一种支重轮轮轴用材料及其制备方法与流程
本发明涉及合金材料,尤其涉及一种支重轮轮轴用材料及其制备方法。
背景技术:
1、支重轮轮轴是连接支重轮与底盘的重要部件,由于工程机械装备工作环境复杂,履带受力姿态多样,轮轴在使用过程中往往受到交变载荷作用(弯曲载荷、剪切载荷等),因而轮轴材料需要有较好的综合力学性能,包括抗拉强度、冲击韧性、疲劳寿命等。
2、目前使用调质后的碳素结构钢(如45#钢)进行中频热处理和低温回火,得到外部硬化层和芯部调质组织的轮轴产品,其具有较好的抗弯能力。但是,调质处理一般包括淬火和高温回火两步骤,这两步骤需要消耗较多能源,成本高;且对于轮轴产品而言,45#钢淬透性差,芯部难以淬透,表面和芯部组织性能差异较大(芯部组织性能较差),会影响轮轴成品性能(例如某φ40mm调质轴半成品,表层和芯部冲击功相差20%以上);另外,调质热处理不当会导致不同批次轮轴芯部有较大差异,水淬还有开裂风险,产品稳定性难以保证。目前还有42crmo等中碳合金钢调质后用作轮轴材料,但是其原材料成本更加高昂。
技术实现思路
1、本发明提供一种支重轮轮轴用材料及其制备方法,用以解决现有支重轮轮轴用材料存在调质热处理能源消耗大、成本较高、调质处理导致的产品表面和芯部组织不均均匀、性能差异大等问题。
2、根据本发明的第一方面,本发明提供一种支重轮轮轴用材料,包括如下重量百分比的成分:c:0.39%-0.47%,si:0.17%-0.28%,mn:0.9%-1.4%,p:≤0.023%,s:0.005%-0.025%,cr:0.05%-0.25%,ni:0.006%-0.25%,mo:0.02%-0.15%,cu:≤0.2%,v:0.07%-0.17%,o:≤0.007%,n:0.0080%-0.0200%,余量为fe和不可避免杂质。
3、上述方案中,本发明支重轮轮轴用材料包括c、si、mn、p、s、cr、ni、mo、cu、v、o、n、fe和不可避免杂质。c能够使得到的材料达到合适的硬度,c含量过低,材料的硬度达不到使用要求,c含量过高,淬火硬度越高,会导致易淬裂,塑性和冲击韧性降低。si能提高材料的强度和淬透性,还能在炼钢过程中作为还原剂和脱氧剂,起到镇静作用。mn能够有效提高材料的淬透性,并且能降低临界冷却速度,mn在加热时在铁素体中形成固溶体,能提高材料的强度。cr能强烈增加材料淬透性,随着cr含量的增加,珠光体转变向高温移动,贝氏体转变向低温移动。ni能提高钢的强度,而又保持良好的塑性和韧性,镍对酸碱有较高的耐腐蚀能力,在高温下有防锈和耐热能力。mo能使钢的晶粒细化,提高淬透性和热强性能,在高温时保持足够的强度和抗蠕变能力,结构钢中加入钼,能提高机械性能,另外,mo元素还可以抑制合金钢由于淬火而引起的脆性,而在工具钢中,mo元素可提高红硬性。cu可以提高钢的抗大气腐蚀能力。v是钢的优良脱氧剂,将钢材料中加入v可细化组织晶粒,提高强度和韧性,钒与碳形成的碳化物,在高温高压下可提高抗氢腐蚀能力。