电脉冲辅助超声大范围连续冲击金属材料的装置及方法
本发明属于金属材料表面纳米强化,具体涉及一种电脉冲辅助超声大范围连续冲击金属材料的装置及方法。
背景技术:
1、对于工程构件而言,失效大多发生于材料的表面,为了有效的提高构件的使用寿命,需要进行材料的表面强化或改性处理。超声喷丸强化技术是将超声波与表面强化相结合而得到的一种新型的表面强化手段,其利用高频的超声振动作为能量来驱动丸粒来进行冲击强化。一般的超声喷丸技术,是通过将能量逐步传递至工作端面,再由工作端面传递给丸粒,最后由获得能量的丸粒,高速撞击金属表面,使金属表面发生剧烈塑性变形,来达到金属材料表面强化的目的的。这种超声喷丸技术有两个局限性:其一,在整个喷丸强化的过程中,喷丸装置整体无法自主移动;其二,最后传递至工作端面的能量形式是高频小振幅的振动,为了能够激励喷丸丸粒运动以及保证能量的传递效率,工作端面的尺寸是有一定限制的。这两个局限就导致采用丸粒冲击来强化金属材料的方式,不能做到大范围的连续强化处理,一次强化过程中能强化的面积较小,效率较低,也不能做到自由强化金属材料的固定区域。
2、其次,超声喷丸强化的本质是通过外力促使金属表面发生剧烈的塑性变形,使得金属材料表层的位错和孪晶的运动来切割原来的晶粒,以此来达到细化表层的晶粒尺寸的目的。为了获得较好的一个强化效果,包括晶粒细化的程度和影响层的深度,需要一个较大的喷丸强度,这就会导致处理过程中可能会引起金属表面层的质量损伤,比如产生微裂纹和组织堆叠等,这些损伤在后续的加工、使用过程中可能发展成为宏观裂纹等缺陷,这对于金属材料的疲劳强度有很大的影响,反而会缩短了金属材料的使用寿命。
技术实现思路
1、本发明要解决的技术问题在于针对上述现有技术存在一次强化过程中强化面积较小、效率较低、不能连续和自由强化以及处理过程中可能会引起金属表面层的质量损伤的问题,提供一种电脉冲辅助超声大范围连续冲击金属材料的装置及方法,只需要将工件固定,即可由超声喷丸装置的运动来实现一次喷丸过程中大范围的强化效果,大大提高了强化效率,同时可以对特定区域进行定点强化;与此同时通过外加电脉冲处理来调控金属材料表层微观组织,调节内部残余压应力,并且促进微裂纹等损伤的愈合,通过电脉冲辅助超声冲击的工艺来同时实现较好的强化效果与较高的表面质量这两个要求。
2、本发明为解决上述提出的技术问题所采用的技术方案为:
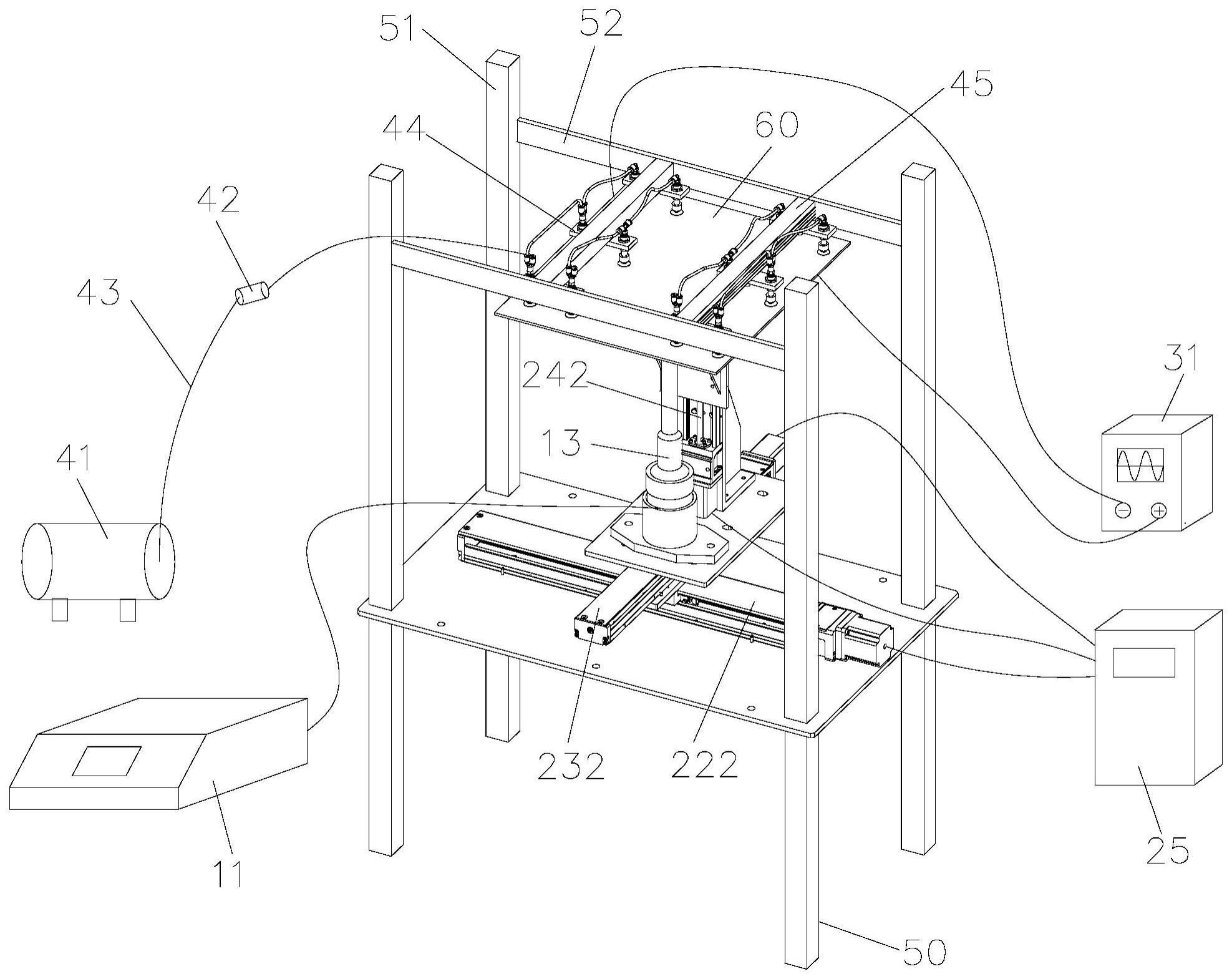
3、一种电脉冲辅助超声大范围连续冲击金属材料的装置,包括超声波喷丸系统,所述超声波喷丸系统包括超声波发生器、换能器、变幅杆和喷丸腔,待处理工件安装于喷丸腔上方;还包括驱动系统和电脉冲系统;
