一种1000MPa级超高强度耐蚀钢筋及其制备方法与流程
本发明涉及金属材料,特别涉及一种1000mpa级超高强度耐蚀钢筋及其制备方法。
背景技术:
1、根据国家对钢铁工业控制总量、淘汰落后、加快结构调整的要求,要求通过提升量大面广的普通产品质量和性能,加大高强度、高抗腐蚀性、高专项性能等关键钢材品种的开发和应用,开发高强抗震耐候耐火耐蚀钢筋等。目前的钢筋强度主要为400mpa和500mpa级,考虑到地震和火灾等破坏性灾害往往是钢筋混凝土建筑物受到破坏的最主要的方面。因此抗震设计,特别是钢筋强度方面则成为建筑物承受灾害能力最主要的因素。考虑到成本方面的因素,即钢筋混凝土建筑物的使用寿命,特别是在特殊环境下的建筑物,如海港建筑和跨海大桥等,则钢材的耐蚀性则成为了其使用寿命的一个必要因素。现有830mpa级钢筋(cn103484780b)主要化学成分c:0.38~0.43%,mn:0.6~0.8%,cr:0.7~0.9%,ni:1.6~2%,mo:0.15~0.25%。碳含量远高于普通钢筋,碳当量过高,不能用于钢筋焊接,塑性指标低,并且是经过感应加热1100℃高压喷水淬火,再经感应加热到600℃回火水冷,组织是回火马氏体,是一种热处理二次加工预应力钢筋,不能作为普通钢筋混凝土建筑结构使用,这种热处理钢筋生产成本高。因此有必要开发出一种1000mpa级高强高耐蚀钢筋,在不显著增加成本的同时,能够达到高强韧性、高耐腐蚀性的合理匹配。
技术实现思路
1、鉴于上述情况,本发明旨在提供一种1000mpa级超高强度耐蚀钢筋及其制备方法,用于解决现有钢筋的屈服强度、抗拉强度、耐蚀性不能合理匹配的问题。
2、本发明的目的主要是通过以下技术方案实现的:
3、一方面,本发明提供了一种1000mpa级超高强度耐蚀钢筋,1000mpa级超高强度耐蚀钢筋的组分以质量百分比计包括:c:0.32%~0.35%,si:0.55%~0.85%,mn:1.40%~1.60%,ni:0.45%~0.85%,cr:0.65%~1.05%,v:0.140~0.180%,n:0.020%~0.050%,nb:0.020%~0.040%,ti:0.010%~0.025%,cu:0.20%~0.60%,p≤0.025%,s≤0.025%,余量为fe及不可避免的微量杂质。
4、进一步的,1000mpa级超高强度耐蚀钢筋的组分以质量百分比计包括:c:0.32%~0.35%,si:0.55%~0.8%,mn:1.43%~1.60%,ni:0.45%~0.83%,cr:0.65%~1.03%,v:0.140~0.180%,n:0.0210%~0.045%,nb:0.020%~0.040%,ti:0.010%~0.025%,cu:0.20%~0.60%,p≤0.025%,s≤0.025%,余量为fe及不可避免的微量杂质。
5、进一步的,1000mpa级超高强度耐蚀钢筋的组分中,碳当量的范围为0.83%~0.86%。
6、进一步的,1000mpa级超高强度耐蚀钢筋的组分中,w(v)/w(n)为5.3以上。
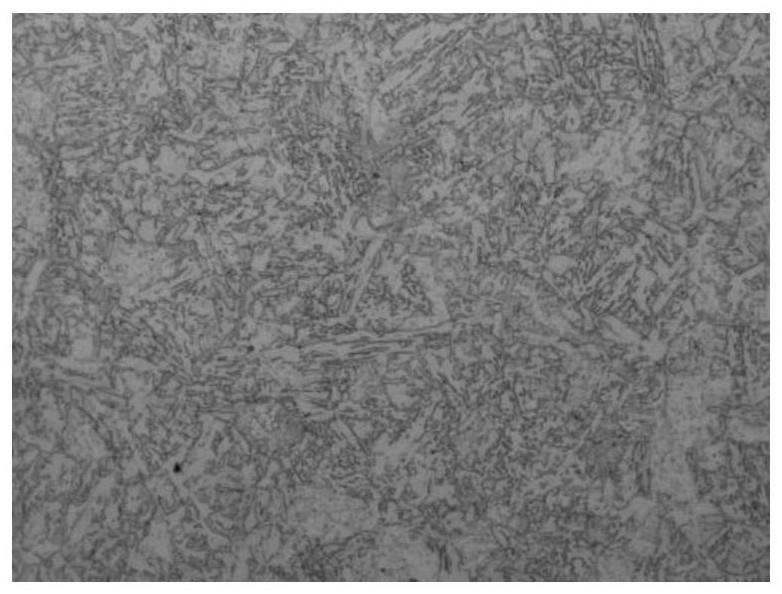
7、进一步的,1000mpa级超高强度耐蚀钢筋的微观组织为铁素体+珠光体+贝氏体,其中铁素体的体积百分比为15%~30%,珠光体的体积百分比为5%~15%,贝氏体的体积百分比为55%~80%;晶粒度10.5~12.5级。
