一种PVD自动上下料设备、控制系统及使用方法与流程
本发明涉及电池片镀膜,具体而言,涉及一种pvd自动上下料设备、控制系统及使用方法。
背景技术:
1、随着新能源的发展,光伏发电的核心元件是电池片,也就是硅片,由于硅片材料中不可避免的存在一些杂质和缺陷,同时由于光在硅表面的反射损失率较高,因此电池片在使用过程中的寿命会降低,因此需要对电池片进行镀膜,从而提高电池片的使用寿命。
2、现有技术中的电池片的镀膜设备存在设备产能低,且工作效率低下的问题。
技术实现思路
1、本发明提供了一种pvd自动上下料设备、控制系统及使用方法,其能够缩短电池片以及载板的上下料时间,提高设备产能,从而提高镀膜的工作效率。
2、本发明的实施例可以这样实现:
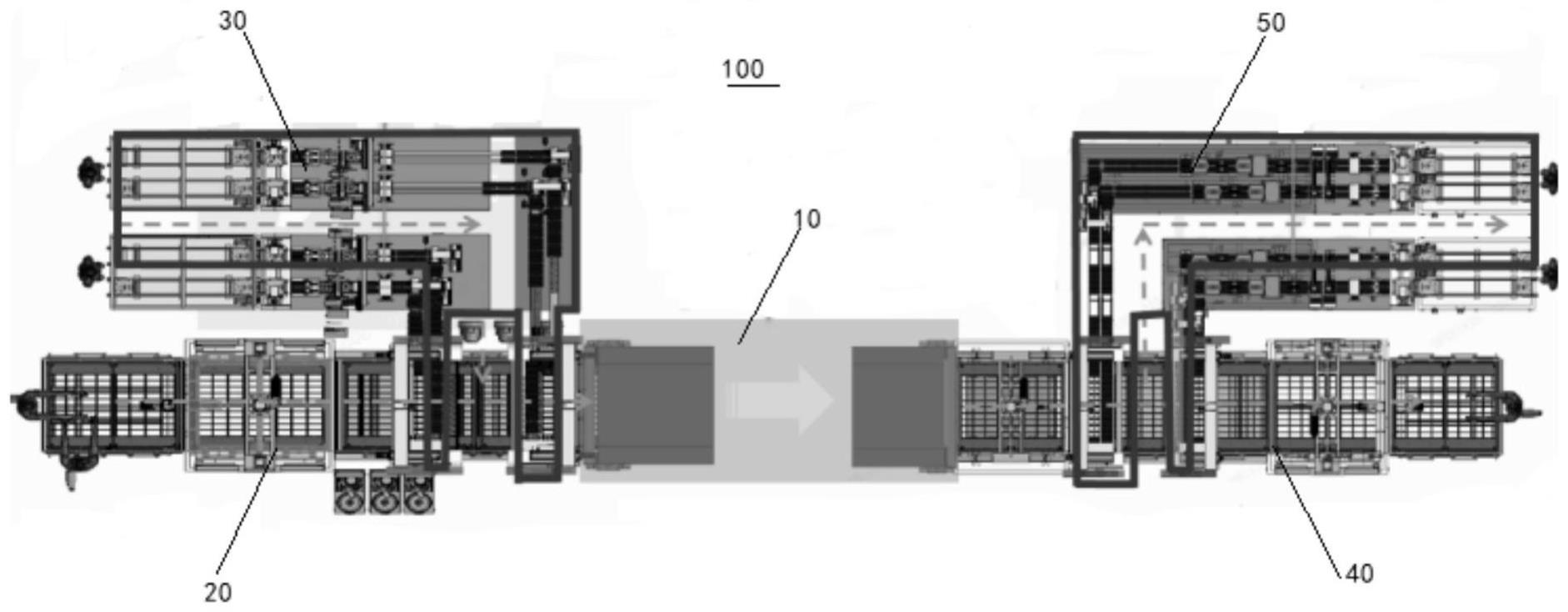
3、本发明的实施例提供了一种pvd自动上下料设备,其包括:
4、镀膜件;
5、第一上料件,所述第一上料件和所述镀膜件连通;
6、第二上料件,所述第二上料件的出料口和所述第一上料件连通,所述第二上料件用于输送电池片,所述电池片用于在所述第二上料件的输送下进入所述第一上料件;
7、上料回流件,所述上料回流件和所述第二上料件连接;
8、第一下料件,所述第一下料件和所述镀膜件连通,所述第一下料件用于输送承载有已经镀膜完毕的电池片的载板;以及
9、第二下料件,所述第二下料件和所述第一下料件连通,所述第二下料件用于输送已经镀膜完毕的电池片,以将电池片和载板分离;
10、下料回流件,所述下料回流件和所述第一下料件连接。
11、可选地,所述pvd自动上下料设备还包括多个上料夹爪,所述多个上料夹爪可移动地设置于所述第一上料件和所述第二上料件之间,所述多个上料夹爪用于同时夹取位于所述第二上料件的多个电池片,并带动多个电池片移动至所述第一上料件。多个上料夹爪能够同时带动多个电池片进行上料,提高了上料效率。
12、可选地,所述第二上料件包括花篮上料轨道和电池片输送轨道,所述上料回流件为花篮回流轨道,所述电池片输送轨道和所述第一上料件连通,所述花篮回流轨道和所述花篮上料轨道连通,所述花篮上料轨道的数量为若干个,若干个所述花篮上料轨道间隔设置。花篮上料轨道的数量为若干个,增加了电池片的输送通道,能够进一步提高设备产能。
13、可选地,所述第一上料件包括载板上料轨道和多个载板,所述多个载板均设置于所述载板上料轨道,所述载板上料轨道和所述镀膜件连通,所述电池片输送轨道和所述载板上料轨道连通,所述上料夹爪设置于所述电池片输送轨道和所述载板上料轨道之间,所述多个电池片用于在所述上料夹爪的夹取下同时从所述电池片输送轨道进入所述载板上料轨道并承载在对应的所述载板上。多个载板都通过载板上料轨道进行输送,多个载板能够同时输送多个电池片进入镀膜件进行镀膜,提高了设备的镀膜效率。
