一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法
本发明涉及一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法。
背景技术:
1、超薄超硬砂轮具有高精度、切缝窄、切割锋利、高刚度、高强度等主要特点;超薄超硬材料砂轮切割加工主要用于电子信息领域上的各种电子元器件及航天、国防军工机械行业精密难加工材料的零部件的切断与开槽,具有磨削深度大、进给速度小、砂轮与工件的接触面积大、切缝窄、磨削精度高、加工表面质量好、材料利用率高以及砂轮使用寿命长等一系列优点。
2、如立方氮化硼切割砂轮主要用于各种难加工导电材料的精密切槽、切断加工,如:模具钢、轴承钢、不锈钢、耐热钢等难加工黑色导电材料;整体型切割砂轮厚度多在0.5mm以下,具有外径小、粒度细、尺寸及形位精度高、重量轻等特点。其加工采用深切缓进给磨削法、高转速磨削工艺,深度一次切到。
3、但在磨削切割这些难加工的导电时,切割的加工效率低,成本高,且在加工过程中产生磨削力大,发热高等特点,容易使工件产生产生变形,降低加工表面质量。
技术实现思路
1、本发明目的是针对现有的导电材料的超薄超硬砂轮磨削切割加工方法存在的不足,提供一种基于导电材料的导电磨削切割加工方法,即在磨削切割加工时,对导电导电工件进行高压脉冲放电,在磨削切割区域产生电磁热效应,产生大量的热,软化切割区域的导电材料,可以提高磨削切割加工效率,降低加工成本,保证加工精度,形成一种新型的加工方法。
2、电磁热效应:在导体中通入脉冲电流,导体中会有焦耳热和应力产生,由于导体中存在裂纹(如窄缝),会导致电流产生绕流和集中,由于裂纹(如窄缝)尖端处电流集中,电能转化成热能,从而使该处的材料温度升高,足以达到使材料熔化的程度。
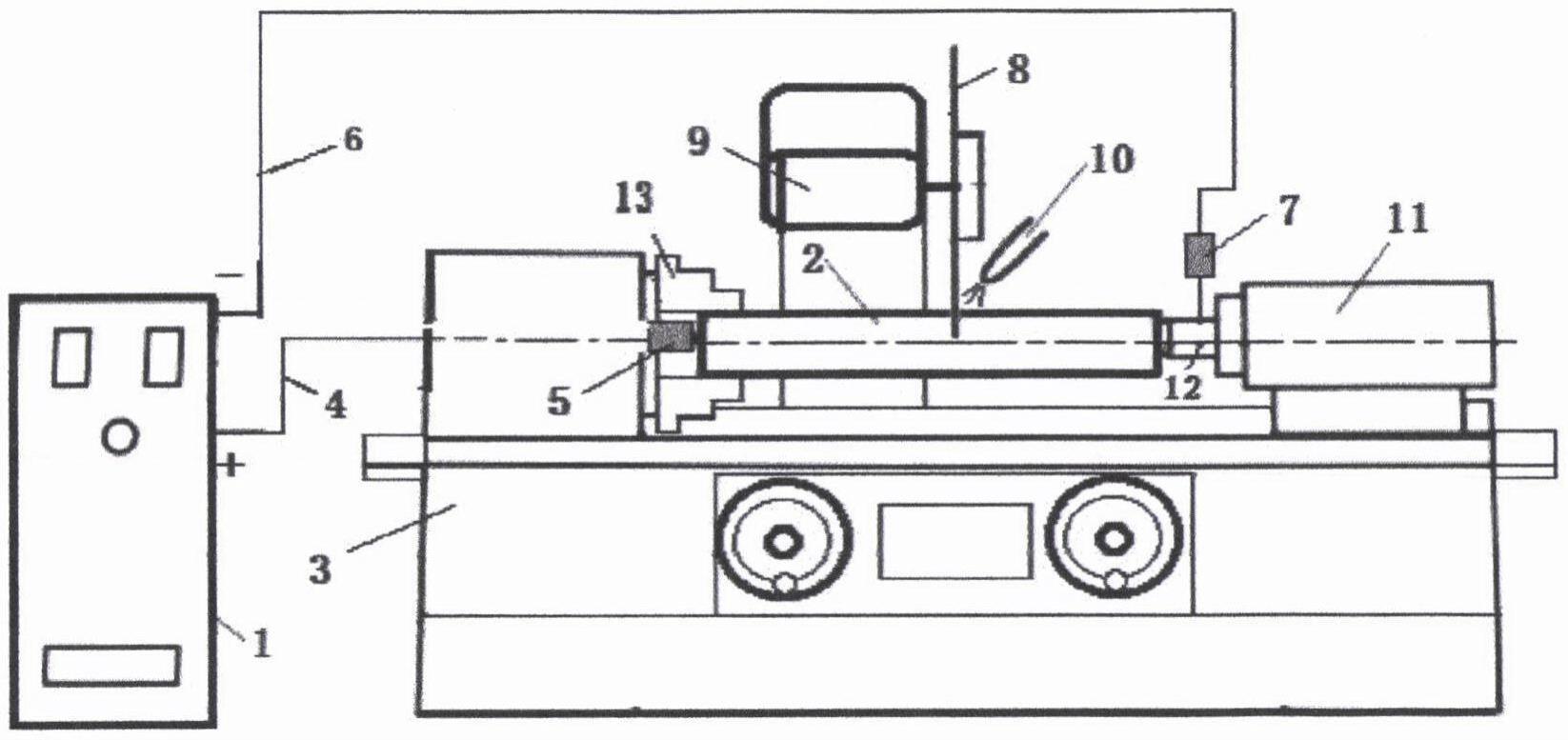
3、本发明为实现上述目的,采用如下技术方案:一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,包括如下步骤:
4、(1)安装脉冲电源装置:
5、本加工方法使用的是脉冲电,事先要把电源装置安装在合适的位置上;
6、(2)安装导电工件:
7、使用夹具将导电材料工件安装在磨床工作台上;
8、(3)安装脉冲电源加工阳极专用接头:
9、用电源阳极电缆连接阳极专用接头,再将阳极专用接头安装在磨床上,最后把阳极接头与工件的一端相接触;
10、(4)安装脉冲电源阴极专用接头:
11、用电源阴极电缆连接阴极专用接头,再将阴极专用接头安装在磨床上,最后把阴极接头与工件的另一端相接触;
12、(5)启动磨削机床:
13、启动磨削机床,使超薄超硬砂轮(如立方氮化硼切割砂轮)高速旋转运动,对导电工件进行磨削切割;
14、(6)脉冲电源加工:
15、设置好脉冲电源的加工参数,打开电源对工件进行脉冲放电。脉冲电源输出电压为0~30kv,输出电流则根据加工状况在0~500a之间浮动;由于在(5)阶段在材料上已经切割出一定长度的窄缝(窄缝宽度一般小于0.5mm),然后在高压脉冲电源持续放电下,电流在窄缝尖端磨削区域产生大量的焦耳热,即脉冲电流在窄缝尖端磨削区域集中绕流,产生电磁热效应,从而软化或熔化了窄缝尖端磨削区域的导电材料,使得磨削切割速度有很大提高。