4、所述驱动系统包括两两垂直布置的x向驱动组件、y向驱动组件、z向驱动组件,所述超声波喷丸系统的喷丸腔安装于所述z向驱动组件上,通过z向驱动组件驱动所述喷丸腔沿z向移动,超声波喷丸系统的其他部件与z向驱动组件均固定安装于所述y向驱动组件上,通过y向驱动组件驱动沿y向移动,y向驱动组件固定安装于所述x向驱动组件上,通过x向驱动组件驱动沿x向移动;驱动系统还包括驱动控制器,通过所述驱动控制器控制所述x向驱动组件和y向驱动组件,带动所述超声波喷丸系统沿规划路径在xy平面内移动以对所述工件进行大范围连续的超声喷丸处理,并能在特定区域停止运动,来增强特定区域的喷丸强度;通过所述驱动控制器控制所述z向驱动组件,带动所述喷丸腔沿z向移动以调节喷丸工作距离;
5、所述电脉冲系统包括电脉冲发生器、负极接头组件、正极接头组件,所述负极接头组件和正极接头组件分别与所述工件两侧连接,将电脉冲发生器的电脉冲能量引入工件内,实现电脉冲辅助超声冲击强化金属。
6、上述方案中,所述x向驱动组件包括x向步进电机和x向高精度丝杆组件,所述x向高精度丝杆组件沿x向布置,并与所述x向步进电机相连;所述y向驱动组件包括y向步进电机和y向高精度丝杆组件,所述y向高精度丝杆组件沿y向布置,并与所述y向步进电机相连;所述z向驱动组件包括z向步进电机和z向高精度丝杆组件,所述z向高精度丝杆组件沿z向布置,并与所述z向步进电机相连;所述驱动控制器为电机控制器,所述电机控制器分别与x向步进电机、y向步进电机、z向步进电机电连接实现控制。
7、上述方案中,各高精度丝杆组件与其对应的步进电机通过联轴器相连。
8、上述方案中,所述装置还包括支撑底板、第一连接板和第二连接板;所述x向驱动组件固定安装于所述支撑底板上;所述y向驱动组件固定安装于所述第一连接板上,所述第一连接板固定安装于所述x向驱动组件上;所述超声波喷丸系统和z向驱动组件安装于所述第二连接板上,所述第二连接板固定安装于所述y向驱动组件上。
9、上述方案中,所述装置还包括直角支架、支撑肋板和设备固定装置;所述喷丸腔固定在直角支架上,直角支架与z向驱动组件连接;所述支撑肋板分别连接所述z向驱动组件与第二连接板,实现z向驱动组件的固定;所述设备固定装置固定安装于第二连接板上,所述换能器安装于设备固定装置上。
10、上述方案中,所述装置还包括工件吸附系统,所述工件吸附系统包括空气压缩机、真空发生器、气管、吸盘组件、吸盘固定组件;所述空气压缩机、真空发生器和吸盘组件通过所述气管依次相连,所述吸盘组件安装于吸盘固定组件上,所述吸盘固定组件安装于试验台架上,且吸盘固定组件的z向位置能够配合所述喷丸腔的z向移动进行手动调节。
11、上述方案中,所述试验台架包括支撑立柱和高度可调横梁,所述高度可调横梁活动安装于所述支撑立柱上,并能沿着支撑立柱移动至设定位置后进行固定;所述吸盘固定组件安装于所述高度可调横梁上。