随着氮含量的增加,可使钢材的强度显著提高,塑性特别是韧性也显著降低,可焊性变差,冷脆性加剧,同时增加时效倾向及冷脆性和热脆性,损坏钢的焊接性能及冷弯性能,因此,应该尽量将钢中的含氮量限制在合理的范围值内。p、s、o是钢中的有害元素,p、s含量的增加会降低钢材的塑性、韧性以及焊接性能等,钢水凝固期间,溶液中氧和碳反应会生成一氧化碳,可以造成气泡,氧在钢中主要以feo、mno、sio2、al2o3等夹杂形式存在,使钢的强度、塑性降低,尤其是对疲劳强度、冲击韧性等有严重影响,氧会使硅钢中铁损增大,磁导率及磁感强度减弱,磁时效作用加剧,通过将p、s、o的含量控制在合理的范围值内有利于材料性能的整体提升。
4、本发明一种支重轮轮轴用材料通过将各元素的百分含量比例控制在合理的范围值,使得各元素之间产生协同增效作用,使得其具有较高的抗拉强度、屈服强度、室温冲击功、低温冲击功、硬度等性能。将本发明的材料用于支重轮轮轴,能保证轮轴芯部组织性能稳定(表面和芯部差异小),在制备支重轮轮轴工艺中能取消调质热处理工艺,只采用表面中频热处理工艺和低温回火工艺即可,避免了调质产生异常的可能,降低生产成本,节能环保,且本发明的材料淬透性增加,采用中频热处理可以得到更深的硬化层,能提高轮轴刚度和设计强度。
5、进一步地,所述的支重轮轮轴用材料包括如下重量百分比的成分:c:0.446%-0.468%,si:0.232%-0.271%,mn:1.129%-1.205%,p:≤0.023%,s:0.0062%-0.008%,cr:0.05%-0.075%,ni:0.0065%-0.009%,mo:0.02%-0.03%,cu:≤0.015%,v:0.07%-0.085%,o:≤0.007%,n:0.0100%-0.0200%,余量为fe和不可避免杂质。
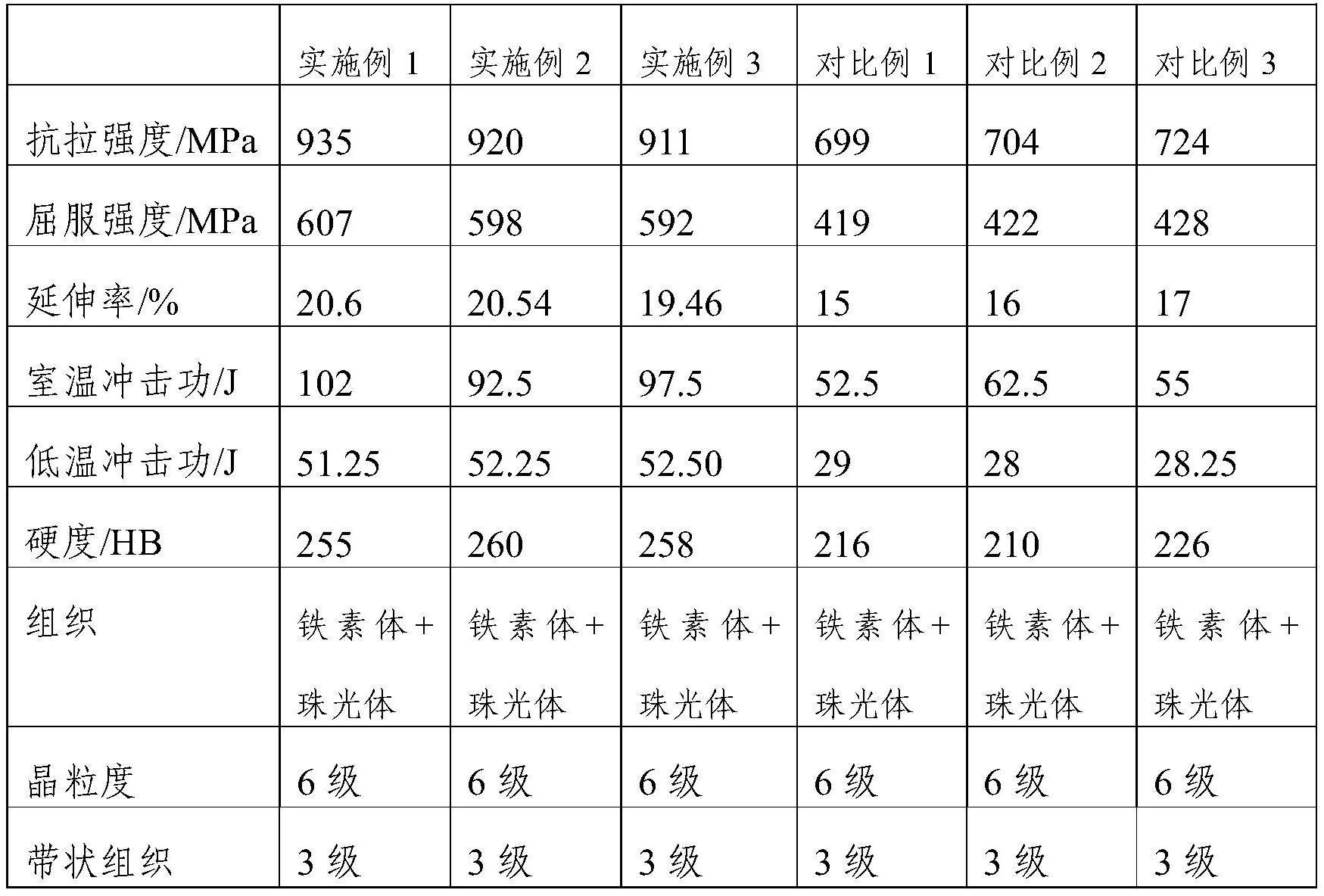
6、进一步地,所述支重轮轮轴用材料具有如下特征中的一种或多种:
7、(1)抗拉强度≥840mpa;
8、(2)屈服强度≥510mpa;
9、(3)延伸率≥16%;
10、(4)u型缺口室温冲击功≥42j;
11、(5)u型缺口低温-30℃冲击功≥34j;
12、(6)硬度220hb-290hb;
13、(7)组织为珠光体+铁素体组织;
14、(8)晶粒度≥6级;
15、(9)带状组织≤3级。
16、可以理解地,本发明的支重轮轮轴用材料具有较高的抗拉强度、屈服强度、室温冲击功、低温冲击功、硬度,晶粒度高,内部缺陷小,能够更好地满足支重轮轮轴的使用要求。
17、根据本发明的第二方面,本发明还提供上述的支重轮轮轴用材料的制备方法,包括如下步骤:初炼、转炉炼钢、lf炉精炼、vd真空处理、连铸、连轧、控轧控冷、精整。
18、转炉炼钢是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。转炉按耐火材料分为酸性和碱性,按气体吹入炉内的部位有顶吹、底吹和侧吹;按气体种类为分空气转炉和氧气转炉。碱性氧气顶吹和顶底复吹转炉由于其生产速度快、产量大,单炉产量高、成本低、投资少,为使用最普遍的炼钢设备。转炉主要用于生产碳钢、合金钢及铜和镍的冶炼。
