一种机加工废料再造2系航空薄板循环保级回收利用方法与流程
本发明属于铝合金薄板生产制造,具体涉及一种机加工废料再造2系航空薄板循环保级回收利用方法。
背景技术:
1、al-cu-mg合金具有低密度、高比强度、高比模量、良好的机械加工性能和疲劳性能等特点,已在航空航天、武器、高铁等现代高端装备制造业中得到广泛的应用。
2、2系航空铝合金目前国内铝加工厂生产工艺基本完善,但是每年转化为机加工废屑的2系铝合金板远远大于其实际利用率,若是能将机加工废铝屑回收重熔再造航空铝合金,必将节约大量能源与矿产资源。目前,国内此生产工艺仍处于空白阶段。
3、目前发达国家已形成完善得废杂铝收集、管理、分检系统,适应不断扩大的市场需求,不断推出新的技术创新举措。发达国家原铝与再生铝的占比已接近或超出1:1。而国内此项技术仍处于落后状态,一些环保措施及工艺水平上都不够完善,一些规模小、产量低、环保措施不力的企业占大多数,不能形成2系再造航空铝合金大规模产业化。
4、在再造航空铝合金生产工艺中主要有以下几点需要控制:1si、fe是再造铝合金中常见的杂质元素,含量会随再造铝合金回收次数的增加而积累增加,导致再造铝合金中的fe、si元素含量超标,会在合金中形成不溶或者难溶的脆性相和共晶相化合物,对合金的塑性、疲劳以及断裂韧性造成影响。2由于机加工铝屑的表面大,导致铝合金中熔融金属产生得氧化物大比例增加,因此铝屑必须尽快浸入熔融金属表面下,以便在无氧的情况下熔化铝屑(即尽量减少进一步氧化)。3机加工铝屑会携带大量油污,需要保证铝屑得清洁度,机加工铝屑必须干净且没有水分(即,水和切削液),减少熔体损失。4熔池温度必须足够高以至于能克服熔体表面张力并能将铝屑融入熔池中,注意温度不要超过1,400℉,避免产生过多浮渣。5不同来源的铝屑需要分离,防止2x/7x/6x铝屑混合。
技术实现思路
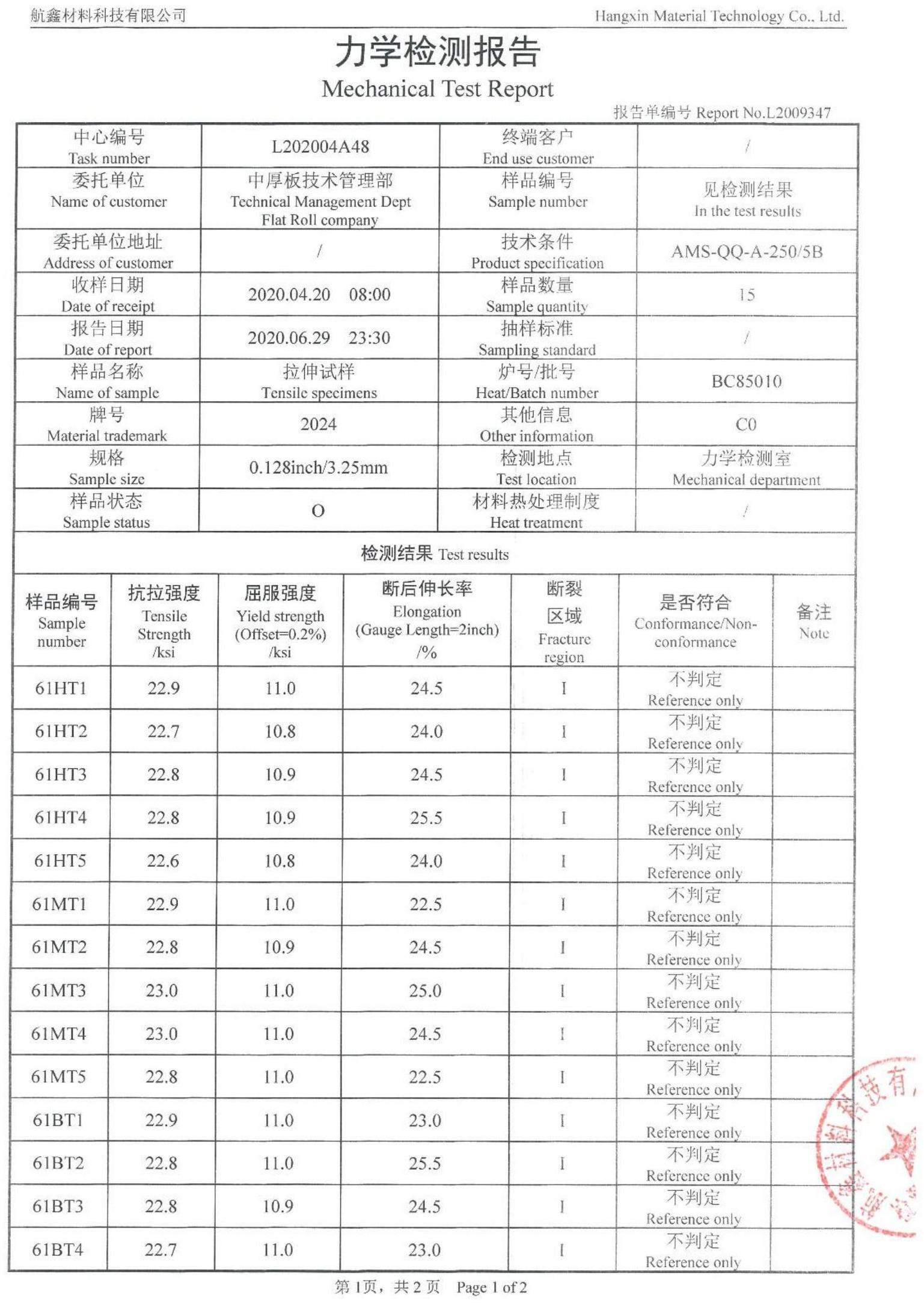
1、为了解决上述现有技术中提到的不足,本发明提供了一种机加工废料再造2系航空薄板循环保级回收利用方法,该工艺方法能减少铝屑烧损率和氧化率、去除废铝屑表面油污、减少。si、fe等杂质元素、控制熔体中得的渣含量n20小于30k/kg及去除碱性金属,并且使得最终生产出的板材符合ams-qq-a-250/5的要求,使再造航空铝合金达到大批量工业化生产的水平。
