一种免热处理压铸铝合金及其制备方法和应用与流程
本公开涉及铝合金,具体地,涉及一种免热处理压铸铝合金及其制备方法和应用。
背景技术:
1、汽车轻量化对推进节能减排、实现“双碳”目标具有重要意义。铝合金比强度高,是实现汽车轻量化的理想材料。随着汽车铝合金用量增加,车身结构件拼接工艺难度升级、效率下降。开发高性能压铸铝合金并实现车身结构件一体化压铸有望突破这一瓶颈。
2、对于汽车车身结构件用压铸铝合金,后续热处理易引起汽车结构件尺寸变形和产生表面缺陷,所以目前一体化压铸大构件仍以传统免热处理al-si系合金为主。但传统al-si系合金综合力学性能较低,因此亟需开发高性能汽车车身结构件用免热处理压铸铝合金。
3、目前多家生产企业或研究单位公开了一些通过合金化/微合金化来保证合金的流动性、强度和韧性的压铸铝合金。如采用真空压铸工艺的专利cn105316542a和cn110079712a,结合后续热处理的cn104471090b和cn110257675a,结合低温时效处理的专利cn114717455a。但真空压铸工艺和后续热处理都会增加合金生产成本,增加能源消耗。而在大气压铸条件下,未进行后续处理的专利cn11647785a,虽然合金强度极高,但合金断裂伸长率仅有2.1~3.9%,无法满足汽车行业对结构件对断裂伸长率6%的性能要求。
技术实现思路
1、本公开的目的在于提供一种免热处理压铸铝合金,以强化相提升铝合金强度,增加铝合金塑性。
2、为了实现上述目的,本公开的第一方面提供一种免热处理压铸铝合金,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:6.0~8.0重量%的si,0.3~1.2重量%的mg,0.4~0.8重量%的cu,0.1~0.3重量%的fe,0.6~0.8重量%的mn,0.05~0.20重量%的ti,0.03~0.07重量%的sr,0.03~0.07重量%的ce,0.01~0.04重量%的la,0.01~0.1重量%的zr,小于或等于0.01重量%的其他杂质元素和余量的al。
3、可选地,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:6.0~8.0重量%的si,0.3~0.9重量%的mg,0.4~0.8重量%的cu,0.1~0.3重量%的fe,0.65~0.75重量%的mn,0.05~0.20重量%的ti,0.03~0.07重量%的sr,0.03~0.07重量%的ce,0.01~0.04重量%的la,0.01~0.1重量%的zr,小于或等于0.01重量%的其他杂质元素和余量的al。
4、可选地,所述压铸铝合金还含有sn元素;以所述压铸铝合金总重量为基准,所述压铸铝合金中包括0.05~0.15重量%的sn。
5、可选地,所述压铸铝合金中,sn元素与fe元素的质量比不高于1.0,mn元素与fe元素的质量比不低于3.0,ce元素和la元素的质量比不低于2.0。
