
具体实施方式
31.下面结合附图和实施例对本技术作进一步说明。
32.实施例一如图1所示的一种黑体元件打磨喷涂设备,包括上料装置、打磨单元4、喷涂单元6、下料装置。
33.如图2所示,上料装置包括毛坯输送单元1、中转单元2和设于毛坯输送单元1一侧预定距离的夹持单元3,毛坯输送单元1用于运输已成型的元件9毛坯,中转单元2用于在打磨单元4及喷涂单元6之间转移元件9,夹持单元3用于在打磨时夹持元件9。
34.如图1-图4所示,毛坯输送单元1包括用于传送元件9的传送带输送机11,其一侧设有竖直设置的第一直线机构12,其输出轴设有吊杆,吊杆一端设有与元件9匹配的挡块13,挡块13用于将上工序输送来的元件9分隔而使相邻元件9之间具有预定间距,传送带输送机11两侧的一端部设有一对限位板14,传送带输送机11一侧还设有第二直线机构15,其输出轴一端设有吊架16,吊架16下端设有多个与元件9匹配的推板17,传送带输送机11另一侧还设有多个第一旋转电机18,其输出轴一端设有转板19,转板19转至水平状态时,其上端面与传送带输送机11的传送带上端面位于同一平面。
35.如图2、图5所示,中转单元2包括在元件9打磨时设于毛坯输送单元1一侧预定距离的中转车21,中转车21用于放置打磨或喷涂时的元件9,中转车21上设有齿条22,中转车21一侧预定距离设有第二旋转电机23,其输出轴一端设有啮合于齿条22的齿轮24。
36.如图1、图2、图6所示,夹持单元3包括第三直线机构31,其输出轴一端设有横杆,横杆一侧面设有多对与元件9匹配的第一夹板32,第三直线机构31一端预定距离设有第三旋转电机33,第三旋转电机33输出轴一端设有转杆34,其外周侧一端设有多个l型架35,l型架35上设有与元件9匹配的第二夹板36,第一夹板32和第二夹板36内侧面均为与元件9外周侧匹配的弧面。
37.通过夹持单元3的设置,可以在打磨时稳定地固定元件9,避免打磨工序使得元件9偏移,影响产品质量。
38.如图7所示,第二夹板36与转板19交错设置。
39.如图1、图8所示,打磨单元4设于上料装置一侧预定距离处,打磨单元4包括竖直设置的第四直线机构41,其输出轴一端设有第一t型架42,第一t型架42一侧设有多个竖直设置的第四旋转电机43,其输出轴下端设有第五直线机构44。
40.如图9-图10所示,第五直线机构44滑动端下端设有与元件9匹配的打磨组件,打磨组件包括第一c型架45和第二c型架47,第一c型架45一端的两个突出部设有一对第一固定部451,第一固定部451之间固定地连接有第一固定杆452,第一固定杆452外周侧转动配合地套设有转环48,第二c型架47一端的两个突出部设有一对第二固定部471,第二固定部471之间固定地连接有第二固定杆472,第二固定杆472外周侧也转动配合地套设有转环48,转环48外周侧设有延伸部481,延伸部481侧面设有一连接板49,连接板49一侧面设有打磨片491,延伸部481、连接板49、打磨片491之间通过螺钉连接,第四直线机构41一端预定距离设有竖直设置的第五旋转电机5,第五旋转电机5输出轴一端设有n型架51。
41.具体地,第五直线机构44滑动端下端还设有折线支架441和第一竖架442,折线支架441一端设有与水平面具有预定夹角的斜架,具体地,夹角范围为30
°
到60
°
,第一c型架45设于第一竖架442下端,斜架下端面设有第六直线机构46,其输出轴一端设有第二竖架461,第二c型架47设于第二竖架461下端。
42.如图11-图12所示,喷涂单元6设于n型架51一端,喷涂单元6包括竖直设置的第七直线机构61,其输出轴一端设有第二t型架62,第二t型架62一侧设有多个竖直设置且与元件9匹配的第六旋转电机63。
43.如图13所示,第六旋转电机63输出轴下端设有托架64,托架64一端设有主管65,主管65外周侧设有多个用于喷涂元件9空腔的散射喷头66,主管65包括依次设置的进料段、斜段、弯曲段和底段,进料段一端连接外部的黑体涂层供料端,斜段连接的散射喷头66用于喷涂空腔侧壁,弯曲段连接的散射喷头66用于喷涂空腔侧壁和底壁的连接部,底段连接的散射喷头66用于喷涂空腔底壁。