2、本技术提出了一种机加工废料再造2系航空薄板循环保级回收利用方法,包括以下步骤:
3、(1)废铝熔炼:将待熔炼的废铝称重,将机加工铝屑及一级废料以1:4比例加入废料熔炼炉进行熔炼,熔炼温度700~745℃,开始熔化后加入覆盖剂,当原料60~70%熔化后,开启电磁搅拌,待全部熔化后,检测化学成分;根据化学成分检测结果,使用元素去除剂,将合金中元素含量调节至符合工艺要求上限;
4、(2)成分配比:将废料处理系统熔化后的铝合金溶液按照80%的装炉比例转入熔炼炉;熔炼炉按照7050航空铝合金化学成分进行合金配比,使得最终合金成分满足:si0.12,fe 0.20,cu 4.45~4.65,mn0.55~0.75,mg 1.35~1.55,cr0.10,zn 0.20,ti 0.02~0.06,熔炼温度为700~745℃;
5、(3)精炼与除渣、除气:将合格的铝合金液转入保温炉内进行精炼,炉侧混合气体精炼20~90min,当精炼温度为725~745℃时,静置40min,经烘烤后的流槽,点入细化剂al-5ti-b,加入量控制在1.8~2.3kg/t,随后进入在线snif除气系统,再通过cff除渣系统,采用30ppi+50ppi双级板式进行过滤,经过limca cm测渣仪进行含渣量检测,合格后,进入铸造系统,铸造成航空扁锭;
6、(4)均匀化退火及铣面:将步骤(3)的扁锭进行双级均匀化退火,一级退火温度:460℃,一级退火保温时间:6h;二级退火温度:478℃,二级退火保温时间:20h;将退火后的扁锭在八面铣床上进行铣面处理,上下面各铣20mm,左右面铣15mm;
7、(5)包铝焊合及热轧:将步骤(4)的扁锭进行包铝焊合,包覆率设定为3.0%,包覆层厚度为13.5~14.5mm。将焊合好的扁锭推进推加炉中进行预热,温度在390~400℃,保温2~10小时后,进行热轧,中间板厚度:37~41mm,热轧终轧温度:305~315℃,成品厚度3.50mm;
8、(6)冷轧:将步骤(5)热轧后的板材进行板材冷轧工艺,采用32+26道次对板材进行冷轧,最终成品厚度为1.57mm,轧制速度250m/min及400m/min;
9、(7)退火热处理:将步骤(6)中冷轧后的板材进行退后,以工艺参数为,一次定温温度470℃,二次定温温度365℃,金属转温温度353℃,保温温度360℃,保温时间2h,降温速率≤14℃/h,进行板材退火热处理。