19、lf炉精炼是炉外精炼的主要方法之一,其在关键于快速造白渣。lf造渣的目的是脱硫、脱氧、提高合金收得率、去除夹杂,但在控铝钢的造渣过程中,脱硫回硅、增氮、去除夹杂物存在一定的矛盾,需要统筹考虑。在lf快速而稳定的造出流动性好并有一定乳化性的还原性白渣,是lf脱硫、吸附夹杂及保证钢水质量所必需的。
20、vd真空处理:真空循环处理设备的主要参数包括处理容量、循环因数、脱气时间、循环流量、真空度以及工作真空度下真空泵的抽气能力。处理容量即钢包中盛装的钢水量,过小的钢水量会使温度降低过快而达不到处理目的。钢包一般容量≥30t。当钢水容量较大时,热稳定性较好,可以从容地进行处理,达到好的处理结果。真空循环脱气设备的真空室的压力在50pa-100pa左右,一般经过3个循环完成对钢水的脱气处理,每个循环需要大约3min,3次共需大约10min,再加5min进行合金化及其他操作,共需大约20min。因此真空循环脱气具有处理节奏快的特点,可与转炉冶炼的节奏相配合。在电弧炉车间里使用的真空循环脱气设备的节奏可以慢一点。真空循环的循环流量是指单位时间内通过上升管的钢水量(t/min)。影响循环流量的因素有上升管或下降管的直径、提升气体流量、提升气体距离真空室钢水面的距离。增加这几个参数的值可以提高钢水的循环流量。但是过大增加会使钢水与气体混合体密度太小,气体阻塞钢水的通过而降低了循环流量。真空泵必须有足够的能力以保证在脱气处理时的真空水平,保证钢水的处理质量。循环因数也称循环次数,是指处理过程中通过真空室的钢水量与钢包中钢水量之比。一般循环因数为3,即经过3次循环完成脱气过程。
21、上述方案中,本发明的支重轮轮轴用材料在制备过程中经过初炼、转炉炼钢、lf炉精炼、vd真空处理、连铸、连轧、控轧控冷、精整等步骤,能得到性能优异的支重轮轮轴用材料。
22、进一步地,所述转炉炼钢后钢水中c含量≥0.05%,p含量≤0.008%,优选c含量为0.08%-0.32%。
23、可以理解地,通过限定转炉炼钢后钢水中c含量和p含量,有利于后续lf炉精炼效率的提升。
24、进一步地,所述转炉炼钢的目标温度为1580℃-1650℃。
25、可以理解地,通过限定转炉炼钢的目标温度,有利于提升转炉炼钢的效率。
26、进一步地,所述转炉炼钢出钢辅料要求:石灰1-3kg/吨,促净剂1-3kg/吨,铝1-2kg/吨,优选为石灰2kg/吨,促净剂2kg/吨,铝1.5kg/吨。
27、可以理解地,通过限定转炉炼钢出钢辅料要求,能够有效保证转炉炼钢后产品的质量。
28、进一步地,所述lf炉精炼后钢水中成分的目标要求为:c:0.31%-0.42%、si:0.15%-0.24%、mn:0.76%-1.21%、cr:0.03%-0.21%、ni:0.001%-0.15%。
29、可以理解地,通过将lf炉精炼后钢水中成分的含量限定在合理的范围值内,有利于产品质量的提升。
30、进一步地,所述lf炉精炼的温度≥1500℃。
31、可以理解地,通过限定lf炉精炼的温度≥1500℃,有利于提高lf炉精炼的效率,提升产品质量。