6、可选地,所述压铸铝合金的极限抗拉强度为300~350mpa,屈服强度为150~180mpa,断裂延伸率为11.0~16.0%,3.2mm截面厚度下的弯曲角度为23.0~27.0°。
7、本公开的第二方面提供一种免热处理压铸铝合金的制备方法,包括:
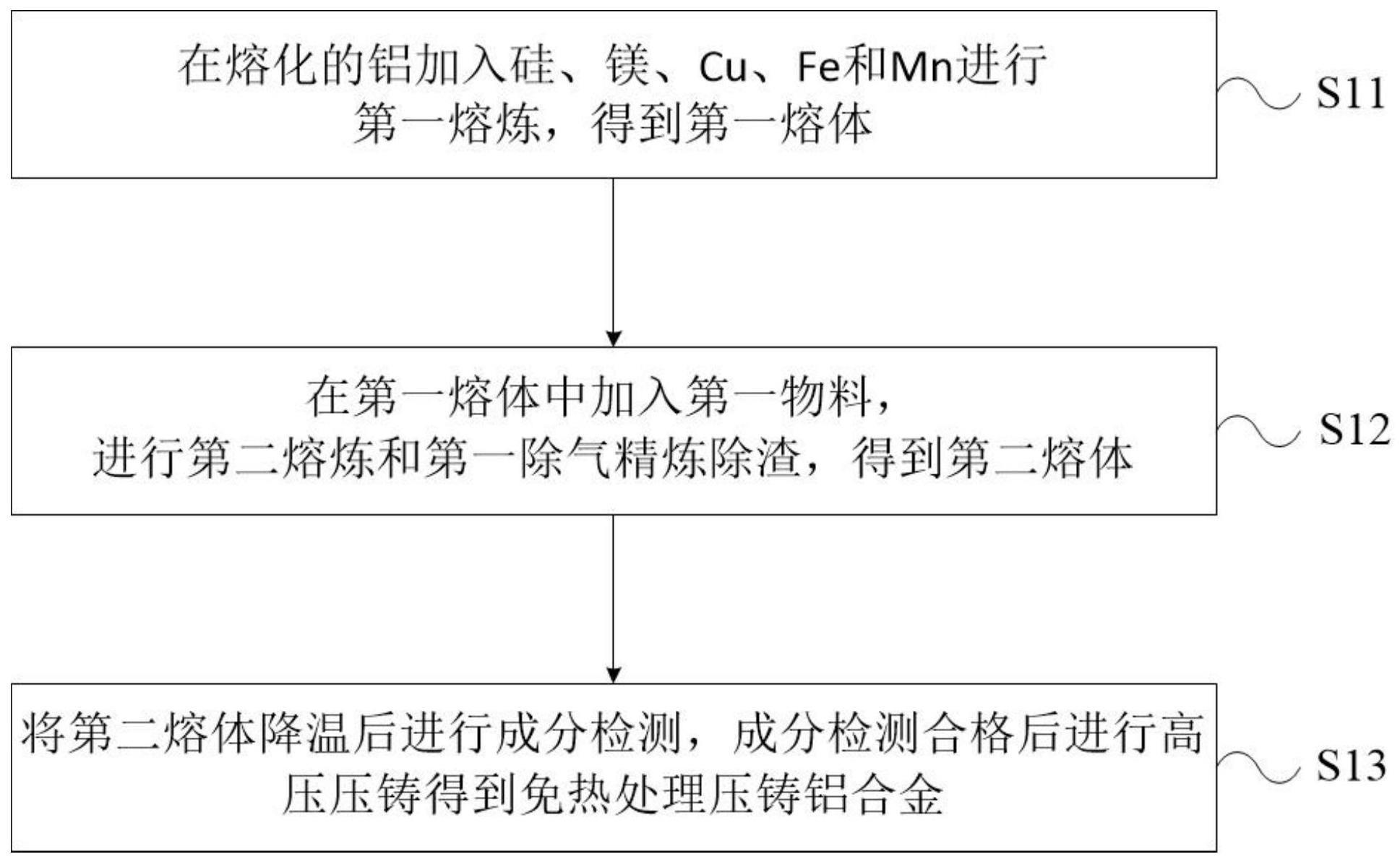
8、将铝置于熔炼炉中熔化并加入硅、镁、cu原料、fe原料和mn原料进行第一熔炼,得到第一熔体;在所述第一熔体降温后移至中转炉,将第一物料置于所述第一熔体底部进行第二熔炼和第一除气精炼除渣,得到第二熔体;将所述第二熔体降温后移至保温炉后进行成分检测,成分检测合格后进行高压压铸得到免热处理压铸铝合金;其中,所述第一物料由ti原料、sr原料、ce原料、la原料、zr原料和sn原料组成,或者所述第一物料由ti原料、sr原料、ce原料、la原料和zr原料组成。
9、可选地,所述cu原料为al-cu系合金;所述fe原料为al-fe系合金;所述mn原料为al-mn系合金;所述ti原料为al-ti系合金;所述sr原料为al-sr系合金;所述ce原料为al-ce系合金;所述la原料为al-la系合金;所述zr原料为al-zr系合金;所述sn原料为al-sn系合金。
10、可选地,所述al-cu系合金为al-50cu中间合金;所述al-fe系合金为al-5fe中间合金;所述al-mn系合金为al-20mn中间合金;所述al-ti系合金为al-5ti中间合金;所述al-sr系合金为al-5sr中间合金;所述al-ce系合金为al-10ce中间合金;所述al-la系合金为al-10la中间合金;所述al-zr系合金为al-5zr中间合金;所述al-sn系合金为al-12sn中间合金。
11、可选地,所述熔炼炉的熔炼温度为740~760℃;所述中转炉的中转温度为710~730℃;所述保温炉的保温温度为690~710℃。
12、可选地,所述第一除气精炼除渣包括:在惰性气体气氛或氮气下,向所述中转炉炉体内加入精炼剂粉末;所述惰性气体为氩气;所述保温炉的保温温度为690~710℃。
13、可选地,所述高压压铸的条件包括:压力为26~70mpa,压射速度为5.5~7.0m/s,压铸温度为690~710℃。
14、可选地,所述制备方法还包括:将铝、硅、镁、cu原料、fe原料、mn原料、ti原料、sr原料、ce原料、la原料、zr原料和sn原料进行烘干处理后再进行后续的熔化或熔炼步骤;所述烘干处理的温度为150~200℃。
15、本公开的第三方面提供一种汽车车身结构件,包括压铸铝合金,所述压铸铝合金为前述的免热处理压铸铝合金或通过前述的制备方法制备得到的免热处理压铸铝合金。
16、通过上述技术方案,本公开提供的免热处理压铸铝合金极限抗拉强度、屈服强度和断裂伸长率较现有汽车结构件合金有显著提升,适合于生产新能源电动汽车车身大型结构薄壁件。