10、(8)包装:将步骤(7)的板材进行分割成品并包装入库。
11、如上所述的一种机加工废料再造2系航空薄板循环保级回收利用方法,所述的步骤(1)中,废铝包括机加工铝屑与一级废料两部分,将机加工铝屑置于一级废料下方,减少机加工铝屑氧化率与烧损率。
12、如上所述的一种机加工废料再造2系航空薄板循环保级回收利用方法,所述的步骤(1)中,废铝容易在转入熔炼炉之前,通入cl2去除碱金属,并在线通过一次cff除渣系统、两次snif除气系统进行处理,确保碱金属含量及si、fe含量符合标准上限。
13、如上所述的一种机加工废料再造2系航空薄板循环保级回收利用方法,所述的步骤(3)中,铸造温度控制在675~695℃,冷却水温度控制在22~26℃,铸造速度控制在38-45mm/min,过程控制含氢量小于0.08ml/100g,na含量在2ppm以内,ca含量在3ppm以内。
14、如上所述的一种机加工废料再造2系航空薄板循环保级回收利用方法,所述的步骤(5)和步骤(6)中,配合热轧和冷轧工艺(下压量及轧制速度),确保板材厚度及包覆层厚度的均匀性,晶粒组织的均匀性;同时,根据包覆层厚度要求,通过对原始扁锭厚度、轧制工艺参数等,以最终包覆层厚度高于要求50%余量作为标准,设计包覆层厚度;而且增加润滑工艺:热轧道次中开启乳液润滑目的是为了兼顾轧制稳定性及阳极氧化表面质量;如在开始3或5道次开启润滑,由于热轧温度较高,会导致导致中间板上下面温差过大,造成翘曲轧废;在验证中发现,在第9道次慢慢开启辅助乳液润滑可以避免出现翘曲问题,然后后续奇数道次全面开启,生产出来的板材不仅保证了包覆板与基板之间的翘曲现象,同时由于后续有充足的润滑,阳极氧化表面质量达到p级。
15、如上所述的一种机加工废料再造2系航空薄板循环保级回收利用方法,所述的步骤(7)中,板材退火后需进行除油,除油工艺为升温至200℃,运行4h。
16、本发明的优点为:本发明在精准的控制再造航空铝合金的化学成分、废铝氧化率、铝合金烧损率及合金中碱金属含量的基础上,使生产的再造航空铝合金板材符合ams-qq-a-250/5中板材的性能要求,实现了再造航空铝合金大批量产业化生产,完成了航空铝合金循环保级的利用。
- 还没有人留言评论。精彩留言会获得点赞!