一种基于模板效应生长的cBN/AlN纳米复合刀具涂层及制备方法
本发明涉及一种工具用超硬涂层制备技术,主要为一种基于模板效应生长的cbn/aln纳米复合刀具涂层及制备方法,具体地说是一种在刀具表面通过多靶非平衡磁控溅射在硬质合金\高速钢\陶瓷刀具衬底上引入模板过渡层,模板过渡层表面生长纳米立方氮化铝涂层,然后通过纳米立方氮化铝和纳米立方氮化硼互为模板交替生长形成cbn/aln纳米复合刀具涂层及制备方法。
背景技术:
1、随着国民经济和科学技术的不断进步,新型材料发展日新月异,钛合金、高温合金、超高强度钢、复合材料以及工程陶瓷等难加工材料越来越多地应用于现代工业。但是刀具在难加工材料切削过程中承受着高温高压等苛刻的工作条件,刀具磨损严重,使用寿命短。例如,在航空发动机高温合金叶片铣削加工中,刀具剧烈磨损,其刀具消耗量是铣削普通材料的6~10倍,已成为严重影响工件加工质量和效率的主要因素。传统的高速钢和硬质合金刀具在切削过程中磨损严重,刀具使用寿命短。陶瓷刀具虽然具有高的硬度和耐磨性能,但是陶瓷刀具的韧性低,在高速切削过程中容易发生崩刃,引起刀具失效。因此,研发和制备具有高硬度、高承载能力、良好韧性、良好化学稳定性以及优异摩擦磨损等性能的高质量刀具,满足我国制造业对国产高性能刀具的迫切需求。
2、立方氮化硼(cubic nitride boron,cbn)是目前已知材料中硬度仅次于金刚石的高硬度材料,耐磨性极高,化学性质稳定,热导率达到13w/(cm×k),约为铜的3~4倍,高温条件下加工黑色金属时化学性质非常稳定,是加工高温合金、钛合金和高强度钢等理想的刀具材料。目前市场上的cbn刀具主要为聚晶立方氮化硼(pcbn)刀具,但是由于粘结剂的存在使得cbn的优异耐磨性能无法得到充分发挥。cbn涂层刀具适用于任何复杂形状的刀具基体,实现工业化生产后预期成本远低于pcbn刀具,是实现高温合金、高强度钢等难加工材料切削加工最具发展前景的刀具涂层材料之一。经过研究人员的多年努力,cbn涂层制备技术取得了显著的进步,cbn涂层质量也进一步提高。但是到目前为止,cbn涂层高应力和高脆性仍然没有得到突破性解决,cbn涂层与刀具基底之间物理性能差异以及cbn形成必须的巨大离子轰击能引起的涂层内部大量缺陷是引起cbn涂层巨大内应力的主要原因,其高应力导致涂层抗剥落性能差;此外cbn涂层属于脆性材料,高脆性容易引起刀具涂层断裂,极大地制约了cbn涂层刀具的应用。
3、在低能粒子轰击条件下形成高质量cbn涂层和不降低涂层强度的条件下增加刀具涂层的韧性是cbn涂层刀具走向应用需要解决的主要问题。本发明以提高刀具cbn涂层的韧性和降低涂层应力为目标,选择立方氮化铝(aln)作为调制层,通过调制层的模板效应生长cbn/aln纳米多层复合涂层,获得具有自主知识产权的cbn/aln多层结构涂层刀具制备技术,突破目前cbn涂层刀具工业化应用存在的技术瓶颈,满足现代制造业对高性能涂层刀具的需求。
技术实现思路
1、本发明的目的是针对cbn刀具涂层内应力大、韧性低的问题,发明一种基于模板效应生长的cbn/aln纳米复合刀具涂层,同时提供一种相应的制备方法。
2、本发明的技术方案之一是:
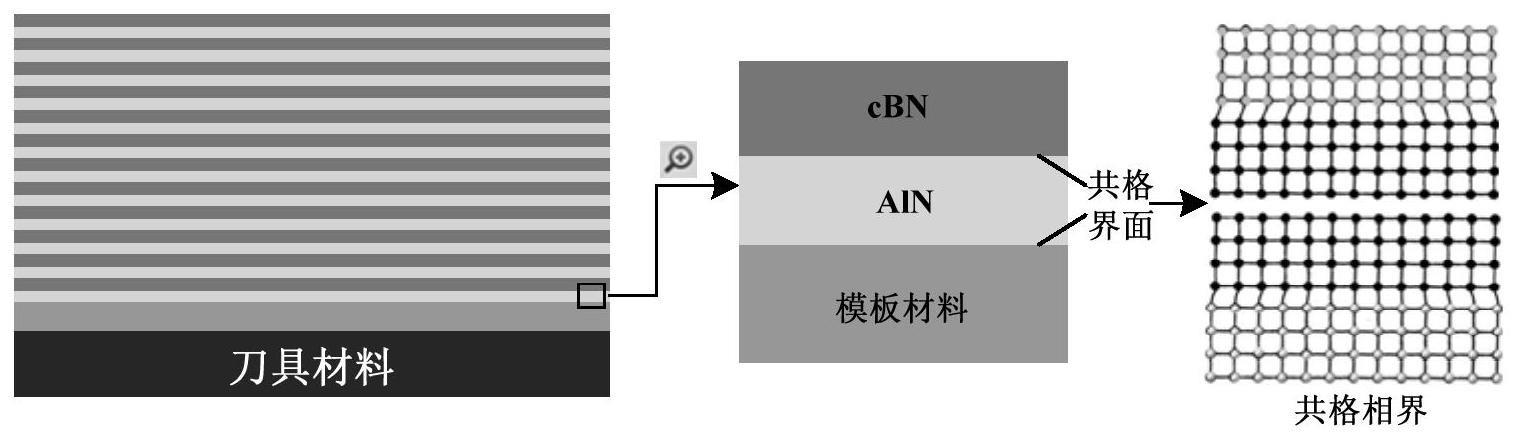
3、一种基于模板效应生长的立方氮化硼/氮化铝(cbn/aln)纳米复合刀具涂层,其特征是:复合刀具涂层结构由内向外依次是:基底模板材料-aln涂层-cbn涂层-aln涂层-cbn涂层-aln涂层-cbn涂层……,其中cbn/aln纳米复合刀具涂层的最外层是cbn涂层,内部交替生长有aln涂层,且内部的cbn涂层和aln涂层的厚度均在临界共格厚度范围之内。
4、所述的基底模板材料包括tin或其它薄膜材料。