16、进一步的,步骤(2)中的用夹具定位夹紧与导电工件两端时,夹具和工件要做绝缘处理。
17、进一步的,步骤(3)(4)中的所述脉冲电源加工阳极、阳极专用机头与磨床连接位置处要绝缘处理,并通过快接插头与脉冲电源阳极、阴极电缆相连接。
18、进一步的,步骤(5)中所述的采用的砂轮是超薄超硬材料的砂轮,适用于精密开槽切割的砂轮;加工中采用的是绝缘磨削液进行冷却润滑。
19、与现有技术相比,本发明的有益效果在于:
20、本发明通过将导电工件脉冲导电与超薄超硬材料的砂轮磨削切割加工相结合,对导电难加工材料进行精密切割加工,采用高压脉冲电流对导电导电工件进行放电,使得磨削切割区域产生电磁热效应,产生大量的热,使切割区域的导电材料软化,超薄超硬材料的砂轮再磨削切割加工时,降低了磨削力,极大的增加了磨削量。本发明相较于单一的超薄超硬砂轮磨削切割加工优势在于缩短加工时间,提高了磨削加工效率,保证加工精度和质量;实现了对航天、国防军工机械行业精密难加工材料的零部件的切断与开槽的加工要求,是一种新型的高效的磨削切割加工技术。
技术特征:
1.一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,其特征在于,步骤(2)中的用夹具定位夹紧与导电工件两端时,夹具和工件要做绝缘处理。
3.根据权利要求1所述的一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,其特征在于,步骤(3)(4)中的所述脉冲电源加工阳极、阳极专用机头与磨床连接位置处要绝缘处理,并通过快接插头与脉冲电源阳极、阴极电缆相连接。
4.根据权利要求1所述的一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,其特征在于,步骤(5)中所述的采用的砂轮是超薄超硬材料的砂轮,适用于精密开槽、切割的砂轮;加工中采用的是绝缘磨削液进行冷却润滑。
技术总结
本发明公布了一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,通过使用超薄超硬砂轮切割导电材料时,给导电的工件通入脉冲电流,使切割加工区域内会产生电流绕流聚集,产生大量的热,即产生电磁热效应,使得切割加工区域周围的材料温度快速升高,使得切割加工区域的材料软化,硬度下降,使得导电材料很容易切割,实现了导电与磨削切割加工的复合加工方法;具体步骤是在磨床上安装脉冲电源加工用的阳极和阴极专用机头,用电线与导电工件的两端连接,形成加工电流回路;然后选择好合适的脉冲电源参数,对导电工件进行磨削切割加工。本发明具有材料易切削,加工效率高等特点,是难加工导电材料的精密磨削开槽及切断的有效加工方法。
技术研发人员:丁红军,王海飞,霍忠堂
受保护的技术使用者:邯郸学院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!