14、可选地,所述第一上料件还包括缓存提升件,所述缓存提升件包括驱动件和两个链条,所述驱动件同时和两个所述链条连接,每个所述链条上均设有多个载板承载位,所述载板承载位用于承载所述载板,两个所述链条用于在所述驱动件的驱动下同时进行升降往复运动,从而带动多个所述载板依次进行升降往复运动。缓存提升件能够带动多个载板依次进行升降往复运动,从而使得载板能够持续性的对电池片进行承载,节约了时间,提高了工作效率。
15、可选地,所述pvd自动上下料设备还包括第一电池片检测件,所述第一电池片检测件和所述上料夹爪连通,所述第一电池片检测件用于检测所述载板的位置,使得所述上料夹爪将电池片放入对应的所述载板上。第一电池片检测件能够确保上料夹爪输送电池片到达载板的准确性。
16、可选地,所述第一下料件为载板下料轨道,所述下料回流件包括载板回流件以及换层提升件,所述载板下料轨道的一端和所述镀膜件连通,所述载板下料轨道和所述载板回流件通过所述换层提升件连通,所述换层提升件用于将位于所述载板下料轨道上的所述载板换层至所述载板回流件上进行回流。换层提升件将载板下料轨道上的空载板回流至载板回流件上,使得空载板能够最终回到上料区域,持续性对电池片进行输送。
17、可选地,所述pvd自动上下料设备还包括第二电池片检测件和翻转件,所述第二电池片检测件和所述第二下料件连通,所述第二电池片检测件用于对镀膜后的电池片进行检测,所述翻转件和所述第二电池片检测件相邻设置,所述翻转件用于翻转电池片,使得所述第二电池片检测件能够对电池片的双面进行检测。第二电池片检测件能够对镀膜后的电池片进行检测,翻转件用于在检测期间翻转电池片,使得电池片的双面都能够进行检测。
18、本发明的实施例还提供了一种pvd自动上下料设备的控制系统,用于对pvd自动上下料设备进行控制,所述控制系统包括:
19、上料控制系统、运输系统、镀膜控制系统、载板分离系统、检测系统以及载板回流系统,所述上料控制系统用于控制花篮上料、花篮提升以及回流、电池片输送、上料夹爪夹取电池片,所述运输系统用于控制电池片和载板的运输,所述镀膜控制系统用于控制所述镀膜件,所述载板分离系统用于控制电池片下料取放、换层提升件将载板换层至载板回流件上,所述检测系统包括第一电池片检测件和第二电池片检测件,所述载板回流系统用于控制载板回流件带动载板进行回流。
20、本发明的实施例还提供了一种pvd自动上下料设备的使用方法,包括以下步骤:
21、通过第二上料件输送电池片;
22、电池片经由第二上料件输送至第一上料件,并在第一电池片检测件进行定位检测后在第一上料件的输送下进入镀膜件进行镀膜;