17、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
技术特征:
1.一种免热处理压铸铝合金,其特征在于,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:
2.根据权利要求1所述的压铸铝合金,其中,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:
3.根据权利要求1或2所述的压铸铝合金,其中,所述压铸铝合金还含有sn元素;以所述压铸铝合金总重量为基准,所述压铸铝合金中包括0.05~0.15重量%的sn。
4.根据权利要求3所述的压铸铝合金,其中,所述压铸铝合金中,sn元素与fe元素的质量比不高于1.0,mn元素与fe元素的质量比不低于3.0,ce元素和la元素的质量比不低于2.0。
5.根据权利要求1所述的压铸铝合金,其中,所述压铸铝合金的极限抗拉强度为300~350mpa,屈服强度为150~180mpa,断裂延伸率为11.0~16.0%,3.2mm截面厚度下的弯曲角度为23.0~27.0°。
6.一种适用于权利要求1-5任意一项所述的免热处理压铸铝合金的制备方法,其特征在于,包括:
7.根据权利要求6所述的制备方法,其中,
8.根据权利要求6所述的制备方法,其中,
9.根据权利要求6所述的制备方法,其中,
10.根据权利要求6所述的制备方法,其中,
11.根据权利要求6所述的制备方法,其中,所述高压压铸的条件包括:压力为26~70mpa,压射速度为5.5~7.0m/s,压铸温度为690~710℃。
12.根据权利要求6-11任意一项所述的制备方法,其中,所述制备方法还包括:
13.一种汽车车身结构件,其特征在于,包括压铸铝合金,所述压铸铝合金为权利要求1-5任意一项所述的免热处理压铸铝合金或通过权利要求6-12任意一项所述的制备方法制备得到的免热处理压铸铝合金。
技术总结
本公开涉及一种免热处理压铸铝合金及其制备方法和应用,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:6.0~8.0重量%的Si,0.3~1.2重量%的Mg,0.4~0.58重量%的Cu,0.1~0.3重量%的Fe,0.6~0.75重量%的Mn,0.05~0.20重量%的Ti,0.03~0.07重量%的Sr,0.03~0.07重量%的Ce,0.01~0.04重量%的La,0.01~0.1重量%的Zr,小于或等于0.01重量%的其他杂质元素和余量的Al。本公开提供的免热处理压铸铝合金极限抗拉强度、屈服强度和断裂伸长率较现有汽车结构件合金有显著提升,适合于生产新能源电动汽车车身大型结构薄壁件。
技术研发人员:吴新星,杨栋,白永昌
受保护的技术使用者:小米汽车科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!