44.如图11所示,下料装置包括整理单元7和装载单元8,设于n型架51另一端的整理单元7用于将具有一定间距的各元件9贴紧并转移到装载单元8,整理单元7包括第八直线机构71,其滑动端设有第九直线机构72,第九直线机构72输出轴一端设有与元件9匹配的l型板73,装载单元8设于整理单元7一侧预定距离,当元件9喷涂时,中转单元2设于整理单元7和装载单元8之间。
45.如图11、图14所示,装载单元8包括上端面具有装载槽的装载车81,装载车81一端开设有通槽82,装载车81一侧设有用于供元件9滑下的斜坡83,装载车81一端还设有用于运走元件9的拖车进行固定的挂环84,以及第十直线机构85,其输出轴设有穿设于通槽82的滑
杆86,滑杆86一端设有用于在装载车81内将一行元件9推至装载槽一侧的方板87。
46.整理单元7和装载单元8的设置,使得元件9在完成打磨和喷涂后,可以被整齐地整理,并运输走,以便后续使用。
47.在本实施例中,第一直线机构12、第二直线机构15、第三直线机构31、第四直线机构41、第六直线机构46、第七直线机构61、第九直线机构72均采用单轴直线气缸。
48.在本实施例中,第五直线机构44、第八直线机构71、第十直线机构85均采用无杆直线气缸。
49.优选地,各推板17之间的间距、各第一旋转电机18之间的间距、各转板19之间的间距、各第二夹板36之间的间距、各第四旋转电机43之间的间距、各第六旋转电机63之间的间距均相同。
50.实施例二采用实施例一的黑体元件打磨喷涂设备的黑体元件打磨喷涂方法,按以下步骤操作:s100:通过上料装置将元件9转移到打磨单元4的各打磨组件下方,具体地,将已成型的元件9放在传送带输送机11上进行传输,通常,元件9成型后,会一个接一个紧挨着送到下工序,所以此时需要通过第一直线机构12控制挡块13以预定频率升降,以将元件9分隔开,使得,每个元件9对应每个打磨组件的位置,分隔后,通过第一旋转电机18将转板19转至水平,需要说明的是,转板19水平时,第二夹板36也被转至下方,以避免干涉转板19,通过第二直线机构15推动各推板17将各元件9推到中转车21上,再把转板19转起到竖直状态,通过第三旋转电机33控制第二夹板36转至上方,同时通过第三直线机构31推动各第一夹板32,通过第一夹板32和第二夹板36夹紧各元件9;s200:打磨元件9:在此步之前,应先确保打磨片491符合打磨要求,若不符合,则拆卸打磨片491并更换,确认后,通过第四旋转电机43转动打磨组件,进行元件9空腔侧壁和底壁的打磨,实际操作时,可先打磨侧壁再打磨底壁,也可先打磨底壁再打磨侧壁,打磨侧壁时,通过第四直线机构41、第五直线机构44可使打磨片491贴紧空腔侧壁并随侧壁轮廓上下移动,打磨底壁时,通过第六直线机构46拉起第二c型架47,第二固定杆472外周侧的转环48转动,使连接板49抬起,第一固定杆452外周侧的转环48也被转动,使打磨片491水平,通过第四直线机构41、第五直线机构44可使打磨片491贴紧空腔底壁并在底壁圆心和圆周之间左右移动,打磨完成后再升起打磨组件;s300:将元件9转移到喷涂单元6的各第六旋转电机63下方,具体地,通过第二旋转电机23转动齿轮24,使齿条22带动中转车21移动到喷涂单元6一侧,且确保此时第五旋转电机5已将喷涂单元6转动到中转车21上方;s400:对元件9空腔喷涂:通过第七直线机构61降下托架64到元件9内,启动各散射喷头66,通过第六旋转电机63将主管65旋转一周,使黑体涂层完全覆盖元件9空腔,喷涂完成后再升起托架64。
51.作为优选,黑体元件打磨喷涂方法还包括步骤s500:将完成打磨的元件9通过下料装置进行装载,具体地,通过第五旋转电机5将整理单元7转至靠近中转车21,通过第八直线机构71可将l型板73移动到中转车21上一端的元件9一端,通过第九直线机构72推动l型板73短边位于元件9一端,通过第八直线机构71推动各元件9,使各元件9贴紧,通过第九直线
机构72进一步推动元件9从斜坡83滑入装载槽,通过第十直线机构85可以将一行元件9用方板87推至装载槽一侧。
52.在进行若干次步骤s100~s500后,元件9装满装载车81,可以通过拖车固定挂环84,将元件9转移到仓库进行存放。
53.以上仅为本技术列举的部分实施例,并不用于限制本技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1