32、进一步地,所述lf炉精炼阶段的成渣时间≥15min,冶炼时间≥30min。
33、可以理解地,通过将lf炉精炼阶段的成渣时间和冶炼时间限定在合理的范围值内,有利于提高lf炉精炼的效率,提升产品质量。
34、进一步地,所述vd真空处理阶段要求在真空度≤67pa下保持时间≥15min,软吹氩时间≥22min。
35、可以理解地,通过将vd真空处理的真空度、保持时间和软吹氩时间限定在合理的范围值内,有利于提高vd真空处理的效率,提升产品质量。
36、进一步地,所述连铸阶段的工艺条件包括如下:
37、(1)连铸液相线温度为1400℃-1600℃,优选为1500℃;
38、(2)使用中高碳连铸渣,保护渣按1kg/t-3kg/t进行吊挂,优选保护渣按2kg/t进行吊挂;
39、(3)钢包到位后指挥座包,确保钢包坐正并垂直,否则吊起调整后再座包;
40、(4)将浇注车开到平台后安装液压缸、氩气保护装置,安装牢固;
41、(5)将浇注车开到中注管上方进行对眼操作;
42、(6)将浇注车开到引流处进行引流,下来整流后关闭水口,引流量不小于650kg。
43、可以理解地,通过严格控制连铸阶段的工艺条件,有利于提高连铸处理的效率,进而提升产品质量。
44、进一步地,所述连轧采用加热轧制工艺技术,其中,所述加热轧制过程中预热段温度<850℃,加热段温度为980℃-1020℃,均热段温度为980℃-1020℃,加热时间>2h。
45、进一步地,所述加热轧制的终轧温度≤890℃。
46、可以理解地,通过采用合理的连轧技术,并严格控制连轧过程中温度、时间等工艺条件,有利于提高连轧处理的效率,进而提升产品质量。
47、进一步地,所述控轧控冷阶段包括铸坯管理,所述铸坯管理过程中连铸坯进缓冷坑,缓冷24h后开盖,自然冷却且铸坯表面温度小于200℃发货。
48、可以理解地,通过控轧控冷阶段中铸坯管理,有利于提高控轧控冷处理的效率,提升钢材料的组织和力学性能。
49、进一步地,还包括如下步骤:取样检测、探伤、称重、标识和入库。
50、可以理解地,本发明的制备方法还包括取样检测、探伤、称重、标识和入库,通过这些步骤能够严格把控产品质量。
51、根据本发明的第三方面,本发明还提供一种支重轮,包括上述的支重轮轮轴用材料或者由上述的制备方法制备得到的支重轮轮轴用材料。
52、根据本发明的第四方面,本发明还提供一种工程机械,包括上述的支重轮。本发明提供的一种支重轮轮轴用材料包括c、si、mn、p、s、cr、ni、mo、cu、v、o、n、fe和不可避免杂质,通过将各元素的百分含量比例控制在合理的范围值,使得各元素之间产生协同增效作用,使得其具有较高的抗拉强度、屈服强度、室温冲击功、低温冲击功、硬度等性能。将本发明的材料用于支重轮轮轴,能保证轮轴芯部组织性能稳定(表面和芯部差异小),在制备支重轮轮轴工艺中能取消调质热处理工艺,只采用表面中频热处理工艺和低温回火工艺即可,避免了调质产生异常的可能,降低生产成本,节能环保,且本发明的材料淬透性增加,采用中频热处理可以得到更深的硬化层,能提高轮轴刚度和设计强度。
- 还没有人留言评论。精彩留言会获得点赞!