23、通过第一下料件输出镀膜后的电池片,接着将载板进行回流;
24、同时通过第二下料件将电池片进行取放,并对取放后的电池片进行检测;
25、对检测不合格的电池片进行剔除,并将检测合格的电池片放入花篮中。
26、本发明实施例的pvd自动上下料设备、控制系统及使用方法的有益效果包括,例如:
27、该pvd自动上下料设备包括镀膜件、第一上料件、第二上料件、上料回流件、第一下料件、第二下料件以及下料回流件,第一上料件和镀膜件连通,第二上料件的出料口和第一上料件连通,第二上料件用于输送电池片,电池片用于在第二上料件的输送下进入第一上料件,上料回流件和第二上料件连接,第一下料件和镀膜件连通,第一下料件用于输送承载有已经镀膜完毕的电池片的载板,第二下料件和第一下料件连通,第二下料件用于输送已经镀膜完毕的电池片,以将电池片和载板分离,下料回流件和第一下料件连接。该pvd自动上下料设备在使用时,第一上料件和第二上料件同时进行上料,第一下料件和第二下料件同时进行下料,采用双上料和双下料的方式输送电池片和载板,大大缩短了电池片以及载板的上下料时间,从而节约时间,同时上料回流件能够确保第二上料件持续进行上料工作,下料回流件能够确保第一下料件持续回流,进一步提高了设备产能,从而提高镀膜的工作效率。
28、该pvd自动上下料设备的控制系统,用于对pvd自动上下料设备进行控制,该控制系统包括上料控制系统、运输系统、镀膜控制系统、载板分离系统、检测系统以及载板回流系统,所述上料控制系统用于控制花篮上料、花篮提升以及回流、电池片输送、上料夹爪夹取电池片,所述运输系统用于控制电池片和载板的运输,所述镀膜控制系统用于控制所述镀膜件,所述载板分离系统用于控制电池片下料取放、换层提升件将载板换层至载板回流件上,所述检测系统包括第一电池片检测件和第二电池片检测件,所述载板回流系统用于控制载板回流件带动载板进行回流。该pvd自动上下料设备的控制系统通过控制pvd自动上下料设备持续进行工作从而提高设备产能,能够提高镀膜的工作效率。
29、该pvd自动上下料设备的使用方法包括以下步骤:通过第二上料件输送电池片;电池片经由第二上料件输送至第一上料件,并在第一电池片检测件进行定位检测后在第一上料件的输送下进入镀膜件进行镀膜;通过第一下料件输出镀膜后的电池片,接着将载板进行回流;同时通过第二下料件将电池片进行取放,并对取放后的电池片进行检测;对检测不合格的电池片进行剔除,并将检测合格的电池片放入花篮中。该使用方法采用双上料和双下料的方式输送电池片和载板,大大缩短了电池片以及载板的上下料时间,从而节约时间,提高设备产能,从而提高镀膜的工作效率。
- 还没有人留言评论。精彩留言会获得点赞!