8、进一步的,1000mpa级超高强度耐蚀钢筋的性能如下:屈服强度≥1000mpa,抗拉强度≥1250mpa,强屈比≥1.25,断后伸长率≥12%,最大力总伸长≥6.5%。
9、本发明还提供了一种1000mpa级超高强度耐蚀钢筋的制备方法,包括:
10、步骤1.以高炉铁水和废钢为原料,通过转炉冶炼,钢水终点成分控制c含量≥0.10%、p≤0.015%;转炉控制出钢温度1640~1655℃,出钢时加入所需的si铁、mn铁、si-mn合金、ni铁、cr铁、v-n合金、nb铁、ti铁和cu;
11、步骤2.lf精炼:电极将钢水提温,加入合金散料si铁、si-mn合金、碳粉、v-n合金、nb铁、ti铁、硅钙线对成分微调,通过lf吹氩,获得合格钢水;造白渣操作,在站时间确保≥38min;喂硅钙线150~200m,成分和温度合格后软吹氩时间≥5min;
12、步骤3.lf精炼合格钢水全程保护连续浇注,钢水上台温度按1550±5℃控制,全程开启电磁搅拌,中间包温度1515~1525℃;
13、步骤4.连铸坯在轧钢加热炉中进行加热保温,然后进行热轧,控制冷却,得到1000mpa级超高强度耐蚀钢筋;
14、步骤4中,加热保温的参数如下:保温温度控制为1150~1175℃,热坯保温时间60~90min,冷坯保温时间:90~120min;
15、步骤4中,热轧的开轧温度、进k2精轧机温度、k1精轧机终轧温度分别控制为1050℃±10℃、960℃±10℃和980℃±10℃;轧后经过控制冷却。
16、进一步的,步骤1中,转炉冶炼过程的终渣成分控制如下:终渣碱度r≥3.0、mgo=6%~10%、tfe≤20%。
17、进一步的,步骤3中,控制拉速2.8~3.2m/min。
18、进一步的,步骤3中,生产的连铸坯中,d类夹杂≤2.0级,ds类夹杂≤2.0级。
19、与现有技术相比,本发明有益效果如下:
20、a)本发明通过精确控制钢筋的组分,精确控制mn、ni、cr、v、nb、ti、cu等元素含量,通过微合金元素沉淀强化和细晶强化作用,显著提高了钢的屈服强度及抗拉强度;结合制备方法中各步骤的工艺细节参数控制,保证得到的钢筋的微观组织为铁素体+珠光体+贝氏体;进而保证钢筋的力学性能如下:屈服强度≥1000mpa,抗拉强度≥1250mpa,强屈比≥1.25,断后伸长率≥12%,最大力总伸长≥6.5%;钢筋的144小时相对腐蚀率(与q235参照对比)在50%以内。
21、b)本发明通过炼钢和精炼的严格成分及夹杂物控制,轧钢过程采用在线轧后弱水冷、气水雾冷、风冷或空冷,根据不同规格上冷床温度控制在860~980℃。能够根据不同规格大小,采用灵活的控冷手段,实现1000mpa级热轧耐蚀钢筋的柔性生产。
22、c)本发明的钢筋的室温强度和韧性优异,屈强比高,抗震能力好,同时,兼具优异的耐蚀性能。本发明的钢筋制造成本低、经济、实用、强韧性好、耐蚀性好。
23、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的内容来实现和获得。
技术特征:
1.一种1000mpa级超高强度耐蚀钢筋,其特征在于,所述1000mpa级超高强度耐蚀钢筋的组分以质量百分比计包括:c:0.32%~0.35%,si:0.55%~0.85%,mn:1.40%~1.60%,ni:0.45%~0.85%,cr:0.65%~1.05%,v:0.140~0.180%,n:0.020%~0.050%,nb:0.020%~0.040%,ti:0.010%~0.025%,cu:0.20%~0.60%,p≤0.025%,s≤0.025%,余量为fe及不可避免的微量杂质。