5、本发明的技术方案之二是:
6、一种基于模板效应生长的cbn/aln纳米复合刀具涂层制备方法,其特征是:它包括以下步骤:
7、1)刀具表面预溅射;
8、将用丙酮溶液清洗后的刀具基体放入真空沉积腔中,通入气体ar,打开阳极层线性离子源,同时对刀具基底施加偏压,对刀具基体进行粒子轰击10~20min;然后通入n2,ar和n2混合粒子轰击刀具基底5~10min。
9、2)模板过渡层生长;
10、打开多靶非平衡磁控溅射系统中的溅射靶1,在预处理后的刀具基底表面生长模板层,涂层厚度保持在400nm~600nm之间。
11、3)共格生长c-aln和cbn涂层;
12、使用多靶非平衡磁控溅射系统中的溅射靶2在基底模板涂层表面共格生长c-aln涂层,涂层厚度控制在临界共格厚度及以下;然后以c-aln涂层为cbn生长的模板材料,使用多靶非平衡磁控溅射系统中的溅射靶3共格生长cbn涂层,涂层厚度控制在临界共格厚度及以下。
13、4)制备cbn/aln纳米多层刀具涂层;
14、通过多靶非平衡磁控溅射系统中的溅射靶2和溅射靶3交替溅射沉积,控制工艺参数在刀具基体表面交替生长c-aln和cbn纳米涂层。相邻cbn和aln涂层总厚度为调制周期,相邻cbn和aln涂层厚度比为调制比,调制周期和调制比可控可调,但每层厚度均在该涂层的临界共格厚度以下,涂层总厚度控制在3~5 μm之间。
15、所述的刀具基体包括硬质合金、高速钢或者陶瓷刀具。
16、所述的刀具表面预溅射包括ar粒子轰击基底表面阶段(纯ar=40 sccm)和ar/n2粒子共同轰击基底表面阶段,气体总流量40 sccm,其中ar/n2=1:4;轰击过程中的工作气压保持在0.4pa-0.8pa,阳极层线性离子源功率50w-300w,基底施加偏压-250v~-350v。
17、所述的模板层主要包括tin和vc等涂层。
18、所述的c-aln和cbn涂层共格生长,即模板层表面溅射生长c-aln,溅射靶材为纯度为99.99%的金属al靶,采用直流溅射电源,溅射功率为100w;所述的c-aln表面溅射生长cbn,溅射靶材为热压的纯度为99.99%的hbn靶,采用射频溅射电源,射频功率为250w。其它工艺参数包括:本底真空度:5.0×10-4pa;衬底温度:500°c;阳极源功率100w;气体总流量35sccm,其中n2:ar =1:6;沉积气压:0.8pa。所述的临界共格厚度c-aln涂层为10nm,cbn临界共格厚度16 nm,生长过程中不施加基底偏压。
19、所述的cbn/aln纳米多层涂层刀具制备中cbn和aln涂层制备工艺参数参考权利要求3)中两种涂层生长工艺参数,具体涂层厚度通过控制生长时间进行调整。
20、本发明至少利用三个溅射靶进行工作,其中第一个靶溅射生长基底模板薄膜,第二个靶溅射生长aln薄膜,第三个靶溅射生长cbn薄膜,其中底层薄膜为上一层薄膜的模板层,通过模板薄膜与异质薄膜界面共格应力实现薄膜稳定相向亚稳相转变,获得亚稳相c-aln和cbn薄膜。
21、本发明中采用射频磁控溅射设备基于模板效应共格生长cbn以及交替沉积aln涂层和cbn涂层,形成纳米多层复合结构的cbn/aln复合刀具涂层,与目前的立方氮化硼涂层刀具相比较,具有如下显著优点:
22、1)基于模板效应生长cbn涂层可以显著减小cbn生长过程中的粒子轰击能,减小涂层内部缺陷,提高涂层的致密性。
23、2)减小cbn生长过程的轰击能量,可以显著减小涂层的内应力,提高涂层与刀具基底的结合力。
24、3)采用cbn/aln多层复合结构,增加涂层内部的异质界面,阻碍涂层内部裂纹扩展,进而提高涂层韧性,提高涂层的抗疲劳性能。
25、4)工艺成本低、效率高,有利于涂层刀具的规模化生产。
- 还没有人留言评论。精彩留言会获得点赞!