12、上述方案中,所述超声波发生器、驱动控制器、电脉冲发生器、空气压缩机均设置于所述试验台架外部。
13、相应的,本发明还提出一种电脉冲辅助超声大范围连续冲击金属材料的方法,采用上述装置进行,包括以下步骤:
14、s1、通过控制驱动控制器,控制x向驱动组件、y向驱动组件、z向驱动组件调整超声喷丸系统的初始工作位置,以便于喷丸过程中能有更大的移动距离;
15、s2、控制z向驱动组件,使喷丸腔下降直至变幅杆的工作端面伸入喷丸腔内,并与喷丸腔上表面保持设定的工作距离,然后在工作端面上放置小球铺满整个工作端面;
16、s3、通过工件吸附系统吸附平板状金属工件,然后手动调整其位置使平板状金属工件下表面与喷丸腔上表面接触;
17、s4、将电脉冲系统的正极接头组件与负极接头组件分别夹在平板状金属工件两侧;
18、s5、根据不同金属工件所需要的喷丸强度调整超声波发生器的参数,根据不同金属材料敏感的电流参数来调整电脉冲发生器的参数,并根据金属工件的强化面积与路径以及有无特定强化区域来编写驱动控制器的控制程序;
19、s6、启动超声波发生器、电脉冲发生器和驱动控制器,超声喷丸系统从初始工作位置开始沿着设定的轨迹移动,同时对金属工件进行喷丸处理,实现对金属工件的大范围连续喷丸处理,若有特定区域需要加强强化,则在该区域暂停运动,强化一定时间再继续沿着设定轨迹运动;在超声波喷丸冲击强化的过程中,施加电脉冲处理可以很好地将金属材料软化,提高其塑性,使冲击强化的效果更好;
20、s7、超声波喷丸冲击强化完成后,关闭超声波发生器和驱动控制器,对金属工件继续施加电脉冲,用于调控金属材料强化之后的微观组织和残余应力,并且使冲击强化过程中的微裂纹愈合。
21、本发明的有益效果在于:
22、1、本发明为超声波喷丸系统设计了驱动系统,使超声波喷丸系统能够在平行于待加工试件的水平面上自由运动,只需要将待强化金属材料固定,让超声冲击系统贴合其强化表面,即可在一次喷丸过程中实现金属材料的大面积连续强化,强化效率大大提高,并且可以根据强化需求,通过电机控制器规划强化路径与特定强化区域,有很大的自主性;同时驱动系统可以调节喷丸腔顶端与变幅杆工作端面的相对距离,实现喷丸距离的任意调节,来达到调节喷丸强度的目的。
23、2、本发明在超声喷丸冲击的过程之中和之后引入电脉冲处理,它能在短时间内产生热量迅速加热材料使材料软化,并使材料内部产生大量的漂移电子,来推动位错运动,在外部成形力的作用下使位错发生滑移,使材料的成型极限提高,这都有助于超声冲击强化效果的提升;其次,脉冲电流能够对材料变形过程中产生的微裂纹等损伤进行修复和治愈,刚好能很好弥补超声冲击强化的缺点,并且还能提高强化的效果。
- 还没有人留言评论。精彩留言会获得点赞!