2.根据权利要求1所述的1000mpa级超高强度耐蚀钢筋,其特征在于,所述1000mpa级超高强度耐蚀钢筋的组分以质量百分比计包括:c:0.32%~0.35%,si:0.55%~0.80%,mn:1.43%~1.60%,ni:0.45%~0.83%,cr:0.65%~1.03%,v:0.140~0.180%,n:0.0210%~0.045%,nb:0.020%~0.040%,ti:0.010%~0.025%,cu:0.20%~0.60%,p≤0.025%,s≤0.025%,余量为fe及不可避免的微量杂质。
3.根据权利要求1所述的1000mpa级超高强度耐蚀钢筋,其特征在于,所述1000mpa级超高强度耐蚀钢筋的组分中,碳当量的范围为0.83%~0.86%。
4.根据权利要求1所述的1000mpa级超高强度耐蚀钢筋,其特征在于,所述1000mpa级超高强度耐蚀钢筋的组分中,w(v)/w(n)为5.3以上。
5.根据权利要求1所述的1000mpa级超高强度耐蚀钢筋,其特征在于,所述1000mpa级超高强度耐蚀钢筋的微观组织为铁素体+珠光体+贝氏体,其中铁素体的体积百分比为15%~30%,珠光体的体积百分比为5%~15%,贝氏体的体积百分比为55%~80%;晶粒度10.5~12.5级。
6.根据权利要求1至5任一项所述的1000mpa级超高强度耐蚀钢筋,其特征在于,所述1000mpa级超高强度耐蚀钢筋的性能如下:屈服强度≥1000mpa,抗拉强度≥1250mpa,强屈比≥1.25,断后伸长率≥12%,最大力总伸长≥6.5%。
7.一种1000mpa级超高强度耐蚀钢筋的制备方法,其特征在于,包括:
8.根据权利要求7所述的制备方法,其特征在于,所述步骤1中,转炉冶炼过程的终渣成分控制如下:终渣碱度r≥3.0、mgo=6%~10%、tfe≤20%。
9.根据权利要求7所述的制备方法,其特征在于,所述步骤3中,控制拉速2.8~3.2m/min。
10.根据权利要求7至9任一项所述的制备方法,其特征在于,所述步骤3中,生产的连铸坯中,d类夹杂≤2.0级,ds类夹杂≤2.0级。
技术总结
本发明公开了一种1000MPa级超高强度耐蚀钢筋及其制备方法,属于金属材料技术领域,用于解决现有钢筋强度级别低,缺乏1000Mpa级别热轧钢筋,以及钢筋的屈服强度、抗拉强度、耐蚀性不能合理匹配的问题。也解决了现有技术中淬火‑回火热处理预应力钢筋碳当量过高,不能用于钢筋焊接,且塑性指标低,不能作为普通钢筋混凝土建筑结构使用的问题。1000MPa级超高强度耐蚀钢筋的组分以质量百分比计包括:C:0.32%~0.35%,Si:0.55%~0.85%,Mn:1.40%~1.60%,Ni:0.45%~0.85%,Cr:0.65%~1.05%,V:0.140~0.180%,N:0.020%~0.050%,Nb:0.020%~0.040%,Ti:0.010%~0.025%,Cu:0.20%~0.60%,P≤0.025%,S≤0.025%,余量为Fe及不可避免的微量杂质。本发明的1000MPa级超高强度耐蚀钢筋的室温强度和韧性优异,屈强比高,抗震能力好,同时,兼具优异的耐蚀性能。
技术研发人员:周和敏,柯雪利,王长城,黄玉鸿,蔡恒忠,曾智中,张俊,徐洪军,高俊哲,沈朋飞
受保护的技术使用者:钢研晟华科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!